Локомотивы. Ремонт локомотива. 2. Технология ультразвукового контроля колесных пар. Оценка качества контролируемых узлов и оформление контроля
 Скачать 19.57 Kb. Скачать 19.57 Kb.
|

|
1. Сварка и наплавка 2. Технология ультразвукового контроля колесных пар. Оценка качества контролируемых узлов и оформление контроля. 3. Идеализированные модели отказов. 1. Сварка и наплавка. Под наплавкой понимают процесс нанесения на поверхность детали металла или сплава в расплавленном состоянии. Плавление металла или сплава происходит благодаря теплоте электрической дуги (электрическая сварка и наплавка) или теплоте, образующейся при сгорании ацетилена, природного и других горючих газов в струе кислорода (газовая сварка и наплавка). В процессе плавления металла и его последующем затвердевании из-за неравномерного распределения теплоты на участке, прилегающем к наплавленному слою (в зоне термического влияния), происходят структурные изменения в металле и изменения линейных размеров детали. Глубина зоны термического влияния, зависящая от начальной температуры детали, скорости и способа охлаждения, теплопроводности основного металла, способов и режимов наплавки, колеблется от 1 до 25 мм. Изменения структуры металла и линейных размеров, если не принять особых мер, приводят к местной деформации детали и появлению на ней трещин. К особым мерам относятся предварительный подогрев и последующее медленное охлаждение детали, особые приемы наплавки, отжиг и отпуск после наплавки, защита расплавленного металла от воздействия воздуха и т. п. В процессе наплавки наносимый металл насыщается кислородом, азотом и водородом воздуха, а также в нем выгорают легирующие элементы. Образование окислов в наплавленном металле снижает предел прочности и ударную вязкость шва, а насыщение стали азотом ухудшает его пластические свойства, уменьшает ударную вязкость, относительное удлинение и т.п. Для защиты расплавленного металла от воздействия кислорода и азота воздуха и компенсации выгоревших легирующих элементов применяют электроды с покрытиями или наплавку проводят под слоем флюса и в среде защитных газов. Сварка и наплавка стальных деталей. Для защиты сварочного шва от вредного действия воздуха при ручной сварке и наплавке применяют электроды с тонкими (0,10. 0,25 мм на сторону) и толстыми (0,5. 1,5 мм на сторону) покрытиями. Тонкие покрытия (состоящие чаще всего из 80.85 % мела и 20. 15 % жидкого стекла) способствуют устойчивости горения дуги, поэтому их часто называют стабилизирующими или ионизирующими. Электроды с тонкими покрытиями используют при сварке малоответственных деталей, работающих при статических нагрузках. Толстые покрытия являются защитно-легирующими. В них входят газошлако-образующие, легирующие вещества и раскислители, способствующие формированию шва с повышенными механическими свойствами. Электроды с толстыми покрытиями применяют для сварки и наплавки ответственных частей из углеродистых и низколегированных сталей. Для наращивания изношенных поверхностей стальных деталей пользуются наплавочными электродами, обеспечивающими получение плотного слоя металла необходимой твердости. Сварка чугунных деталей. При разработке технологии восстановления чугунных деталей сваркой следует иметь в виду, что в процессе сварки из-за высокого местного нагрева, быстрого охлаждения и усадки в металле возникают значительные внутренние напряжения, которые могут привести к появлению трещин. При быстром охлаждении кроме усадки происходит отбеливание чугуна, вследствие чего шов получается пористым. Отбеленный чугун характеризуется высокой хрупкостью и твердостью, что снижает прочность шва и затрудняет механическую обработку. Для предупреждения этих нежелательных явлений при сварке чугунных деталей применяются соответствующие электроды и флюсы. Сварку ответственных деталей ведут с предварительным подогревом (горячая сварка) и во всех случаях - с медленным охлаждением детали. Горячая сварка чугуна возможна как ацетиленокис-лородным пламенем, так и электрической дугой. Сварка и наплавка деталей из алюминиевого сплава. Сварка осложняется из-за того, что при нагревании эти сплавы интенсивно окисляются, а их окислы тугоплавки. Так, температура плавления алюминия составляет 657 °С, а его окислов - 2050 "С. Пленка окислов затрудняет процесс сплавления присадочного материала с основным и препятствует выходу газов из расплавленного металла. Удаляют окислы флюсами или электродными покрытиями, растворяющими или связывающими окись алюминия. Присадочным материалом могут служить стержни того же состава, что и основной металл. В практике ремонта тепловозов чаще для сварки и наплавки деталей из алюминия пользуются ацетиленокислородной сваркой. Хорошие результаты дает электродуговая сварка в защитной среде инертного газа аргона (аргонодуговая сварка неплавящимся электродом). Однако применение этого вида сварки ограничивается высокой стоимостью и дефицитностью аргона. Полуавтоматическая и автоматическая сварка и наплавка. Электрическая сварка и наплавка, при которой механизирована (автоматизирована) только подача присадочного материала, называется полуавтоматической; если же механизировано и передвижение электрода вдоль шва - автоматической. Рассматриваемые виды сварки и наплавки в настоящее время находят все большее применение на тепловозоремонтных заводах и в депо с большим объемом ремонтных работ. При полуавтоматической и автоматической сварке электрическая дуга и расплавленная ванночка металла изолируются от воздуха флюсом или защитным нейтральным газом. Сварка и наплавка под слоем флюса. При этом процессе электрическая дуга горит под слоем сухого зернистого флюса, поступающего перед дугой из патрубка. Плавится как электрод (голая не-обмазанная проволока), подаваемый в зону плавления с постоянной скоростью, так и часть флюса. При этом над сварочной ванной образуется газовый пузырь, флюсовая оболочка которого (жидкий шлак) надежно защищает зону горения от влияния воздуха. Эта же оболочка не дает разбрызгиваться жидкому металлу, сохраняет тепло дуги, замедляет остывание шва, так как после остывания над швом образуется плотная шлаковая корка. Флюс создает благоприятные условия для выхода газов из сварочной ванны, т.е. способствует формированию однородного и плотного слоя наплавленного металла с меньшим количеством шлаковых и газовых включений и хорошими механическими свойствами. Кроме того, вследствие длительного контакта флюса с жидким металлом происходит легирование наплавленного слоя. При автоматизации процесса не только получается более качественный шов, но и значительно повышается производительность труда, экономнее расходуется электродная проволока и электроэнергия. Кроме того, работу могут выполнять сварщики более низкой квалификации. Вместе с тем у автоматизированного процесса имеются и недостатки: значительная глубина зоны термического влияния; затруднения при наплавке деталей диаметром менее 100 мм, так как расплавленный флюс и шлак не успевают затвердеть и стекают с поверхности детали, и, кроме того, такие детали сильно деформируются; высокая стоимость флюсов, необходимых для получения слоя большой твердости; большие потери времени на вспомогательные работы. Автоматической наплавкой под слоем флюса целесообразно восстанавливать детали классов «вал» и «отверстие» больших размеров, имеющих значительный износ, путем последовательного наложения сварных швов по винтовой линии при вращении детали. 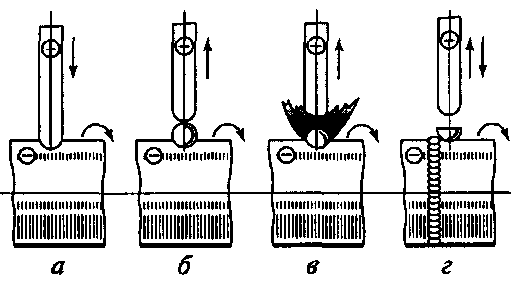 Рис. 1 Схема формирования шва при вибродуговой наплавке: а - короткое замыкание; б - отрыв электрода; в - горение дуги; г - холостой ход Наплавка в среде защитных газов. Этот способ отличается от наплавки под слоем флюса тем, что электрическая дута и сварочная ванна изолируются от воздуха оболочкой инертного газа - аргона или углекислого газа. Сварку и наплавку в защитной среде инертного газа рекомендуется вести постоянным током обратной полярности для получения более устойчивой дуга и меньшей зоны термического влияния. Рассматриваемый вид наплавки широко применяется при восстановлении постелей коренных подшипников коленчатого вала дизеля (наплавка в среде углекислого газа) и алюминиевых блоков дизелей (аргонодутовая сварка и наплавка). Вибродуговая наплавка. Этот способ отличается от обычной автоматической электродуговой наплавки тем, что электродная проволока в процессе наплавки непрерывно вибрирует, вследствие чего электрическая дуга горит не постоянно, а возбуждается периодически. Цикличность возбуждения дуги способствует более устойчивому протеканию процесса и переносу электродного материала на деталь в мелкокапельном состоянии, что позволяет получать плотные слои наплавленного металла небольшой толщины (от 0,50 до 2 мм) при малой глубине зоны термического влияния, т.е. практически без деформации детали. Поэтому способ вибродуговой наплавки широко применяют для восстановления деталей классов «вал» и «отверстие» сравнительно малого диаметра и с незначительным износом (рис.1). Для вибродуговой наплавки чаще всего используют старые токарно-винторезные станки, обеспечивающие вращение детали и продольное перемещение вибродуговой головки. Вибрация электрода достигается электромагнитным или механическим вибратором, или за счет эксцентриситета мундштука головки. 2. Технология ультразвукового контроля колесных пар. Оценка качества контролируемых узлов и оформление контроля. ПОДГОТОВКА К КОНТРОЛЮ 2.2 Подготовка к контролю включает: предварительную подготовку дефектоскопа; определение уровня браковочной чувствительности для контроли-руемой детали (зоны детали); запись в память дефектоскопа настройки (режимов контроля), создан-ной на основе типового варианта. Для проведения контроля деталей необходимо: Привести дефектоскоп в исходное состояние (п.2.8.6) и с помощью кнопок © и © выделить темным фоном строку "Вызов настройки" в таблице "Режим работы"(рис.3.1). Набрать номер настройки, созданной для контроля данной детали (или ее зоны) с помощью кнопок 0, О или нажатием кнопки 0 с последующим набором номера настройки оцифрованными кнопками (после чего повторно нажать кнопку 0). Примечание: - после набора номера вызываемой настройки в нижней части экрана ЖКД появляется текст с указанием контролируемой детали (зоны детали), типа ПЭП, зоны установки ПЭП, модели дефекта для определения уровня браковочной чувствии- тельности и номера типового варианта, на основе которого создана данная настройка. Вывести на экран дефектоскопа соответствующую вызванной настройке А-развертку (дефектограмму) нажатием кнопки 0. Установить режим "поисковой" чувствительности, для чего нажатием кнопки iMl вывести на экран таблицу "Поиск", кнопками © или выделить темным фоном строку "Доп.Чувст.дБ") и включить данный режим нажатием кнопки 0 или 0 до появления символа При этом произойдет |