ВКР (Технология сборки – сварки камеры верхней подогревательной. Доклад Пояснительная записка содержит страниц 81 таблиц 15 рисунков 9 чертежей и плакатов 6 ф. А1
 Скачать 1.06 Mb. Скачать 1.06 Mb.
|

4 БЕЗОПАСНОСТЬ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА4.1 Безопасность процесса сварки сосуда под давлением автоматической сваркой под слоем флюса.При изготовлении, проектировании, монтаже и реконструкции промышленного оборудования необходимо соблюдать правила и нормы по технике безопасности и производственной санитарии, особенно если это оборудование является поднадзорным Ростехнадзору. Правила по технике безопасности ГОСТ 12.0.002 – 80 содержит необходимые требования технического характера, направленные на защиту рабочего персонала от воздействия предметов и средств труда, безопасную работу оборудования и инструментов. Любая дуговая сварка, дуговая сварка под слоем флюса, нуждается в соблюдении определенных мер и правил техники безопасности и охраны труда, отражающихся в технологических картах по сварке, и обязаны строго соблюдаться при проведении сборочно-сварочных работ. Эти правила изложены в ГОСТ 12.3.003-86 Работы электросварочные. Требования безопасности: Изменения И-1-VIII-89. В этой работе исследовано влияние основных параметров дуговой сварки (сила сварочного тока, величина напряжения холостого хода источника питания, величина напряжения при сварке, скорость сварки) на качество образование сварного шва. 4.2 Анализ возможных опасных и вредных факторов возникающих в ходе выполнения электросварочных работ и пути их устранения.В данном методе сварки присутствует вероятность вредных воздействий на сварщика по следующими факторами: 1) поражение электрическим током при прикосновении человека к токоведущим частям электрической цепи; 2) поражение лучами электрической дуги глаз и открытой поверхности кожи; 3) ожоги от капель металла и шлака при сварке; 4) отравление вредными газами, выделяющимися при сварке и при загрязнении помещений пылью и испарениями различных веществ; 5) взрывы из-за неправильного обращения с баллонами сжатого газа либо из-за производства сварки в емкостях из-под горючих веществ, либо выполнения сварки вблизи легковоспламеняющихся и взрывоопасных веществ; 6) пожары от расплавленного металла и шлака в процессе сварки; 7) травмы различного рода механического характера при подготовке тяжелых изделий к сварке и в процессе сварки. Возможное поражение электрическим током. Травма возникает при замыкании электрической цепи сварочного аппарата через тело человека. Причинами является недостаточная (неисправная) электроизоляция и питания проводов, плохое состояние спецодежды и обуви сварщика, сырость и теснота помещения, нарушение правил технической эксплуатации сварочной установки. Для дуговой сварки разрешены к использованию источники тока с напряжением холостого хода от 45 до 80 В переменного тока и при постоянном до 90 В постоянного тока. Поэтому большинство источников питания снабжается автоматическими системами отключения тока при обрыве дуги. Для защиты сварщика от поражения электрическим током соблюдаются следующие правила техники безопасности: надежная изоляция всех токоподводящих проводов от источника тока и сварочной дуги; надежное заземление корпусов источников питания сварочной дуги; применение автоматических систем прерывания подачи высокого напряжения при холостом ходе; надежная изоляция электрододержателя (токосъёмника) (ГОСТ 14651-69) для предотвращения случайного контакта с токоведущими частями электрододержателя (токосъёмника) с изделием; использование средств индивидуальной защиты (работа в сухой спецодежде и рукавицах, в ботинках без металлических шпилек и гвоздей). Не допускается контакт рабочего с клеммами и зажимами цепи высокого напряжения. При сильном дожде и снегопаде работы прекращаются, если отсутствуют укрытия. При работе в замкнутых помещениях (сосудах) кроме спецодежды используются резиновые коврики (калоши) и источники дополнительного освещения. Каждый сварочный пост огорожен негорючими материалами по бокам, а вход - асбестовой или другой негорючей тканью во избежание случайных повреждений других рабочих. Для исключения опасности поражения электрическим током сварочные работы производятся согласно требованиям ГОСТ 12.1.030-81.ССБТ Электробезопасность. Защитное заземление, зануление. Электрическая схема оборудования исключает возможность его самопроизвольного включения/выключения. ГОСТ 12.2.007-75. Изделия электротехнические. Общие требования. Сварочные кабели выбраны согласно ГОСТ 12.2.007.0-75. Кабели и кабельная арматура. Требования безопасности. Возможное поражение лучами электрической дуги глаз и открытой поверхности кожи. Вредное воздействие сварочной дуги заключается в том, что она является источником светового, инфракрасного и ультрафиолетового излучений. Световые лучи оказывают ослепляющее действие, так как их яркость значительно превышает допустимые нормы. Воздействие излучения дуги вредно не только для сварщиков, но и для подручных рабочих-сборщиков. Для предотвращения опасного поражения глаз используются защитные стекла - наиболее темные для сварщиков и более светлые для рабочих. Светофильтры изготавливают из специального стекла СС14 в зависимости от индивидуальных особенностей зрения. Светофильтры совершенно не попускают ультрафиолетовые лучи, а инфракрасные лучи пропускают лишь в пределах от 0,1... 4 % от общего их количества. Для защиты органов зрения также используют щитки (по ГОСТ 12.4.035 - 78*. Щитки защитные лицевые для электросварщиков, со светофильтрами согласно ГОСТ 12.4.080-79. Светофильтры стеклянные для защиты глаз от вредных излучений на производстве.). Стены кабины окрашены в светлые тона для ослабления контраста с яркостью дуги. При работе вне кабины применяются специальные ширмы и защитные щиты. Для защиты открытых участков кожи от излучающего действия дуги рабочие сварщики обеспечены: -брезентовыми рукавицами в соответствии с ГОСТ 12.4.010-75. Средства индивидуальной защиты. Рукавицы специальные. Технические условия. -специальной защитной одеждой согласно требованиям ГОСТ 12.4.011-89. Средства защиты работающих. Общие требования и классификация - специальной обувью для сварочных работ согласно ГОСТ 12.4.103-83. Одежда специальная защитная, средства индивидуальной защиты рук и ног. Классификация. Возможное ожоги от капель металла и шлака при сварке. Ожоги возникают в результате разбрызгивания жидкого металла и шлака, прикосновения сварщика к неостывшим предметам голыми участками кожи. Для того чтобы защитить тело, сварщики обеспечены одеждой из плотного брезента или аналогичного материала и используют средства индивидуальной защиты (рукавицы, специальная обувь). Возможное отравление вредными газами, выделяющимися при сварке и при загрязнении помещений пылью и испарениями различных веществ. В целом около 80% выявленных случаев профессиональных заболеваний среди сварщиков составляют пневмокониоз, хронический бронхит, интоксикация металла, т.е. заболевания, возникающие в результате воздействия на организм сварочных аэрозолей и газов. Пожар может начаться не сразу, поэтому по окончании сварки следует внимательно осмотреть место проведения работ, не тлеет ли что-нибудь, не пахнет ли дымом и гарью. Во избежание пожаров сварочные цеха (посты) сооружены из негорючих материалов, в местах проведения сварочных работ не допускается скопление смазочных материалов, ветоши и других легковоспламеняющихся материалов. Согласно СНиП 2.09.02-85 сварочный участок относится к категории Г-помещения с негорючими веществами и материалами в горячем, раскалённом или расплавленном состоянии. Для быстрой ликвидации очагов пожаров вблизи места сварки всегда имеются ёмкости с водой и песком, лопата, а также ручной огнетушитель (пожарные рукава, краны, стволы находятся в легкодоступном месте), в соответствии с требованиями СНиП II-4-79. Для предотвращения опасности возникновения пожара сварка производится в соответствии с требованиями СНиП 2.01.02-85. Противопожарные нормы. Возможные травмы различного рода механического характера при подготовке (сборке и транспортировке) тяжелых изделий к сварке и в процессе сварки. Как показывают статистические данные, 80% травм сварщиков связано с транспортными операциями тяжелых металлических изделий. Основными причинами травматизма при сборке и сварке является отсутствие транспортных средств для транспортировки тяжелых деталей и изделий, неисправность транспортных средств, неисправность такелажных приспособлений, неисправный инструмент (кувалды, молотки, гаечные ключи, зубила и т. п.), отсутствие защитных очков при очистке швов от шлака; отсутствие спецодежды и других защитных средств. Для устранения опасности травм такого рода сварочное производство механизировано и частично автоматизировано. Во избежание получения травм в процессе сборки изделий под сварку, сборка выполняется в соответствии со СНиП 12-03-2001. В данной работе произведён расчёт местной вытяжной вентиляции и заземляющего устройства. Расчёт заземляющего устройства. Защитное заземление - это преднамеренное электрическое соединение с землей или ее эквивалентами металлических нетоковедущих частей электроустановки, которые могут оказаться под напряжением. Заземление предназначено для защиты от поражения электрическим током при прикосновении к нетоковедущим металлическим частям электроустановки, оказавшимся под напряжением. Сущность защиты с помощью заземления заключается в создании такого соединения металлических нетоковедущих частей с землей, которое обладало бы достаточно малым сопротивлением, чтобы сила тока, проходящего через человека, не достигала опасного значения. Заземляются все части электроустановок (станины электродвигателей, корпуса трансформаторов, рубильников и выключателей, осветительная арматура, защитные панели, крановые пути и т.д.), которые могут оказаться под напряжением вследствие повреждения изоляции. При проведении сварочных работ производят заземление корпусов источников питания сварочной дуги . 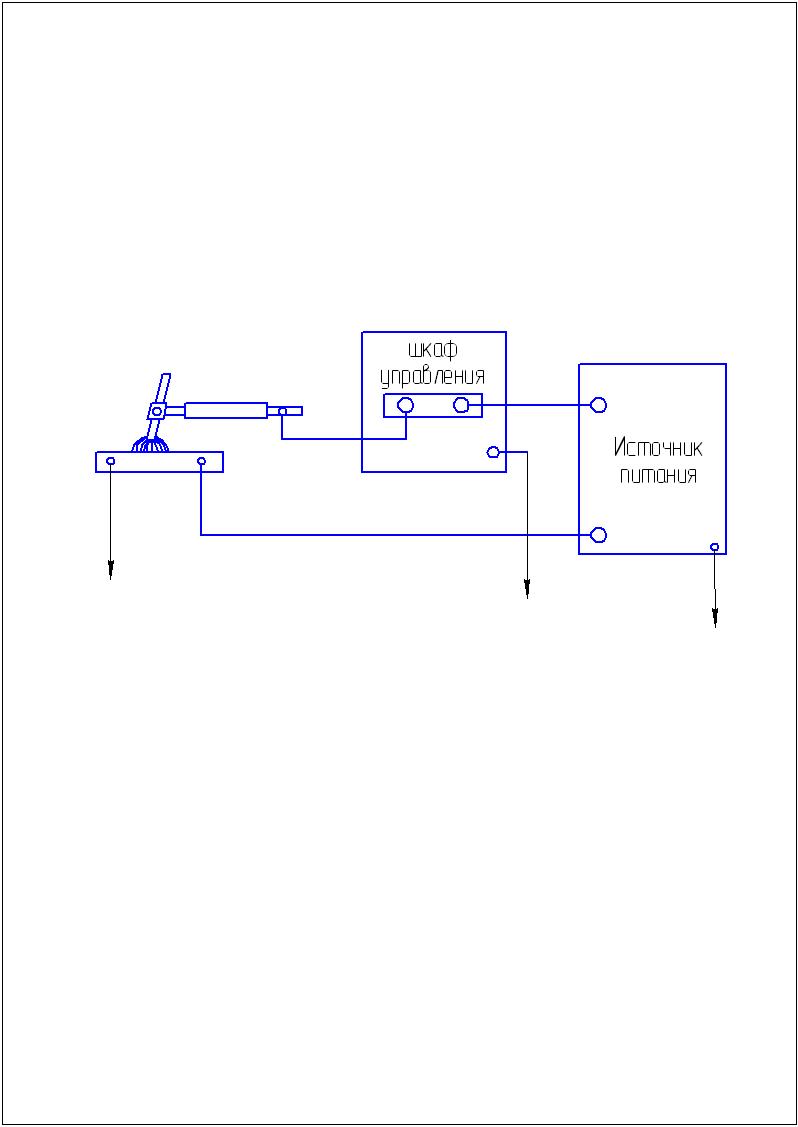 Рисунок 4.1. Схема заземления сварочного оборудования Заземляющее устройство (рисунок 7) состоит из заземлителей и заземляющих проводников. Заземлители представляют собой стальные трубы диаметром 50...70 мм с толщиной стенок 3...5 мм либо стержни из угловой стали размером  мм или мм или  мм, забиваемые в землю на глубину 2...2,5 м с шагом, равным или кратным их длине, так, чтобы их верхние части были под поверхностью земли на глубине 0,5…0,8 м. мм, забиваемые в землю на глубину 2...2,5 м с шагом, равным или кратным их длине, так, чтобы их верхние части были под поверхностью земли на глубине 0,5…0,8 м. 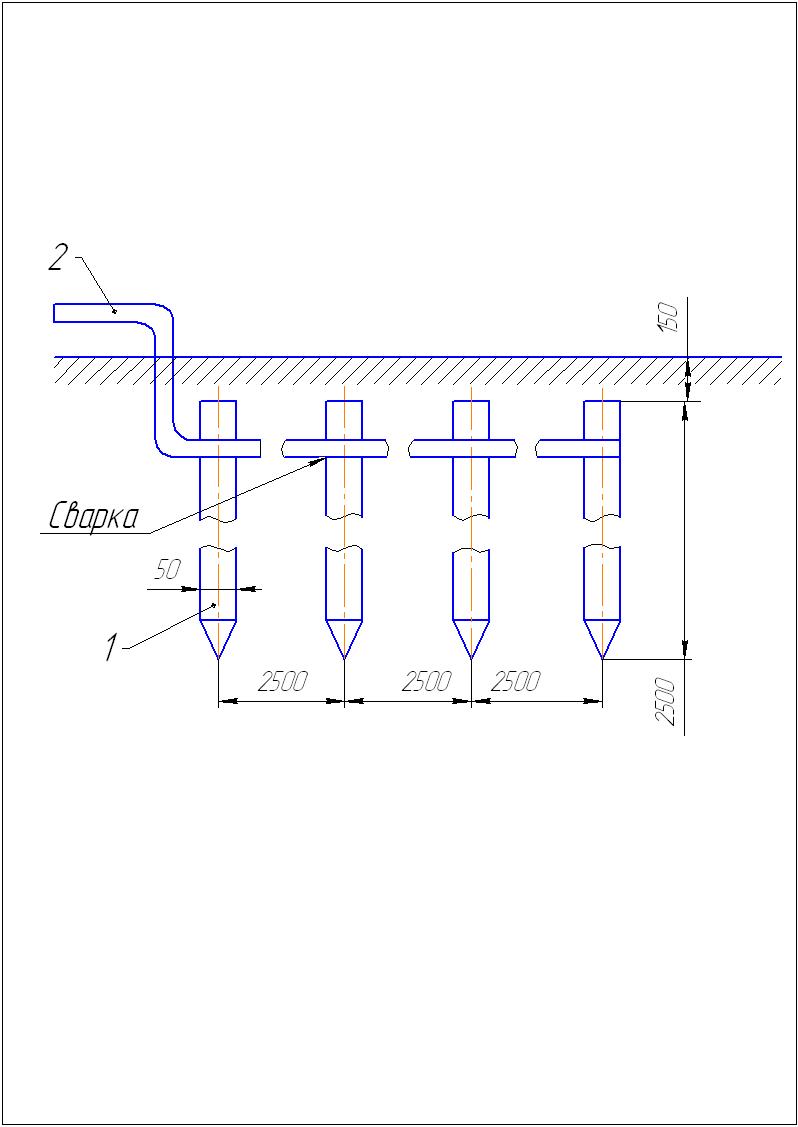 Рисунок 4.2. Заземляющее устройство1 - заземлитель, 2 - соединительная полоса с сечением размером 25x4 мм. Определим сопротивление, [Ом] одиночного трубчатого заземлителя, вертикально установленного в земле, по формуле:  , ,где ρ- удельное сопротивление грунта, ρ= 4060 Ом∙см3; l- длина заземлителя, L=250 см; d - диаметр трубы, d=5 см; h- глубина заложения трубы от поверхности земли, h=50 см.  Так как сопротивление одиночного заземлителя превышает нормативное значение (3 Ом), используем несколько параллельно соединенных одиночных заземлителей, расположенных на расстоянии 2,5 м друг от друга. Требуемое число заземлителей определяется по формуле:   где  - нормативное значение сопротивления заземляющего устройства, - нормативное значение сопротивления заземляющего устройства,  ; ;  - коэффициент использования трубчатых заземлителей, учитывающий условия экранирования тока и зависящий от способа размещения электродов, - коэффициент использования трубчатых заземлителей, учитывающий условия экранирования тока и зависящий от способа размещения электродов,  Вывод. Внедрение способа автоматической сварки и синтез технологических операций оградит рабочих от действия многих опасных производственных факторов и снизит уровень вредных выбросов в воздух. Выполнение технологического процесса сварки изделий, при строгом соблюдении условий труда в соответствии с нормами вышеизложенных документов, позволит уменьшить производственный травматизм рабочих и избежать возникновения опасных для жизни рабочих ситуаций. Применение расчётной схемы заземляющего устройства, обеспечивает безопасность труда рабочего персонала, а использование вентиляции в помещении позволит устранить вредное действие сварочных аэрозолей на рабочих. |