Httpplanetacam rucollegelearn12 Основы числового программного управления Автоматическое управление
 Скачать 4.32 Mb. Скачать 4.32 Mb.
|

|
http://planetacam.ru/college/learn/1-2/ Основы числового программного управления Автоматическое управление На сегодняшний день практически каждое предприятие, занимающееся механической обработкой, имеет в своем распоряжении станки с числовым программным управлением (ЧПУ). Станки с ЧПУ выполняют все те же функции, что и обычные станки с ручным управлением, однако перемещения исполнительных органов этих станков управляются электроникой. В чем же основное преимущество станков с ЧПУ и почему все большее число заводов предпочитает вкладывать деньги именно в современное оборудование с автоматическим управлением, а не покупать относительно дешевые универсальные станки?
Вторым преимуществом является производственная гибкость. Это значит, что для обработки разных деталей нужно всего лишь заменить программу. А уже проверенная и отработанная программа может быть использована в любой момент и любое число раз. Третьим плюсом являются высокая точность и повторяемость обработки. По одной и той же программе вы сможете изготовить с требуемым качеством тысячи практически идентичных деталей. Ну и, наконец, числовое программное управление позволяет обрабатывать такие детали, которые невозможно изготовить на обычном оборудовании. Это детали со сложной пространственной формой, например, штампы и пресс-формы.  Рис. 1.2. Фрезерный станок с ЧПУ фирмы Doosan Стоит отметить, что сама методика работы по программе позволяет более точно предсказывать время обработки некоторой партии деталей и соответственно более полно загружать оборудование. Станки с ЧПУ стоят достаточно дорого и требуют больших затрат на установку и обслуживание, чем обычные станки. Тем не менее их высокая производительность легко может перекрыть все затраты при грамотном использовании и соответствующих объемах производства. Давайте разберемся, что же такое ЧПУ. Числовое программное управление – это автоматическое управление станком при помощи компьютера (который находится внутри станка) и программы обработки (управляющей программы). До изобретения ЧПУ управление станком осуществлялось вручную или механически. Осевыми перемещениями станка с ЧПУ руководит компьютер, который читает управляющую программу (УП) и выдает команды соответствующим двигателям. Двигатели заставляют перемещаться исполнительные органы станка – рабочий стол или колонну со шпинделем. В результате производится механическая обработка детали. Датчики, установленные на направляющих, посылают информацию о фактической позиции исполнительного органа обратно в компьютер. Это называется обратной связью. Как только компьютер узнает о том, что исполнительный орган станка находится в требуемой позиции, он выполняет следующее перемещение. Такой процесс продолжается, пока чтение управляющей программы не подойдет к концу. По своей конструкции и внешнему виду станки с ЧПУ похожи на обычные универсальные станки. Единственное внешнее отличие этих двух типов станков заключается в наличии у станка с ЧПУ устройства числового программного управления (УЧПУ), которое часто называют стойкой ЧПУ. Особенности устройства и конструкции фрезерного станка с ЧПУ Фрезерные станки с ЧПУ можно классифицировать по различным признакам: по положению шпинделя (вертикальные или горизонтальные), по количеству управляемых осей или степеней свободы (2, 3, 4 или 5 осей), по точности позиционирования и повторяемости обработки, по количеству используемого инструмента (одно- или многоинструментальные) и т. д. Рассмотрим конструкцию вертикально-фрезерного станка с ЧПУ (рис. 1.4, 1.5). Станина (1) предназначена для крепления всех узлов и механизмов станка. Рабочий стол (2) может перемещаться в продольном (влево/вправо) и поперечном (вперед/назад) направлениях по направляющим (3). Пульт управления, или стойка ЧПУ (9), закреплен на кронштейне и может быть перемещен в удобное для оператора положение. 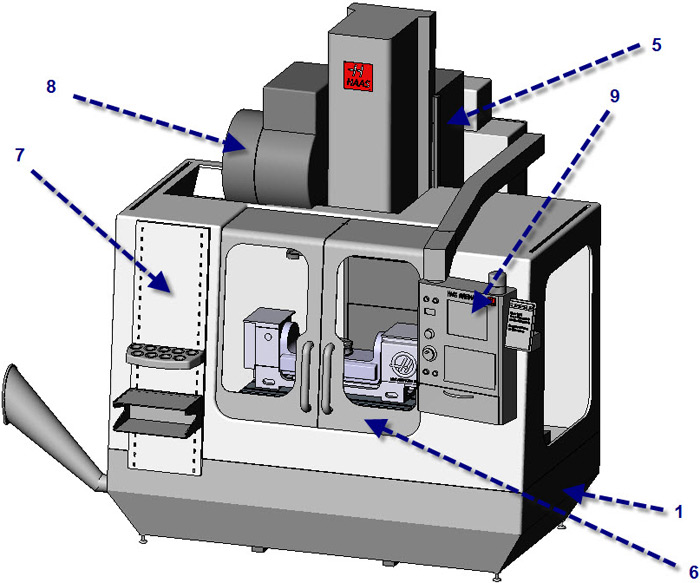 Рис. 1.4. Корпус вертикально-фрезерного станка с ЧПУ На рабочем столе закрепляют заготовки и различные технологические приспособления. Для этого на столе имеются специальные Т-образные пазы. Шпиндель (4) предназначен для зажима режущего инструмента и придания ему вращения. Шпиндель закреплен на колонне (5), которая может перемещаться в вертикальном направлении (вверх/вниз). От точности вращения шпинделя, его жесткости и виброустойчивости в значительной мере зависят точность и качество обработки. Таким образом, рассматриваемый станок является трехосевым. Защитные кожухи (7) необходимы для обеспечения безопасности. Они защищают оператора станка от летящей стружки и смазывающе-охлаждающей жидкости (СОЖ), которая подается в зону обработки под давлением. Дверца (6) обеспечивает доступ в рабочую зону станка. В магазине инструментов (8) барабанного типа находится набор режущих инструментов. При этом взятие необходимого инструмента и фиксация его в шпинделе обеспечиваются устройством автоматической смены инструмента и производятся по определенной команде управляющей программы. 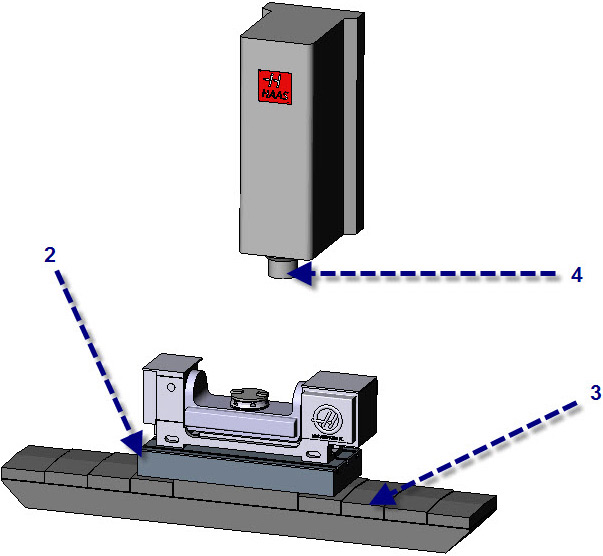 Рис. 1.5. Конструктивные элементы станка 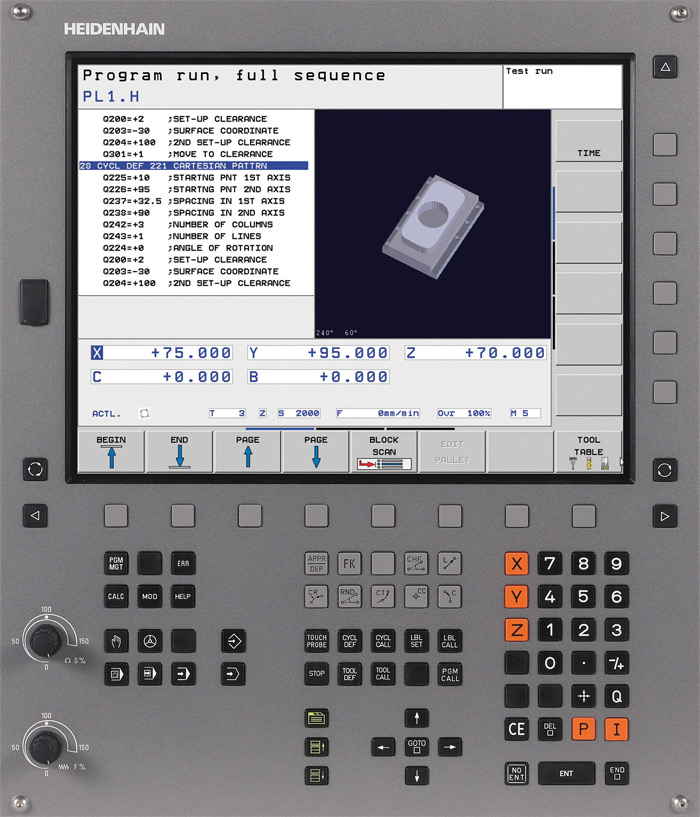 Рис. 1.3. Стойка ЧПУ Heidenhain TNC Функциональные составляющие (подсистемы) ЧПУ Для того чтобы сделать из обычного станка с ручным управлением станок с ЧПУ, необходимо внедрить определенные компоненты в его конструкцию. Недостаточно просто подключить станок к компьютеру, чтобы он работал по программе, – необходимо модернизировать механическую и электронную «начинку» станка. Давайте посмотрим, как устроена система ЧПУ (СЧПУ) на большинстве современных станков. Условно СЧПУ можно разделить на три подсистемы: подсистему управления; подсистему приводов; подсистему обратной связи. Далее в этом разделе мы подробнее остановимся на каждой из данных подсистем. Подсистема управления Центральной частью всей СЧПУ является подсистема управления. С одной стороны, она читает управляющую программу и отдает команды различным агрегатам станка на выполнение тех или иных операций. С другой – взаимодействует с человеком, позволяя оператору станка контролировать процесс обработки. Сердцем подсистемы управления является контроллер (процессор), который обычно расположен в корпусе стойки ЧПУ. Сама стойка имеет набор кнопок и экран (все вместе называется пользовательским интерфейсом) для ввода и вывода необходимой информации. Системы управления могут быть как закрытыми, так и открытыми, ПК-совместимыми. Закрытые системы управления имеют собственные алгоритмы и циклы работы, собственную логику. Производители таких систем, как правило, не распространяют информацию об их архитектуре. Скорее всего, вы не сможете самостоятельно обновить программное обеспечение и редактировать настройки такой системы. У систем закрытого типа есть важное преимущество – они, как правило, имеют высокую надежность, так как все компоненты системы прошли тестирование на совместимость. В последнее время стало появляться все больше открытых, ПК-совместимых систем управления. Их аппаратная начинка практически такая же, как и у вашего домашнего персонального компьютера. Преимущество такого метода – в доступности и дешевизне электронных компонентов, большинство из которых можно приобрести в обычном компьютерном магазине, и в возможности обновления внутреннего программного обеспечения. Самые современные СЧПУ могут быть оснащены CAM-системой, позволяющей автоматизировать процесс написания УП прямо на станке. Наиболее яркий пример – системы ЧПУ серии MAPPS IV японских станков Mori Seiki содержат встроенное программное обеспечение ESPRIT от компании DP Technology (США) и позволяют оператору не только создать УП любой сложности, но и произвести ее всестороннюю проверку. 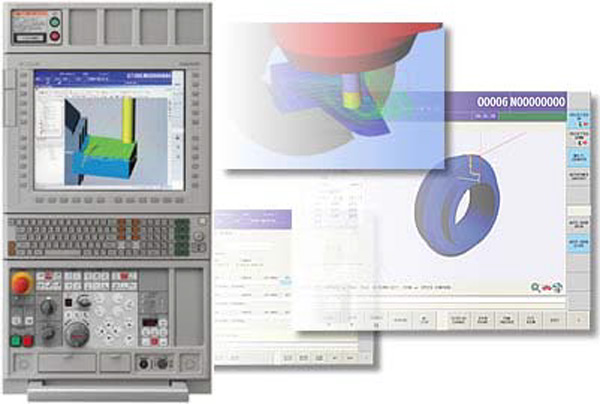 Рис. 1.6. Стойка MAPPS IV c CAM-системой ESPRIT Подсистема приводов Подсистема приводов включает в себя различные двигатели и винтовые передачи для окончательного выполнения команд подсистемы управления – для реализации перемещения исполнительных органов станка. Высокоточные ходовые винты Важными компонентами подсистемы приводов являются высокоточные ходовые винты. Вы, наверное, знаете, что на станке с ручным управлением рабочий, вращая рукоятку, соединенную с ходовым винтом, перемещает рабочий стол. На днище стола укреплена гайка таким образом, что при повороте винта происходит линейное перемещение стола. Усовершенствованный ходовой винт станка с ЧПУ позволяет выполнять перемещение исполнительного органа с минимальным трением и практически без люфтов. Устранение люфта очень важно по двум причинам. Во-первых, это необходимо для обеспечения сверхточного позиционирования. Во-вторых, только при соблюдении этого условия возможно нормальное попутное фрезерование. Двигатели Второй составляющей подсистемы является двигатель (а точнее – несколько двигателей). Вращение вала двигателя приводит к повороту высокоточного ходового винта и линейному перемещению рабочего стола или колонны. В конструкции станков используются шаговые электродвигатели и серводвигатели. Шаговый электродвигатель – это электромеханическое устройство, преобразующее электрический сигнал управления в дискретное механическое перемещение. Существует несколько основных видов шаговых двигателей, отличающихся конструктивным исполнением: шаговые двигатели с переменным магнитным сопротивлением; шаговые двигатели с постоянным магнитным сопротивлением; гибридные двигатели. Принцип работы у всех этих двигателей примерно одинаков и достаточно прост. Шаговый двигатель с переменным магнитным сопротивлением имеет несколько полюсов на статоре и ротор из магнитно-мягкого материала (реактивный ротор). На рис. 1.7 показан двигатель, имеющий шесть полюсов на статоре, ротор с четырьмя зубьями и три независимые обмотки, каждая из которых приходится на противоположные полюса статора. При подаче электрического тока в одну из обмоток ротор стремится занять положение, при котором возникший магнитный поток будет замкнут. То есть зубья ротора будут находиться прямо напротив тех полюсов статора, на обмотки которого подан ток. Если выключить ток в этой обмотке и подать его в следующую обмотку, то ротор повернется, чтобы в очередной раз замкнуть магнитный поток своими зубьями. Для непрерывного вращения ротора необходимо попеременно подавать электрический ток в 1, 2 и 3 обмотки, при этом шаг вращения для представленного двигателя составит 30°. 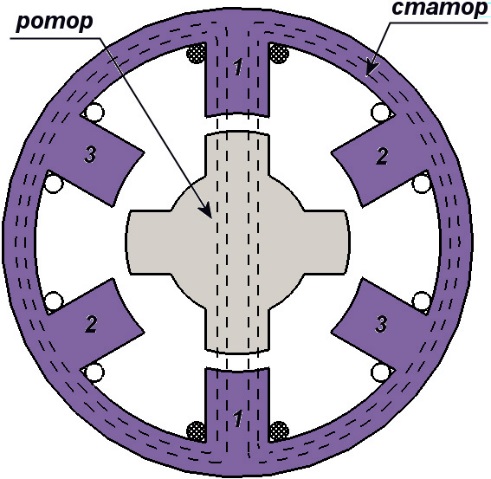 Рис. 1.7. Устройство шагового двигателя с переменным магнитным сопротивлением Шаговый двигатель с постоянными магнитами состоит из статора с обмотками и ротора с постоянными магнитами. На рис. 1.8 показан двигатель, имеющий две пары полюсов статора и три пары полюсов ротора. При подаче электрического тока в одну из обмоток ротор займет положение, при котором разноименные полюса статора и ротора будут находиться напротив друг друга. Для непрерывного вращения ротора необходимо попеременно подавать электрический ток в 1 и 2 обмотки, при этом шаг вращения составит 30°. 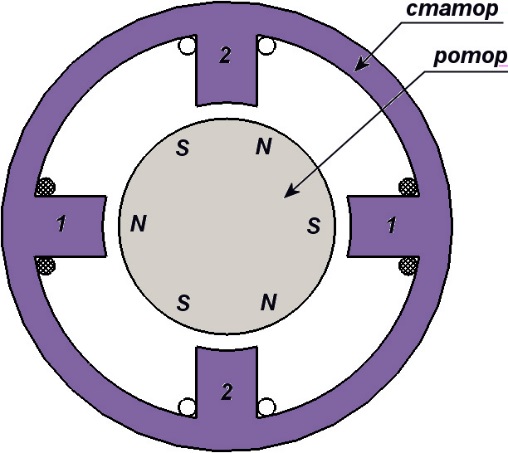 Рис. 1.8. Устройство шагового двигателя с постоянными магнитами Большинство современных шаговых электродвигателей являются гибридными, то есть сочетают достоинства двигателей с переменным магнитным полем и двигателей с постоянными магнитами, имеют гораздо большее число полюсов статора и зубьев ротора, что обеспечивает меньший шаг вращения. Когда подсистема управления посылает шаговому двигателю электрический импульс, то происходит поворот на определенный угол, который зависит от конструкции двигателя (например, 0,7°). Если ходовой винт имеет шаг 1 мм, то один импульс заставит исполнительный орган станка линейно переместиться на 0,7/360 × 1 = 0,0019 мм. Эта величина называется разрешением системы, или ценой импульса. Нельзя переместить исполнительный орган на величину, меньшую, чем разрешение системы. Таким образом, вы видите, что существует прямая взаимосвязь между двигателем, ходовым винтом и точностью перемещений станка. Простота конструкции и легкость управления сделали шаговые электродвигатели очень популярными. Основным минусом двигателей этого типа является их толчковая или дискретная работа, которая может привести к ухудшению качества чистовой обработки поверхностей и эффекту «ступенек» при выполнении обработки по наклонной прямой или дуге. Однако шаговые двигатели могут работать без использования дорогостоящей и сложной обратной связи. Это позволяет создавать недорогие, хотя и не высокоточные станки. Самые современные станки с ЧПУ не оснащаются шаговыми двигателями. На смену им пришли серводвигатели, которые имеют более сложную конструкцию. Серводвигатели, в отличие от шаговых двигателей, работают гладко, имеют лучшие характеристики, но ими тяжелее управлять. Для работы с серводвигателем необходимо наличие специальных контроллеров и устройств обратной связи, что, несомненно, приводит к увеличению стоимости станка. Подсистема обратной связи Подсистема обратной связи главным образом призвана обеспечивать подсистему управления информацией о реальной позиции исполнительного органа станка и о скорости двигателей. Подсистема обратной связи может быть открытого или замкнутого типа. Системы открытого типа регистрируют наличие или отсутствие сигнала из подсистемы управления. К сожалению, они не могут дать информации о реальной позиции исполнительного органа и скорости двигателей, поэтому в современных станках с ЧПУ практически не используются. Системы замкнутого типа используют внешние датчики для проверки необходимых параметров. Функционирование системы ЧПУ Мы рассмотрели по отдельности работу трех подсистем, составляющих основу СЧПУ. Теперь поговорим о функционировании всей системы в целом. Программист создает управляющую программу, в которой содержится закодированная информация о траектории и скорости перемещения исполнительных органов станка, частоте вращения шпинделя и другие данные, необходимые для выполнения обработки. Подсистема управления читает эту программу, расшифровывает ее и вырабатывает профиль перемещения. Профиль перемещения можно представить в виде графика, который показывает, в какой точке должен находиться исполнительный орган станка через определенные промежутки времени. В соответствии с профилем перемещения подсистема управления посылает на соответствующий двигатель строго определенное количество электрических импульсов. Двигатель вращает ходовой винт, и исполнительный орган станка перемещается в указанную позицию (координату). Датчики обратной связи отправляют в подсистему управления информацию о действительной достигнутой позиции исполнительного органа. Происходит сравнение фактической и требуемой (теоретической) позиций. Если между ними есть разница (ошибка перемещения), то подсистема управления посылает скорректированное на величину ошибки число электрических импульсов на двигатель. Этот процесс повторяется снова и снова, пока исполнительный орган станка не достигнет требуемой позиции с определенной (очень высокой) точностью. Вообще, некоторая ошибка перемещения присутствовать будет всегда. Главное, чтобы она была настолько маленькой, что ей можно было бы пренебречь. Мы рассмотрели простейший вариант – перемещение вдоль одной оси. Давайте усложним задачу. Пусть требуется переместить рабочий стол прямолинейно, но не параллельно ни одной из осей станка (рис. 1.12). Для того чтобы выполнить такое перемещение, система ЧПУ вынуждена строить между точками 1 и 2 множество опорных точек и двигать рабочий стол по этим точкам «ступенчато», попеременно включая подачу то по одной оси, то по другой. При этом нужно поддерживать такое соотношение скоростей движения по осям, чтобы траектория перемещения соответствовала заданной траектории. Работу по расчету этих промежуточных опорных точек выполняет специальное устройство, входящее в состав подсистемы управления, – интерполятор. Интерполятор непрерывно в соответствии с заданными перемещениями поддерживает функциональную связь между опорными точками и оценивает отклонения от заданной траектории, стремясь свести их к минимуму. Эти «ступеньки» имеют некоторое отклонение от заданной траектории перемещения. Величина отклонения полученной «ступенчатой» траектории будет равна или кратна цене импульса (разрешению) системы ЧПУ или импульса, формируемого датчиком обратной связи. Так как в современных станках разрешение системы ЧПУ приближается к 0,001 мм (1 мкм), то получаемое перемещение можно рассматривать как гладкое. 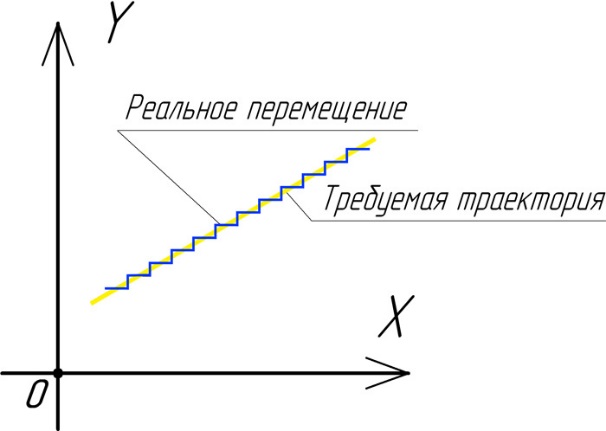 Рис. 1.12. При перемещении из точки 1 в точку 2 система ЧПУ строит множество опорных точек и перемещает исполнительный орган «ступенчато», попеременно включая подачу то по одной оси, то по другой Рассмотренная интерполяция называется линейной. Если же необходимо выполнить перемещение по дуге, то интерполяция будет круговой (рис. 1.13). В случае перемещения по дуге выполняется так называемая линейная аппроксимация дуги, то есть замена дуги маленькими прямолинейными отрезками. Поэтому исполнительный орган станка также будет двигаться по «ступенчатой» траектории, которая визуально будет казаться абсолютно гладкой. 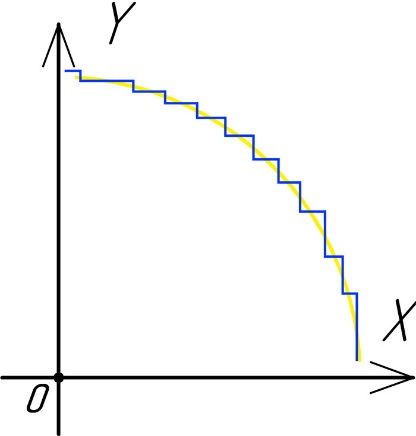 Рис. 1.13. Схема круговой интерполяции |
