Httpplanetacam rucollegelearn12 Основы числового программного управления Автоматическое управление
 Скачать 4.32 Mb. Скачать 4.32 Mb.
|

|
Циклы нарезания резьбы Код G84 используется для вызова цикла нарезания резьбы. В этом случае при каждой подаче оси Z на значение шага метчика шпиндель поворачивается на один оборот. Когда метчик достигает дна отверстия, шпиндель, вращаясь в обратную сторону, выводит метчик из отверстия. УЧПУ самостоятельно синхронизирует подачу и скорость вращения шпинделя во избежание повреждения резьбы и поломки инструмента. Благодаря этому нарезание резьбы можно выполнить без плавающего патрона с высокой скоростью и точностью. Формат кадра для цикла нарезания резьбы следующий: G98 G84 Х10.0. Y10.0 Z-6.0 R10.0 F10 Код G74 вызывает цикл нарезания резьбы при помощи метчика левой резьбы.Формат этого цикла аналогичен формату для G84. Единственная разница между двумя этими циклами заключается в направлении вращения шпинделя. G98 G74 Х10.0. Y10.0 Z-6.0 R10.0 F10 Некоторые СЧПУ позволяют программировать циклы нарезания резьбы за несколько рабочих операций, аналогично циклу прерывистого сверления. При нарезании резьбы при помощи постоянных циклов станка программисту следует проявлять особую внимательность, назначая режимы резания и глубину обработки. Циклы растачивания Код G85 вызывает стандартный цикл растачивания. Операция растачивания применяется для получения отверстий высокой точности с хорошей чистотой поверхности. В качестве инструмента используется расточной патрон с настроенным на определенный радиус резцом. Формат для цикла G85 похож на формат цикла сверления: G98 G85 Х10.0 Y10.0 Z-10.0 R10.0 F30 Цикл G85 выполняет перемещение расточного резца до дна отверстия на рабочей подаче с вращением шпинделя. Когда резец достигает дна, инструмент выводится из отверстия также на рабочей подаче.  Рис. 8.7. Процесс растачивания цилиндрического отверстия Существует множество разновидностей цикла растачивания, которые отличаются друг от друга поведением при выводе инструмента из обработанного отверстия. В табл. 8.3 приведены наиболее распространенные расточные циклы. Таблица 8.3. Расточные циклы
Примеры программ на сверление отверстий при помощи постоянных циклов Пример № 1 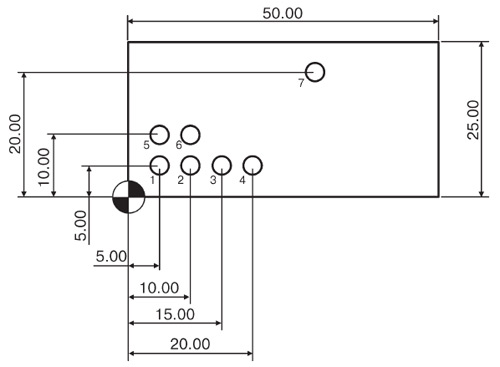 Рис. 8.8. Необходимо просверлить 7 отверстий диаметром 3 мм и глубиной 6,5 мм
Пример № 2 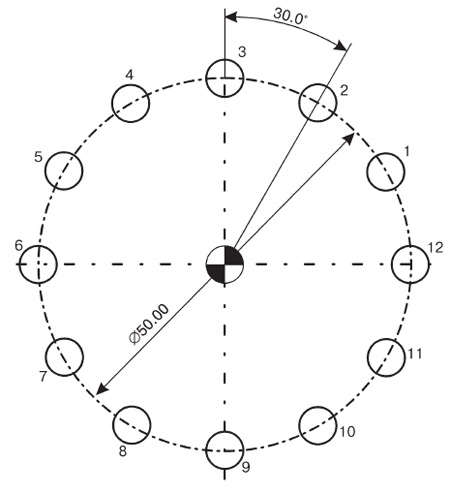 Рис. 8.9. Необходимо просверлить 12 отверстий диаметром 5 мм и глубиной 40 мм, предварительно выполнить операцию центрования отверстий
Автоматическая коррекция радиуса инструмента Основные принципы Для того чтобы вам проще было понять, что такое автоматическая коррекция радиуса инструмента и как с ней работать, составим программу для обработки наружного контура детали на рис. 9.1.  Рис. 9.1. Необходимо обработать наружный контур этой детали Итак, необходимо фрезеровать наружный контур детали концевой фрезой диаметром 10 мм. Так как резание происходит боковой (цилиндрической) частью фрезы, то центр фрезы будет смещен на расстояние, равное радиусу (5 мм), влево относительно обрабатываемого контура. Фреза перемещается последовательно через точки 1, 2, 3 и 4 (рис. 9.2). Так как в программе обработки указываются координаты центра инструмента, то ее можно представить упрощенно в таком виде: … G01 X-5 Y-5 G01 X-5 Y30 G01 X55 Y30 G01 X55 Y-5 … 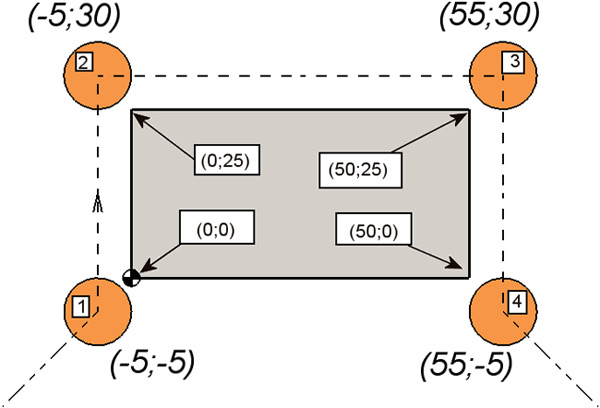 Рис. 9.2. Исходный контур и эквидистантная траектория для фрезы диаметром 10 мм Мы рассчитали координаты опорных точек для фрезы диаметром 10 мм. Предположим, что по каким-либо причинам такой фрезы не оказалось в наличии. Зато в инструментальной кладовой нашлась концевая фреза диаметром 9 мм. Придется составить еще одну программу для новой фрезы, то есть пересчитать все координаты траектории. При обработке контура новой фрезой ее центр будет смещен влево уже не на 5, а на 4.5 мм (рис. 9.3). Новую программу можно представить в следующем виде: … G01 X-4.5 Y-4.5 G01 X-4.5 Y29.5 G01 X54.5 Y29.5 G01 X54.5 Y-4.5 … 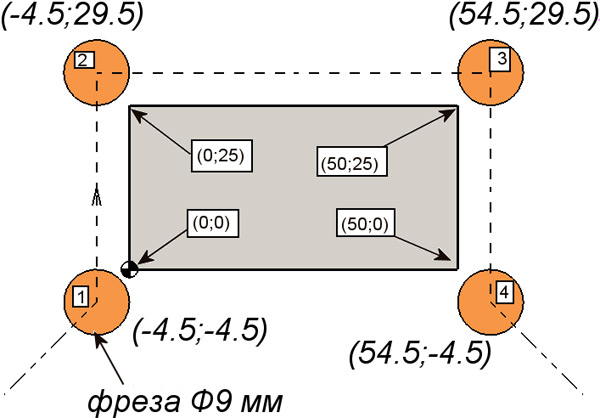 Рис. 9.3. Исходный контур и эквидистантная траектория для фрезы диаметром 9 мм Мы столкнулись с довольно простым контуром, поэтому перерасчет программы не занял много времени. Однако если обрабатываемый контур окажется сложным, а диаметр инструмента будет не целочисленным, то расчет координат траектории может представлять собой трудную математическую задачу. Функция станка с ЧПУ для автоматической коррекции радиуса инструмента упрощает такие вычисления и позволяет обрабатывать один и тот же контур различными инструментами по одной управляющей программе. Теперь создадим программу обработки нашего контура, используя функцию автоматической коррекции радиуса инструмента. Представьте себе, что центр фрезы перемещается прямо по контуру (рис. 9.4) без каких-либо смещений. Тогда управляющая программа будет выглядеть так: … G01 X0 Y0 G01 Y25 G01 X50 G01 Y0 … 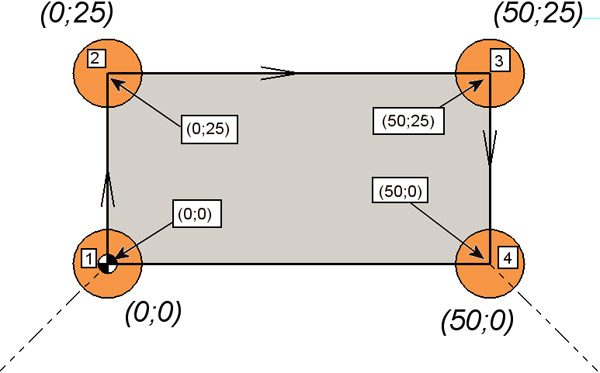 Рис. 9.4. Опорные точки траектории совпадают с опорными точками контура детали Очевидно, что такая программа не обеспечивает правильной обработки. Необходимо, чтобы траектория центра инструмента была смещена относительно контура на величину радиуса. Система ЧПУ способна самостоятельно рассчитать и выполнить такое смещение – коррекцию на радиус инструмента. Для осуществления автоматической коррекции на радиус инструмента нужно сообщить системе величину радиуса инструмента и в управляющей программе указать соответствую щий G-код. В табл. 9.1 сведены коды и адреса для автоматической коррекции радиуса инструмента. Автоматическая коррекция радиуса инструмента активируется при помощи G-кода, который вызывает смещение инструмента относительно исходной траектории вправо или влево. Код G41 используется для коррекции инструмента слева (рис. 9.7), а код G42 – для коррекции справа (рис. 9.8). Направление смещения определяется, если смотреть на траекторию сверху вниз, то есть со стороны «+Z» в направлении «–Z». Отмена коррекции осуществляется при помощи G40. Таблица 9.1. Коды и адреса, использующиеся для автоматической коррекции на радиус инструмента
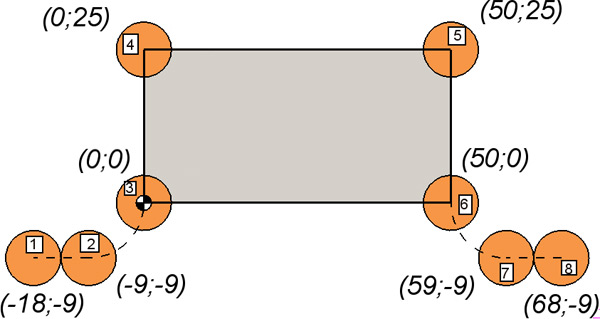 Рис. 9.5. Обработка контура с коррекцией, участками подвода и отвода Теперь мы можем создать полную программу с коррекцией, которая обеспечит правильную обработку нашего контура фрезой диаметром 9 мм.
В кадре N114 активируется автоматическая коррекция радиуса инструмента. Код G41 включает коррекцию слева, a D-слово данных обозначает номер корректора, содержащего значение радиуса инструмента. В памяти любой современной СЧПУ существует область (таблица инструментов), в которой хранятся значения длин и радиусов инструментов. Если мы работаем фрезой № 2 диаметром 9 мм, то в соответствующем корректоре № 2 должно находиться значение 4,5 мм (табл. 9.4). Именно на эту величину и происходит смещение центра инструмента влево относительно запрограммированного контура. |