Httpplanetacam rucollegelearn12 Основы числового программного управления Автоматическое управление
 Скачать 4.32 Mb. Скачать 4.32 Mb.
|

|
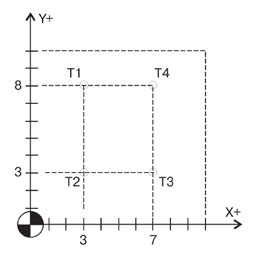
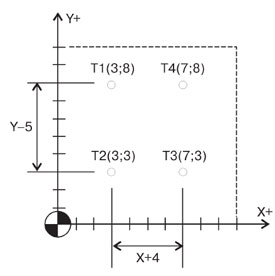
Нулевая точка программы и рабочая система координат Для того чтобы обработать заготовку на станке, необходимо соответствующим образом установить систему координат. Электронная природа СЧПУ позволяет нам легко помещать систему координат в любую позицию станка, просто нажимая определенные кнопки на панели УЧПУ. При написании УП программист «не забивает» себе голову вопросом о том, в каком именно месте рабочего стола будет установлена заготовка. Он знает, что перед выполнением обработки оператор станка «привяжет» к закрепленной на столе заготовке систему координат, в которой создана программа. Другими словами – установит рабочую систему координат или нулевую точку программы (детали). Обычно рабочую систему координат по осям X и Y устанавливают в один из углов или центр детали, а за нуль по оси Z принимают самую верхнюю поверхность детали. Это облегчает программисту выполнение расчетов, а оператору проще «привязываться» и контролировать во время работы перемещения инструмента. 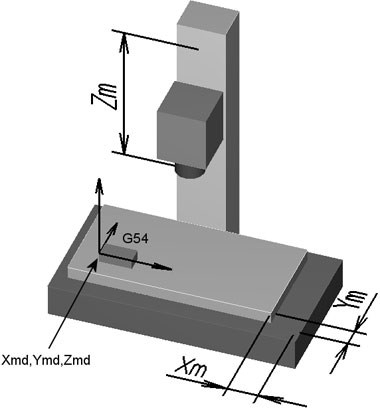 Рис. 4.6. Задача оператора – определить координаты Xmd, Ymd, Zmd одного из углов детали в системе координат станка и занести их в регистры рабочих смещений, например в G54. После этого система ЧПУ принимает этот угол за нулевую точку для расчета всех перемещений по программе. В отличие от физического нуля станка, нулевая точка программы (детали) является логической Предположим, что нужно обработать некоторую деталь. Программист решил, что нулевой точкой программы по осям X и Y будет нижний левый угол детали, а по оси Z – верхняя плоскость детали. После этого рассчитал координаты опорных точек, написал программу обработки и сообщил оператору станка о расположении нулевой точки программы. Оператор станка должен установить нулевую точку рабочей системы координат (нуль программы или детали) в определенный программистом угол детали. Для этого нужно найти координаты этого угла в системе координат станка (машинные координаты) и «объяснить» СЧПУ, что именно эта точка является исходной для расчетов всех перемещений. То есть можно сказать, что рабочая система координат находится внутри системы координат станка и зависит от нее. Для нахождения машинной позиции элемента детали или «привязки» используются различные методы, о которых вы узнаете чуть позже. После того как оператор определил все координаты (х, у, z) требуемого угла детали в системе координат станка, ему необходимо ввести значения этих координат в регистры рабочих смещений памяти СЧПУ. Под рабочим смещением понимается расстояние от нуля станка до нуля детали вдоль определенной оси. Оператор вводит эти координаты в память системы, используя цифровые клавиши стойки ЧПУ. Таким образом, обработка ведется в новой рабочей системе, координаты которой отличаются от соответствующих машинных координат на величины рабочих смещений. Обратите внимание на то, что, в отличие от физического нуля станка, нулевая точка программы (детали) является логической. Современные СЧПУ позволяют запоминать множество смещений. Благодаря нескольким рабочим системам координат программист может использовать одну и ту же УП для обработки нескольких закрепленных на рабочем столе деталей. При этом нет необходимости выполнять программирование для каждой детали в отдельности. Вместо этого СЧПУ просто смещает рабочую координатную систему (нулевую точку программы) к следующей детали, подлежащей обработке. Для установки различных рабочих систем координат используются соответствующие G-коды. В большинстве случаев G54 обозначает первую рабочую систему координат, G55 – вторую, G56 – третью и т. д. В программе обработки вы можете увидеть, например, такой кадр: N20 G21 G54 G90 Кадр N20 активирует первую рабочую систему координат G54. Назначение нулевой точки программы – важный шаг при создании управляющей программы. Нулевая точка программы устанавливается для реализации требуемой последовательности и повторяемости обработки. Создание любой УП можно условно разбить на два этапа. На первом этапе технолог-программист анализирует информацию, полученную из конструкторской (чертежи, эскизы) и технологической документации (маршрутные карты, операционные карты), и, учитывая конструкционные и технические возможности станка с ЧПУ, окончательно определяет технологические операции и маршрут обработки, назначает режущий и вспомогательный инструменты, выявляет комплекты конструкторских и технологических баз. И только на втором этапе производятся окончательный расчет траектории инструмента по опорным точкам и создание УП. Исходя из этого, при назначении нулевой точки программы используют несколько правил. 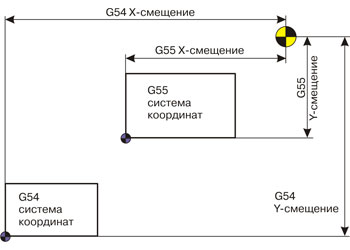 Рис. 4.7. Многие станки с ЧПУ позволяют устанавливать несколько рабочих систем координат Первое, но не основное правило – удобство программирования. Например, если расположить деталь в первом квадранте прямоугольной системы координат, то это немного упростит процесс расчета траектории из-за того, что все опорные точки этой детали будут описываться положительными координатами. Второе правило, более важное – нулевая точка программы должна совпадать с конструкторской базой. Это значит, что если на чертеже размеры стоят от левого верхнего угла детали, то лучше, если именно в этом углу и будет находиться нуль детали. А если размеры указываются от центрального отверстия, то нулем детали следует назначить центр этого отверстия. Если заготовка устанавливается в тиски, то вы должны учитывать несколько моментов. У тисков есть подвижная и неподвижная губки. Предположим, вы установили нулевую точку на поверхности (грани), примыкающей к подвижной губке тисков (рис. 4.8б). Размеры заготовок могут немного отличаться, и, соответственно, оператор станка для получения правильных размеров должен каждый раз «перепривязываться», то есть заново находить координаты нулевой точки. Если же нулевая точка установлена на поверхности, примыкающей к неподвижной губке тисков (рис. 4.8а), то координаты нулевой точки не изменятся при любых отклонениях размеров заготовки. В большинстве случаев нулевая точка устанавливается относительно уже подготовленных поверхностей. Хорошо, когда на станок с ЧПУ приходит заготовка с обработанным «в размер» наружным контуром. Это позволяет точно и надежно ее закрепить и гарантировать постоянство координат нулевой точки. 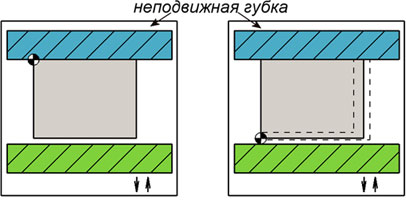 Рис. 4.8. Варианты расположения нулевой точки в тисках Очень часто для обработки детали требуется несколько установов. Например, сначала нужно фрезеровать паз с одной стороны детали, а затем, после переустановки, – с другой стороны. В этом случае необходимо убедиться, что базирование осуществляется по одной и той же поверхности, иначе существует вероятность, что вы «промахнетесь» и не обеспечите требуемых размеров и точности. Нулевая точка выбирается и устанавливается относительно определенного конструктивного элемента детали. Как правило, этим элементом является один из углов детали (заготовки) или центр отверстия. Будьте внимательны при обработке детали с несколькими установами и всегда «отслеживайте» расположение базовых поверхностей и нулевой точки. Компенсация длины инструмента При выполнении УП базовая позиция шпинделя (точка пересечения торца и оси вращения) определяется запрограммированными координатами. Проблема заключается в том, что в базовой позиции шпинделя обработка резанием не осуществляется. Обработка производится кромкой режущего инструмента, которая находится на некотором расстоянии от базовой точки шпинделя. Для того чтобы в запрограммированную координату приходила именно режущая кромка, а не шпиндель, необходимо «объяснить» СЧПУ, на какую величину по оси Z нужно сместить эту базовую точку. Перед началом обработки оператор должен измерить длину каждого из инструментов, использующихся в программе, и ввести числовые значения длин в соответствующие регистры компенсации длины инструмента (или в таблицу инструментов). Смещение базовой точки шпинделя на величину длины инструмента называется компенсацией длины инструмента. 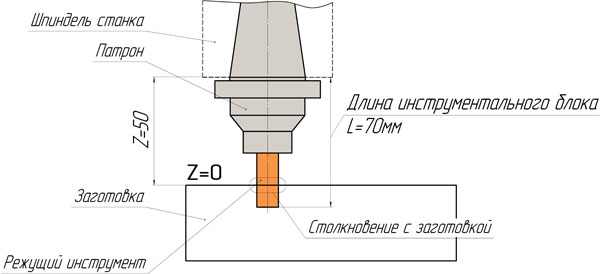 Рис. 4.9. Если необходимо переместить инструмент длиной 70 мм в Z50, а компенсация длины инструмента не произведена, то произойдет опасное столкновение с деталью 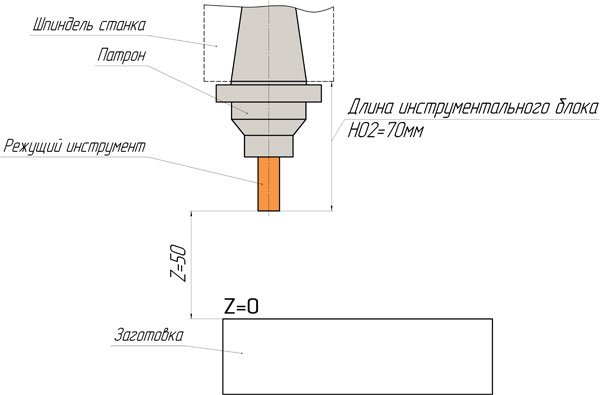 Рис. 4.10. Если нужно переместить инструмент в Z50 и в программе есть код компенсации длины инструмента, то режущая кромка фрезы не дойдет до поверхности детали ровно 50 мм Компенсация длины инструмента на большинстве современных станков активируется командой G43, а отменяется при помощи G49 или Н00. При создании УП программист не указывает напрямую значение длины инструмента (он еще не знает точной длины), а использует «ссылку» на соответствующий регистр компенсации инструмента в памяти СЧПУ. Например, следующая строка программы активирует компенсацию длины инструмента № 2: N025 G43 Н02 Z50. При этом Н указывает на соответствующий регистр компенсации длины. Н02 – на регистр инструмента № 2, Н03 – на регистр инструмента № 3 и т. д. Вообще, компенсация длины инструмента сильно «упрощает жизнь» программисту – ему не нужно думать о точной длине инструментов – и дает возможность оператору станка, «играя» значением в регистре компенсации длины, добиваться требуемых размеров детали по оси Z. Абсолютные и относительные координаты Все приведенные ранее программные примеры и пояснения основывались на программировании в абсолютных координатах. При абсолютном способе программирования координаты точек отсчитываются от постоянного начала координат. При относительном (инкрементальном) способе отсчета за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке. Давайте вспомним самую первую УП для обработки паза из главы № 3. Взгляните на рис. 4.10, 4.11 и сравните значения координат в табл. 4.1.
Таблица 4.1. Опорные точки паза при абсолютном и относительном программировании
Из этих примеров видно, как изменятся координаты опорных точек паза и программа обработки при относительном способе программирования.
Программирование в относительных координатах было обязательным условием при работе на многих станках с ЧПУ старых моделей. Современные системы ЧПУ позволяют свободно работать и с абсолютными, и с относительными координатами. Для переключения из одного режима работы в другой используются команды G90 (абсолютное программирование) и G91 (относительное программирование). В случае появления одной координатной ошибки при относительном способе программирования все последующие перемещения будут неправильными. Комментарии в УП и карта наладки Если вы работаете постоянно, каждый день создаете хотя бы по одной программе для станка с ЧПУ, то через некоторое время обнаружите, что в вашем компью тере накопилось довольно много рабочих файлов. Практически невоз можно запомнить все технологические подробности и нюансы работы с той или иной программой. Оператор станка обязательно должен представлять, что делает конкретная УП, и обладать определенной информацией для настройки станка на работу. Например, где находится нулевая точка программы, какие режущие инструменты используются. В настоящее время эта информация сохраняется в основном двумя способами: с помощью комментариев в программе и карты наладки. Комментарии представляют собой обычные предложения, при помощи которых программист доводит до оператора станка определенную технологическую информацию. Как правило, в комментариях содержатся следующие данные: дата и время создания УП; номер чертежа; материал заготовки; данные о рабочей системе координат; размеры инструмента; названия технологических операций. Для того чтобы ввести комментарии в УП, необходимо использовать специальные символы (знаки) программирования. В качестве таких символов для большинства СЧПУ применяются круглые скобки или точка с запятой. Перед символами комментариев не принято ставить номера кадров, если комментарии занимают кадр полностью. (TOOL #3) или ; TOOL #3 У систем ЧПУ могут существовать различные ограничения на работу с комментариями. Например, некоторые стойки позволяют вводить комментарии длиной только до 32 символов. Учтите, что существуют станки, имеющие полноразмерную клавиатуру, которая позволяет вводить комментарии прямо со стойки ЧПУ, и станки с ограниченной клавиатурой, СЧПУ которых не позволяет вводить и редактировать комментарии. Большинство СЧПУ работают с латинскими буквами, поэтому если вы будете писать комментарии на русском (при помощи ПК), то возможно, что на станке они будут нечитаемыми. Пример УП с комментариями % O0045 (SKOBA) (MATERIAL – ALUMINUM MM – 2024) (DATE – NOV-14-04) (TIME – 16:43) (T2 | FREZA | H2 | D2 | D20.0000mm | | CONTOUR....) (T4 | SVERLO | H4 | D4 | D10.0000mm | | PECK DRILL.) N100 G00 G17 G21 G40 G49 G80 G90 N102 (FREZEROVANIE) N104 T2 67 N106 M06 (FREZA 20) N108 (MAX | Z100.) N110 (MIN | Z-3.) N112 G00 G90 G54 X-76.761 Y-42.321 S2000 M03 N114 G43 H2 Z100. N116 Z10. N118 G01 Z-3. F250. N120 Y55.302 N122 X81.529 N124 Y-42.321 N126 X-76.761 N128 Z7. N130 G00 Z100. N136 M01 N138 (SVERLENIE) N140 T4 N142 M06 (SVERLO 10) N144 (MAX | Z100.) N146 (MIN | Z-5.) N148 G00 G90 G54 X-63.052 Y44.772 S1200 M03 N150 G43 H4 Z100. N152 G98 G83 Z-5. R10. Q2. F45. N154 X-40.798 Y53.25 N156 X8.213 Y47.421 N158 X52.19 Y49.806 N160 G80 N162 M05 N168 G90 N170 M30 % При работе на станках с ЧПУ могут использоваться следующие виды документации: операционная карта, карта операционных эскизов, карта наладки станка, карта наладки инструмента, расчетно-технологическая карта. В настоящее время многие предприятия используют формальный подход к применению подобной стандартизованной документации, используют карту наладки произвольной формы. Исходя из этого, можно сказать, что карта наладки – документ, содержащий всю необходимую технологическую информацию для настройки станка на определенную работу, включая эскиз детали и приспособления, описание режущего инструмента, положения нулевой точки программы, режимов и времени обработки. Такая карта наладки помогает вспомнить о том, как нужно обрабатывать ту или иную деталь спустя некоторое время, когда программист и оператор станка с ЧПУ успели позабыть технологические особенности изготовления детали. Следует отметить, что комментарии в УП и карта наладки не заменяют друг друга, а используются совместно. Карту наладки можно создать при помощи обычного листа бумаги и карандаша. Попробуйте схематично изобразить деталь, нулевую точку и крепежные элементы. Не забудьте записать порядок операций и данные режущего инструмента. Многие CAD/САМ-системы умеют автоматически генерировать карту наладки и инструментальную карту, в которой содержатся подробные сведения о применяемом в данной УП режущем инструменте. | |||||||||||||||||||||||||||||||||||