отчет по практике. практика Диана. Дипломной практике название завода судоремонтный завод первомайский
 Скачать 0.84 Mb. Скачать 0.84 Mb.
|

|
Первоначальное освидетельствование судов в эксплуатации проводится на судах, впервые предъявляемых Регистру для классификации при смене класса, при определении возможности присвоения класса судну, построенному без технического наблюдения Регистра, при переназначении класса судну, у которого класс Регистра был снят. Первоначальное письменное обращение о приеме судна в класс PC в произвольной форме направляется судовладельцем в ГУР. Периодические освидетельствования: Ежегодное освидетельствование. Имеет целью установить, что судно в достаточной степени отвечает условиям сохранения класса, а также проверить работу механизмов, устройств и установок, на которые распространяются требования Правил классификации и постройки морских судов. Промежуточное освидетельствование. Включает в себя проверку конструкций корпуса, механизмов, котлов и сосудов под давлением, оборудования и снабжения, электрического оборудования, чтобы у  достовериться, что они остаются в годном состоянии для того вида эксплуатации судна, для которого оно предназначено. Промежуточное освидетельствование должно проводиться в период или между вторым и третьим ежегодными освидетельствованиями. достовериться, что они остаются в годном состоянии для того вида эксплуатации судна, для которого оно предназначено. Промежуточное освидетельствование должно проводиться в период или между вторым и третьим ежегодными освидетельствованиями.Очередное освидетельствование. Проводится для возобновления класса и имеет целью установить, что техническое состояние судна и изменения в составе и конструкции его объектов отвечают требованиям Правил. Очередное освидетельствование проводится через интервалы, не превышающие 5 лет, с возобновлением класса, как правило, на следующий пятилетний период. Освидетельствование валопроводов/главных САУС. Проводится в установленные РС сроки в зависимости от конструкции валопровода/главного САУС и имеет целью установить, что техническое состояние судовых валопроводов, гребных винтов, механизмов изменения шага ВРШ и главных средств активного управления судами (САУС) отвечает требованиям Правил. Освидетельствование подводной части. Освидетельствование подводной части судна проводится с целью проверки технического состояния на предмет соответствия Правилам: подводной части корпуса судна; забортных отверстий и донно-бортовой арматуры в подводной части; подводных частей рулевых устройств; валопроводов, движителей и САУС; частей навигационного оборудования, расположенных в подводной части корпуса; других объектов технического наблюдения, освидетельствование которых возможно лишь тогда, когда судно находится в доке. Система непрерывного освидетельствования (СНО), которое заключается в распределении объема освидетельствования, соответствующего объему очередного освидетельствования для возобновления класса, на отдельные освидетельствования, причем полный цикл освидетельствования должен быть осуществлен в период, на который присвоен или возобновлен класс Внеочередные освидетельствования. Освидетельствования, связанные с восстановлением судну класса РС, выводом судна в отстой или вводом в эксплуатацию после отстоя, при консервации и вводе в эксплуатацию после консервации, связи с аварийными случаями, в случаях задержания судна органами портового контроля, в случае перегона, в связи с изменением в символе класса судна, назначении, типа, подтипа, района плавания, увеличении численности людей на борту и т.п., в случаях временной н  евозможности выполнения установленных требований Правил, в случаях внедрения новых требований РС или МК для судов в эксплуатации, в случае внесения изменений в конструкцию, устройства, оборудование и снабжение судна, не согласованных с Регистром, в случае выполнения ремонта, модернизации или переоборудования судна или элементов судна без одобрения и без технического наблюдения Регистра, при смене судовладельца, порта приписки, названия, флага судна, в других обоснованных случаях. евозможности выполнения установленных требований Правил, в случаях внедрения новых требований РС или МК для судов в эксплуатации, в случае внесения изменений в конструкцию, устройства, оборудование и снабжение судна, не согласованных с Регистром, в случае выполнения ремонта, модернизации или переоборудования судна или элементов судна без одобрения и без технического наблюдения Регистра, при смене судовладельца, порта приписки, названия, флага судна, в других обоснованных случаях.При осуществлении технического наблюдения за судами и морскими сооружениями Регистр руководствуется следующими нормативными документами РС, перечисленными ниже, и применимыми международными конвенциями, кодексами, соглашениями, национальными требованиями МА государств флагов: Перечень Правил РС: Правила классификации и постройки морских судов Правила классификации и постройки судов внутреннего плавания (для Европейских внутренних водных путей): часть I «Классификация» глава 2.5 и раздел 3. Правила классификации и постройки химовозов: часть I «Классификация» раздел 3 и глава 4.3 Правила классификации и постройки обитаемых подводных аппаратов, судовых водолазных комплексов и пассажирских подводных аппаратов. «Общие положения о классификационной и иной деятельности за обитаемыми подводными аппаратами, судовыми водолазными комплексами и пассажирскими подводными аппаратами» раздел 4 «Документы». Часть I «Классификация» раздел 4 «Классификационные освидетельствования ОПА, СВК в эксплуатации» и раздел 5.3 Приложение 2 «Объем периодических освидетельствований ОПА, СВК». Правила классификации и постройки высокоскоростных судов: «Общие положения» раздел 5 «Документы». Часть I «Классификация» раздел 3 ««Проведение и объем освидетельствований»» и 4 «Выдаваемые документы». Правила классификации и постройки малых экранопланов типа А: «Общие положения» раздел 5 «Документы». Часть I «Классификация» раздел 3 «Классификационные освидетельствования судов». П равила классификации и постройки малых морских рыболовных судов: Часть I «Классификация» глава 1.4 «Документы».Правила классификационных освидетельствований судов в эксплуатации. Правила классификации, постройки и оборудования морских плавучих нефтегазодобывающих комплексов: часть I «Классификация» раздел 4 «Проведение и объем освидетельствований». Правила освидетельствований судов внутреннего плавания в эксплуатации (для Европейских внутренних водных путей). Правила классификации и постройки прогулочных судов. Часть I «Классификация» глава 2.4 «Судовые документы». Правила проектирования, постройки, ремонта и эксплуатации спортивных парусных судов, а также изготовления материалов и изделий для установки на спортивных парусных судах. Часть I «Общие положения» раздел 1 «Область распространения». Правила классификации, постройки и оборудования плавучих буровых установок (ПБУ) и морских стационарных платформ (МСП). «Классификация» раздел 3 «Проведение и объем освидетельствований». Правила классификации и постройки судов для перевозки сжиженных газов наливом. Часть I «Классификация» раздел 3 «Документы» и раздел 5 «Классификационные освидетельствования». Правила классификации и постройки судов для перевозки сжатого природного газа. Часть I «Классификация» раздел 3 «Документы» и раздел 5 «Классификационные освидетельствования». Правила по оборудованию морских судов. Часть I «Положение об освидетельствованиях» раздел 2 «Освидетельствования оборудования судов в эксплуатации» пункты 2.4.2 и 2.4.3. Правила классификации и постройки прогулочных судов. Часть I «Классификация» глава 2.4. «Судовые документы». Правила по грузоподъемным устройствам морских судов Правила о грузовой марке морских судов Правила по предотвращению загрязнения с судов, эксплуатирующихся в морских районах и на внутренних водных путях Российской Федерации Перечень Руководств РС: Руководство по техническому наблюдению за судами в эксплуатации с Приложениями. Руководство по применению положений международного кодекса для судов, эксплуатирующихся в полярных водах (Полярного Кодекса). Часть II «Технические требования» пункты 1.1 и 1.2 «Положения по техническому наблюдению» и раздел 2 «Наставление по эксплуатации в полярных водах» Методические рекомендации по техническому наблюдению за ремонтом морских судов с Приложениями. Руководство по освидетельствованию судна с целью определения соответствия средств крепления груза требованиям "Наставления по креплению грузов" Руководство по техническому наблюдению за применением сварки в судостроении и судоремонте Руководство по освидетельствованию судовых средств крепления генеральных грузов Руководство по применению Технического регламента о безопасности объектов морского транспорта в деятельности РС 3.2 Визуальный контроль качества подготовки деталей под сварку Визуальный и измерительный контроль выполняют на следующих стадиях изготовления сварных конструкций: входной контроль; изготовление деталей и элементов сварных узлов; подготовка деталей и элементов сварных узлов к сборке и сварке; сборка деталей и элементов сварных узлов под сварку; сварка; контроль швов и готовых сварных соединений; исправление дефектных сварных соединений. Визуальный и измерительный контроль материалов, предназначенных для изготовления деталей и элементов сварных узлов, производят в целях выявления поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других дефектов. О  свещенность контролируемых поверхностей для создания оптимального контраста с фоном в зоне контроля должна быть достаточной для надежного выявления дефектов, но не менее 500 лк. При более низкой освещенности необходимо применять дополнительный переносной источник света, т. е. использовать комбинированное освещение. При визуальном контроле необходимо обеспечить достаточный угол обзора: поверхность следует осматривать под углом более 30° (рис. 1) с расстояния, не превышающего 600 мм. свещенность контролируемых поверхностей для создания оптимального контраста с фоном в зоне контроля должна быть достаточной для надежного выявления дефектов, но не менее 500 лк. При более низкой освещенности необходимо применять дополнительный переносной источник света, т. е. использовать комбинированное освещение. При визуальном контроле необходимо обеспечить достаточный угол обзора: поверхность следует осматривать под углом более 30° (рис. 1) с расстояния, не превышающего 600 мм.Визуальный и измерительный контроль деталей и элементов сварных узлов выполняют в целях установления соответствия качества их изготовления требованиям производственно-технологической и нормативной технической документации, а также техническим условиям. Визуальный и измерительный контроль при сборке деталей и элементов сварных узлов осуществляют для выявления зазоров и смещений кромок собранных деталей и элементов. 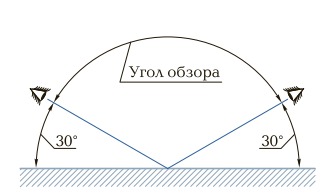 Рис. 1. Схема обеспечения визуального контроля При визуальном и измерительном контроле используют: лупы, в том числе измерительные; металлические измерительные линейки; поверочные лекальные угольники; штангенциркули, штангенрейсмасы и штангенглубиномеры; щупы; угломеры с нониусом; индикаторные толщиномеры; микрометры; микрометрические и индикаторные нутромеры; калибры; эндоскопы; шаблоны, в том числе специальные и универсальные (например, типа УШС), радиусные, резьбовые и др.; поверочные плиты; плоскопараллельные концевые меры длины с набором специальных принадлежностей; ш триховые меры длины (стальные измерительные линейки и рулетки).Для измерения формы разделки кромок и зазоров в стыке собранных под сварку деталей и элементов сварных узлов разрешается применять шаблоны разных типов. Если в рабочих чертежах не предусмотрены иные требования, то погрешность измерений при измерительном контроле должна ограничиваться следующими значениями: Диапазон значений Погрешность измеряемой величины, мм измерений, мм, не более Менее 0,5 ……………………………………………………………… 0,1 0,5 … 1,0………………………………………………………………….. 0,2 1,0 … 1,5………………………………………………………………….. 0,3 1,5 … 2,5………………………………………………………………….. 0,4 2,5 … 4,0………………………………………………………………….. 0,5 4,0 … 6,0………………………………………………………………….. 0,6 6,0 … 10,0………………………………………………………………… 0,8 Более 10,0 ……………………………………………………………… 1,0 Параметры шероховатости зачищенных для выполнения контроля поверхностей деталей, сварных соединений, а также кромок деталей и сборочных единиц, подготовленных под сварку, должны составлять Ra ≤ 12,5 мкм, а Rz ≤ 80 мкм. Измерительный контроль при подготовке деталей под сборку осуществляется для проверки: геометрических параметров разделки кромок — угла их скоса и притупления (при этом скос внутренней кромки, выполняемый для улучшения условий выявления непровара в корне шва при радиографическом контроле, измерению не подлежит); размеров (диаметра, длины, угла выхода резца) расточки концов труб по внутреннему диаметру; размеров подкладных пластин (колец) и расплавляемых вставок; перпендикулярности торцов цилиндрических деталей их образующим; минимальной толщины стенки цилиндрической детали после расточки по внутреннему диаметру; размеров отверстий под штуцер (патрубок) в трубе; толщины и ширины подкладки в замковом соединении; ш ирины зоны механической зачистки поверхностей деталей и места разъема остающейся подкладной пластины (кольца).Геометрические параметры кромок, контролируемые измерением при подготовке деталей под сборку, представлены на рис. 2. 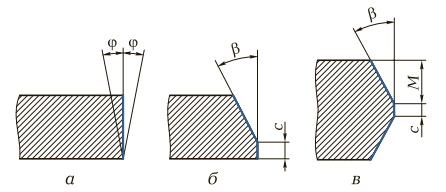 Рис. 2. Геометрические параметры кромок, контролируемые измерением при подготовке деталей под сборку: а — кромки без скоса; б, в — кромок с однои двухсторонним скосом; — угол отклонения кромки от перпендикулярного положения; , М — угол и глубина скоса кромки; с — притупление кромки Расширенный перечень контролируемых геометрических параметров, средства и условия выполнения измерений при подготовке деталей под сборку приведены в табл. 1.
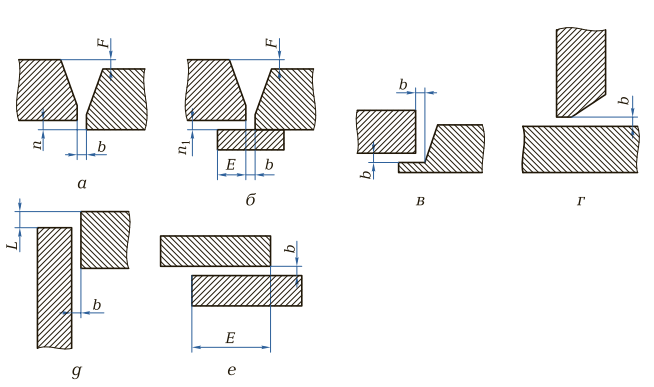  Р ис. 3. Размеры, контролируемые при сборке под сварку соединений разных типов: а — стыкового; б — стыкового с остающейся подкладной пластиной (кольцом); в — стыкового замкового; г — таврового; д — углового; е — нахлесточного; b — зазор; F, n — смещения кромок деталей соответственно с лицевой и обратной стороны соединения; п1 — зазор между подкладной пластиной (кольцом) и обратной поверхностью детали; Е — ширина области перекрытия деталей в нахлесточном соединении; L — смещение привариваемой детали в угловом соединенииИзмерительный контроль соединений разных типов, собранных под сварку (рис. 3), включает в себя проверку: размеров прихваточных швов временных технологических креплений; расстояний между технологическими креплениями и кромкой детали и между самими креплениями; зазоров в стык, в том числе между деталью и подкладной пластиной (кольцом); смещений кромок собранных деталей; перекрытия деталей в нахлесточном соединении; размеров (длина, высота) прихваток и их расположения по длине (периметру) соединения (если размеры заданы в технической документации); зазора в замке расплавляемой проволочной вставки; несоосности штуцера и отверстия в корпусе (трубе); отклонений осей в угловых соединениях труб; размеров узла, собранного под сварку. Контролируемые геометрические параметры, средства и условия выполнения измерений при сборке деталей под сварку приведены в табл
В изуальному и измерительному контролю на стадиях подготовки и сборки деталей под сварку подлежат не менее 20 % деталей и соединений. При выявлении отклонений от требований рабочих чертежей и (или) производственно-технологической документации, которые могут привести к снижению качества сварных соединений, объем выборочного контроля для группы однотипных деталей (соединений) следует увеличить вдвое. Если при повторном контроле также выявляются отклонения, далее выполняется полный контроль. Забракованные детали подлежат исправлению. Собранные под сварку соединения деталей, забракованные при контроле, подлежат разборке и последующей повторной сборке после устранения причин, вызвавших их первоначальную некачественную сборку.Визуальный контроль удаления металла, подвергнутого тепловому воздействию при раскрое термической резкой (газовой, воздушно-дуговой, газофлюсовой, плазменной и др.), проводится для каждой детали. На кромках деталей не должно быть следов резки (для деталей из низкоуглеродистых, марганцовистых и кремнемарганцовистых сталей) и следов разметки (кернения), выполненной на лицевой поверхности деталей после резки. Измерительный контроль зазора и смещения кромок в соединениях следует выполнять в нескольких точках вдоль шва, удаленных друг от друга не более чем на 1 м, но не менее чем в трех равноудаленных точках. Оценку возможного смещения кромок n (см. рис. 3, а) с обратной стороны соединения при отсутствии доступа к ней следует проводить по их смещению F с лицевой стороны соединения. Визуальному контролю подлежат все прихватки в соединении, а измерительному — прихватки, размеры которых вызывают сомнение по результатам визуального контроля. Смещение осей цилиндрических деталей, собранных под сварку, измеряется в двух-трех плоскостях (в зоне их максимального отклонения, выявленного при визуальном контроле) на расстоянии 200 мм от центра соединения. Послойный визуальный контроль в процессе сварки многослойных швов выполняется в целях выявления недопустимых поверхностных дефектов (трещин, пор, включений, прожогов, свищей, усадочных раковин, несплавлений, наплывов) в каждом слое (валике) шва. Выявленные при контроле дефекты подлежат исправлению перед началом сварки последующего слоя (валика) шва. Визуальный и измерительный контроль сварных соединений выполняют в целях подтверждения их соответствия требованиям производственной и нормативной технической документации. В изуальный и измерительный контроль исправления дефектных участков сварных соединений выполняют для подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества шва при заполнении выборки требованиям производственно-технологической и нормативной технической документации.Визуальный и измерительный контроль сварных соединений, подлежащих термической обработке, производят до и после ее выполнения. Если контролируемый узел подлежит полной термической обработке (нормализации или закалке с последующим отпуском), то контроль выполняют по ее завершении. Визуальный и измерительный контроль сварных соединений, подлежащих механической обработке с удалением выпуклости сварного шва, производят до и после соответствующих операций. С поверхности сварных соединений перед измерительным контролем удаляют влагу, шлак, брызги металла, ржавчину и другие загрязнения, препятствующие проведению контроля. Измерения выполняют после визуального контроля. РЕКЛАМА•SEGMENTO Измерения деталей, подготовленных под сварку, производят до их сборки. При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва и примыкающие к нему участки основного металла по обе стороны от шва шириной не менее: 5 мм — для стыковых соединений, выполненных дуговой и контактной сваркой оплавлением деталей толщиной до 5 мм включительно; толщины деталей (5 … 20 мм) — для стыковых соединений, полученных дуговой и электронно-лучевой сваркой, а также контактной сваркой оплавлением; 20 мм — для стыковых соединений, выполненных дуговой и контактной сваркой оплавлением при толщине деталей более 20 мм, а также стыковых и угловых соединений, полученных газовой сваркой, независимо от толщины деталей и при ремонте дефектных участков в сварных соединениях; 5 мм — для угловых, тавровых, торцевых и нахлесточных сварных соединений, выполненных дуговой сваркой, независимо от толщины деталей; 50 мм — для сварных соединений, выполненных электрошлаковой сваркой, независимо от толщины деталей. Дефекты, выявленные при визуальном и измерительном контроле, должны устраняться до выполнения следующей технологической о перации или приемки объекта. Дефекты необходимо исправлять в соответствии с требованиями производственно-технологической документации. Если обнаруженные дефекты не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, то их можно устранить по завершении контроля.У готового сварного соединения визуально контролируют: наличие (отсутствие) поверхностных дефектов; качество очистки металла после удаления временных технологических креплений; качество очистки поверхности сварного шва и прилегающих участков основного металла для обеспечения возможности последующего контроля неразрушающими методами, если таковой предусмотрен; наличие маркировки (клейма) шва и правильность ее выполнения. У готового сварного соединения измерительному контролю подлежат: размеры поверхностных дефектов (пор, включений и др.), выявленных при визуальном контроле; высота и ширина шва, а также вогнутость и выпуклость обратной стороны шва в случае доступности этой стороны для контроля; глубина впадин между валиками шва; глубина и длина подрезов зоны сплавления; катет углового шва (в тавровом соединении). Геометрические параметры сварных швов и их дефектов представлены на рис. 4. Расширенный перечень контролируемых параметров, средства и условия выполнения измерений приведены в табл. 3. 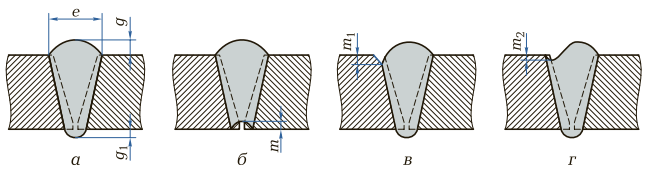 Рис. 4. Геометрические параметры (а) сварных швов и их дефектов (б … г), подлежащие измерительному контролю: е — ширина шва; g, g1 — выпуклости соответственно лицевой и обратной стороны шва; т — вогнутость корня шва; т1 — глубина подреза зоны сплавления; т2 — глубина впадины
И змерительный контроль геометрических параметров сварного соединения (размеров элементов сварных швов, взаимного расположения осей или поверхностей деталей, глубины впадин между валиками швов, выпуклостей и вогнутостей корня односторонних швов и т. д.) следует производить на участках, указанных в рабочих чертежах, а также в местах, где соответствие указанных показателей допустимым значениям вызывает сомнение по результатам визуального контроля.При контроле стыковых сварных соединений труб с наружным диаметром до 89 мм включительно, если число однотипных соединений в конструкции более 50, допускается измерение размеров шва у 10 … 20 % этих соединений в одной-двух плоскостях при условии, что при визуальном контроле, к оторому подвергались все соединения, не возникло предположений о возможном отклонении размеров шва (ширины, выпуклости) от допустимых значений.Измерение глубины впадин между валиками шва, если валики отличаются друг от друга по высоте, выполняют относительно того из них, который имеет меньшую высоту. Выпуклость (вогнутость) стыкового шва оценивается по его максимальной высоте (глубине) по отношению к лицевой поверхности деталей. В случае если уровни поверхностей деталей одинаковой толщины в сварном соединении не совпадают, измерения производятся относительно той поверхности, которая расположена выше (рис. 5, а). Если несовпадение уровней лицевых поверхностей деталей связано с их разной толщиной, то оценку выпуклости (вогнутости) поверхности шва выполняют относительно линии, соединяющей края этой поверхности в одном сечении (рис. 5, б). Выпуклость (вогнутость) углового и стыкового швов определяется универсальными или специальными шаблонами (рис. 6, 7). Выпуклость (вогнутость) шва с обратной стороны оценивается по максимальной высоте (глубине) поверхности шва относительно поверхности деталей (рис. 8). РЕКЛАМА•SEGMENTO Отклонение от перпендикулярности наружной поверхности (оси) штуцера по отношению к корпусу (трубе) определяется в двух взаимно-перпендикулярных сечениях. Измерения следует выполнять на участках, угловые и линейные размеры которых вызывают сомнение по результатам визуального контроля. 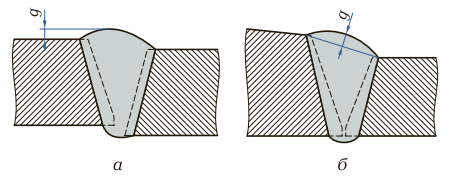 Рис. 5. Измерение выпуклости g стыкового шва при разных уровнях лицевых поверхностей деталей, обусловленных их смещением при сборке соединения под сварку (а) и неодинаковой толщиной (б) 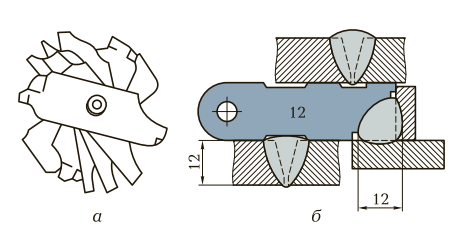 Рис. 6. Универсальный шаблон для контроля угловых швов (а) и использование специального шаблона для контроля сварных швов (б) При ремонте дефектных участков необходимо контролировать визуально: полноту удаления дефекта, выявленного при визуальном контроле и другими методами неразрушающего контроля; размеры выборки дефектного участка; форму разделки кромок в зоне выборки; чистоту поверхности выборки и прилегающих к ней поверхностей (отсутствие визуально наблюдаемых загрязнений, пыли, продуктов коррозии, масла и т. п.); 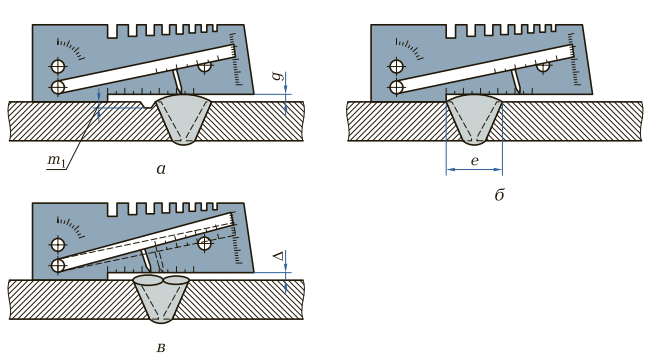 Рис. 7. Использование шаблона типа УШС для измерения геометрических параметров сварного шва: а — выпуклости шва g и глубины подреза m1 зоны сплавления; б — ширины шва е; в — глубины впадины ∆ между валиками 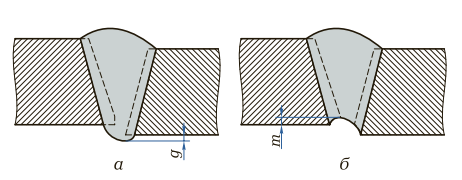 Рис. 8. Измерение выпуклости g (а) и вогнутости m (б) с обратной стороны шва ширину зоны очистки (механическим способом) поверхностей металла, прилегающих к кромкам выборки; наличие дефектов (трещин, пор, включений, скоплений пор и включений, свищей, прожогов, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла и др.) на поверхности ремонтного шва и на прилегающих к выборке участках металла. При ремонте дефектных участков в материале и сварных соединениях контролировать измерением необходимо: размеры выборки дефектного участка; геометрические параметры разделки кромок выборки (угла скоса, толщины металлической перемычки при исправлении трещин и т. п.); ширину зоны очистки (механическим способом) участков металла, прилегающих к кромкам выборки; размеры дефектов на поверхности ремонтного шва и прилегающих к нему участках металла, выявленных при визуальном контроле; шероховатость поверхностей выборки и прилегающих участков металла в зоне их зачистки (перед выполнением ремонтного шва), а также поверхностей металла перед проведением последующего контроля неразрушающими методами.  4 Испытания и сдача судов 4 Испытания и сдача судов4 .1 Испытание и проверка корпусной частиПостоянный технический контроль изделий, являющихся промежуточной продукцией корпусообрабатывающих, сборочно-сварочных, механо-монтажных и других цехов, производится регулярно при строительстве судов. Объем проверок в течение постройки регламентируется перечнем обязательных приемок, который составляют совместно Исполнитель-верфь и Заказчик. Технический контроль завершается испытаниями и сдачей судна. Цель испытаний - проверка соответствия технических и эксплуатационных характеристик судна характеристикам, указанным в проектной документации. До начала испытаний судна, должны быть завершены работы: по монтажу всех трубопроводов, систем главных и вспомогательных механизмов; оборудованию помещений; испытаниям на непроницаемость; монтажу судовых устройств и дельных вещей. Все выполненные в процессе постройки работы, входящие в перечень обязательных приемок, оформляются соответствующими документами - удостоверениями, подписанными ОТК и представителями заказчика. Для сдачи судна заказчику назначается сдаточная комиссия, испытательная партия и ответственный сдатчик. В состав сдаточной комиссии включаются помощники ответственного сдатчика по корпусной и электромонтажной частям, сдаточный механик, мастера и рабочие из высококвалифицированных специалистов-монтажников по главным и вспомогательным механизмам, судовым устройствам, системам, электрооборудованию. И спытательная партия состоит из специалистов, ведущих наблюдение за работой отдельных агрегатов при испытаниях.Обо всех отклонениях от нормальных условий работы, регистрируемых испытательной партией, докладывается ответственному сдатчику или главному механику. Одновременно ведется журнал испытаний, в который заносятся результаты испытаний. Объем и последовательность испытаний устанавливаются специальной программой, которая является руководящим документом проведения испытаний. Приемку судна осуществляет приемная комиссия, состоящая из представителей заказчика и Регистра. До начала испытаний приемной комиссии должны быть предъявлены договор на постройку, комплект чертежей общего расположения судна, книга монтажных удостоверений, журнал весовой нагрузки судна, журнал переделок и согласований, акты стендовых испытаний главных и вспомогательных механизмов и другого механического оборудования, а также инструкции, схемы, описания, формуляры оборудования и паспорта контрольно-измерительных приборов (КИП). После рассмотрения всех представленных документов комиссия выносит решение о готовности к выполнению сдаточных испытаний. Кроме подготовки к испытаниям период испытаний судов включает следующие этапы: - швартовные испытания; - ходовые испытания; - ревизию; - контрольный выход; - контрольные испытания. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||