|
|
Httpplanetacam rucollegelearn12 Основы числового программного управления Автоматическое управление
Пример №4. Контурная обработка с коррекцией на радиус инструмента
Необходимо создать УП для чистовой обработки кармана с коррекцией на радиус инструмента. Глубина фрезерования – 2 мм. Подвод к контуру осуществляется по касательной.
Управляющая программа
|
Пояснение
|
%
O0004
(PROGRAM NAME – FINISH POCKET2)
N100 G21
|
Программа О0004
Комментарий – имя программы
Режим ввода метрических данных
|
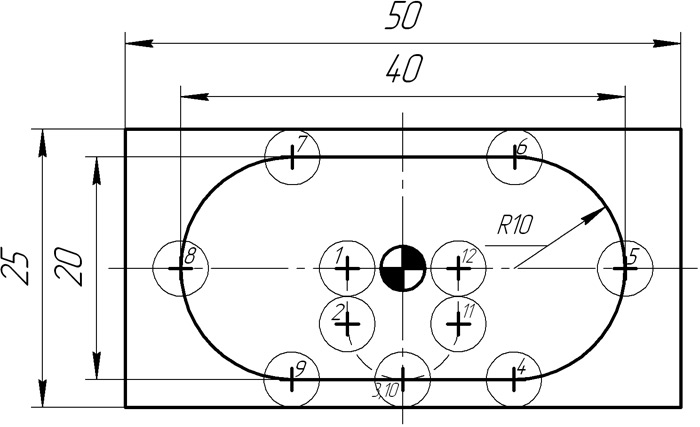
Рис. 11.4. Чистовая обработка кармана с коррекцией
|
N102 G0 G17 G40 G49 G80 G90
N104 T1 M6
N106 G0 G90 G54 X-2.5 Y-5. S1000 M3
N108 G43 H1 Z100.
N110 Z10.
N112 G1 Z-2. F100.
N114 G41 D1 Y-7.5
N116 G3 X0. Y-10. R2.5
N118 G1 X10.
N120 G3 X20. Y0. R10.
N122 X10. Y10. R10.
N124 G1 X-10.
N126 G3 X-20. Y0. R10.
N128 X-10. Y-10. R10.
N130 G1 X0.
N132 G3 X2.5 Y-7.5 R2.5
N134 G1 G40 Y-5.
N136 Z8.
N138 G0 Z100.
N140 M5
N146 M30
%
|
Строка безопасности
Вызов инструмента № 1
Позиционирование в начальную
точку траектории (1), включение
оборотов шпинделя
Компенсация длины
инструмента №1
Позиционирование в Z10
Фреза опускается до Z-2
на рабочей подаче 100 мм/мин
Коррекция слева, перемещение
в точку (2)
Подвод инструмента
по касательной к точке (3)
Линейное перемещение в точку (4)
Перемещение по дуге в точку (5)
Перемещение по дуге в точку (6)
Линейное перемещение в точку (7)
Перемещение по дуге в точку (8)
Перемещение по дуге в точку (9)
Линейное перемещение
в точку (10)
Отвод инструмента
по касательной к точке (11)
Линейное перемещение в точку
(12) с отменой коррекции
Фреза поднимается к Z8
Фреза поднимается
на ускоренной подаче к Z100
Останов шпинделя
Конец программы
|
Пример №5. Фрезерование прямоугольного кармана
Необходимо создать УП для обработки прямоугольного кармана фрезой диаметром 10 мм. Глубина фрезерования – 1 мм.
Управляющая программа
|
Пояснение
|
%
O0005
(PROGRAM NAME – ROUGH POCKET)
N100 G21
N102 G0 G17 G40 G49 G80 G90
N104 T1 M6
|
Программа О0005
Комментарий – имя программы
Режим ввода метрических данных
Строка безопасности
Вызов инструмента № 1
|
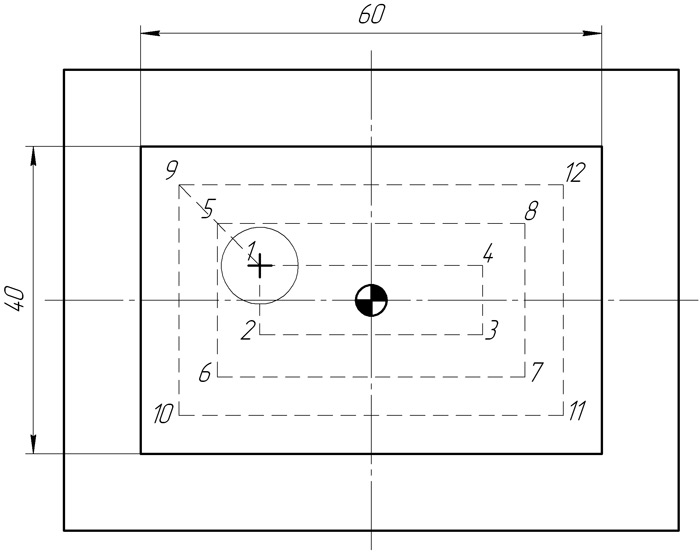
Рис. 11.5. Черновое фрезерование прямоугольного кармана
|
N106 G0 G54 X-13.75 Y3.75 S1000 M3
N108 G43 H1 Z100.
N110 Z10.
N112 G1 Z-1. F100.
N114 Y-3.75
N116 X13.75
N118 Y3.75
N120 X-13.75
N122 X-17.5 Y7.5
N124 Y-7.5
N126 X17.5
N128 Y7.5
N130 X-17.5
N132 X-25. Y15.
N134 Y-15.
N136 X25.
N138 Y15.
N140 X-25.
N142 Z9.
N144 G0 Z100.
N146 M5
N152 M30
%
|
Позиционирование в начальную
точку траектории (1), включение
оборотов шпинделя
Компенсация длины инструмента
№ 1
Позиционирование в Z10
Фреза опускается до Z-1
на рабочей подаче 100 мм/мин
Линейное перемещение в точку (2)
Линейное перемещение в точку (3)
Линейное перемещение в точку (4)
Линейное перемещение в точку (1)
Линейное перемещение в точку (5)
Линейное перемещение в точку (6)
Линейное перемещение в точку (7)
Линейное перемещение в точку (8)
Линейное перемещение в точку (5)
Линейное перемещение в точку (9)
Линейное перемещение в точку (10)
Линейное перемещение в точку (11)
Линейное перемещение в точку (12)
Линейное перемещение в точку (9)
Фреза поднимается к Z9
Фреза поднимается
на ускоренной подаче к Z100
Останов шпинделя
Конец программы
|
Пример №6. Фрезерование круглого кармана
Необходимо создать УП для обработки круглого кармана фрезой диаметром 10 мм. Глубина – 0.5 мм.
Управляющая программа
|
Пояснение
|
%
O0000
(PROGRAM NAME – N6)
N100 G21
N102 G0 G17 G40 G49 G80 G90
|
Программа О0006
Комментарий – имя программы
Режим ввода метрических данных
Строка безопасности
|
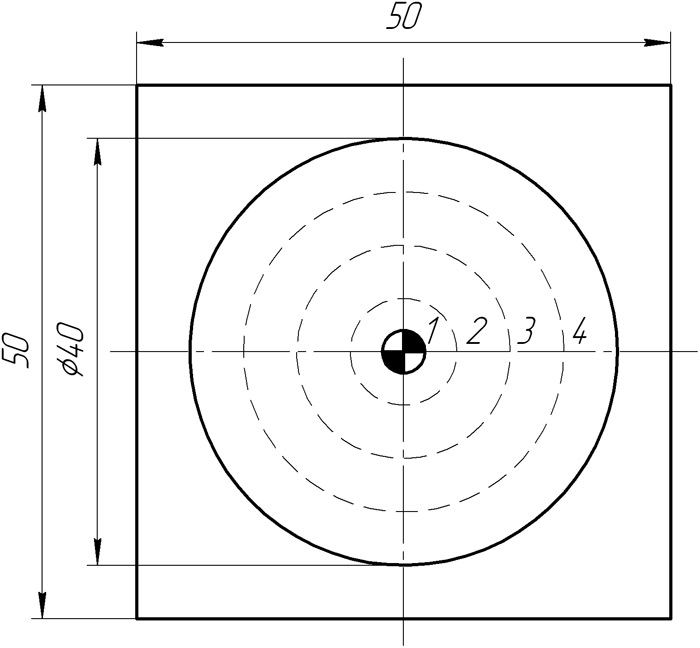
Рис. 11.6. Черновое фрезерование круглого кармана
|
N104 T1 M6
N106 G0 G90 G54 X0. Y0. S1000 M3
N108 G43 H1 Z100.
N110 Z10.
N112 G1 Z-.5 F100.
N120 X5. F200
N122 G3 X-5. R5.
N124 X5. R5.
N126 G1 X10.
N128 G3 X-10. R10.
N130 X10. R10.
N132 G1 X15.
N134 G3 X-15. R15.
N136 X15. R15.
N138 G1 Z10 F300.
N140 G0 Z100.
N142 M5
N148 M30
%
|
Вызов инструмента № 1
Позиционирование в начальную точку
траектории (1), включение оборотов
шпинделя
Компенсация длины инструмента № 1
Позиционирование в Z10
Фреза опускается до Z-0.5 на рабочей
подаче 100 мм/мин
Перемещение в точку (1)
Круговое перемещение по 1-ой «орбите»
…
Перемещение в точку (2)
Круговое перемещение по 2-ой «орбите»
…
Перемещение в точку (3)
Круговое перемещение по 3-ей «орбите»
…
Фреза поднимается к Z10
Фреза поднимается на ускоренной
подаче к Z100
Останов шпинделя
Конец программы
|
Программирование для Heidenhain
Пример №1. Контурная обработка
Необходимо создать УП для обработки наружного контура детали (рис. 11.1) фрезой диаметром 5 мм без коррекции на радиус инструмента. Глубина фрезерования равна 4 мм. Подвод к контуру осуществляется по прямолинейному участку.
Управляющая программа
|
Пояснение
|
100 BEGIN PGM 0 MM
; PROGRAM NAME – SAMP1H
102 TOOL DEF 1
; FREZA D5
104 TOOL CALL 1 Z S2000
106 L Z+100 R0 F MAX
108 L X+25 Y-27.5 R0 F MAX M03
112 L Z+10 F MAX
114 L Z-4 F100
118 L X-27.5
120 L Y+20
122 CC X-20 Y+20
124 C X-20 Y+27.5 DR-
126 L X+1.0355
128 L X+27.5 Y+1.0355
130 L Y-20
132 CC X+20 Y-20
134 C X+20 Y-27.5 DR-
136 L Z+6
138 L Z+100 F MAX
подаче к Z100
142 M2
144 END PGM 0 MM
|
Номер программы
Комментарий – имя программы
Инициализация инструмента № 1
Комментарий – фреза Ф5
Вызов инструмента № 1, S = 2000 об/мин
Позиционирование в Z100
Позиционирование в начальную точку
траектории (1), включение оборотов
Позиционирование в Z10
Фреза опускается до Z-4 на рабочей
подаче 100 мм/мин
Линейное перемещение в точку (2)
Линейное перемещение в точку (3)
Координаты центра дуги
Перемещение по дуге в точку (4)
Линейное перемещение в точку (5)
Линейное перемещение в точку (6)
Линейное перемещение в точку (7)
Координаты центра дуги
Перемещение по дуге в точку (8)
Фреза поднимается к Z6
Фреза поднимается на ускоренной
подаче к Z100
Завершение программы
|
Пример №2. Контурная обработка с коррекцией на радиус инструмента
Необходимо создать УП для обработки наружного контура детали (рис. 11.2) фрезой диаметром 5 мм с коррекцией на радиус инструмента. Глубина фрезерования – 4 мм. Подвод к контуру осуществляется по касательной.
Управляющая программа
|
Пояснение
|
100 BEGIN PGM 0 MM
; PROGRAM NAME – SAMPLE2H
102 TOOL DEF 1
; FREZA D5
104 TOOL CALL 1 Z S2000
106 L Z+100 R0 F MAX
108 L X+25 Y-35 R0 F MAX M03
112 L Z+10 F MAX
114 L Z-4 F100
116 L Y-30 RL
118 CC X+20 Y-30
120 C X+20 Y-25 DR+
122 L X-25
124 L Y+20
126 CC X-20 Y+20
128 C X-20 Y+25 DR-
130 L X+0
132 L X+25 Y+0
134 L Y-20
136 CC X+20 Y-20
138 C X+20 Y-25 DR-
140 CC X+20 Y-30
142 C X+15 Y-30 DR+
144 L Y-35 R0
146 L Z+6 F100
148 L Z+100 F MAX
152 M2
154 END PGM 0 MM
|
Номер программы
Комментарий – имя программы
Инициализация инструмента № 1
Комментарий – фреза Ф5
Вызов инструмента № 1, S = 2000 об/мин
Позиционирование в Z100
Позиционирование в начальную точку
траектории (1), включение оборотов
Позиционирование в Z10
Фреза опускается до Z-4 на рабочей
подаче 100 мм/мин
Коррекция слева, перемещение
в точку (2)
Координаты центра дуги
Подвод инструмента по касательной
к точке (3)
Линейное перемещение в точку (4)
Линейное перемещение в точку (5)
Координаты центра дуги
Перемещение по дуге в точку (6)
Линейное перемещение в точку (7)
Линейное перемещение в точку (8)
Линейное перемещение в точку (9)
Координаты центра дуги
Перемещение по дуге в точку (10)
Координаты центра дуги
Отвод инструмента от контура
по касательной к точке (11)
Линейное перемещение в точку (12)
с отменой коррекции
Фреза поднимается к Z6
Фреза поднимается на ускоренной
подаче к Z100
Завершение программы
|
Пример №3. Сверление 7 отверстий диаметром 3 мм и глубиной 6,5 мм с помощью постоянного цикла Heidenhain
Код программы
|
Описание
|
00 BEGIN PGM 0 MM
; PROGRAM NAME – 1
102 TOOL DEF 1
; DRILL 7 HOLES
104 TOOL CALL 1 Z S1000
106 L Z+100 R0 F MAX
108 L X+5 Y+5 R0 F MAX M03
110 L Z+10 R0 F MAX
112 CYCL DEF 200 DRILLING
Q200=10. ;SET-UP CLEARANCE
Q201=-6.5 ;DEPTH
Q206=45 ;FEED RATE FOR PLUNGING
Q202=6.5 ;PLUNGING DEPTH
Q210= 0 ;DWELL TIME AT TOP
Q203= +0 ;SURFACE COORDINATE
Q204= 100 ;2ND SET-UP CLEARANCE
Q211=0. ;DWELL TIME AT DEPTH
116 L Z10. R F MAX M9 M99
118 L X+10 R0 F MAX M99
120 L X+15 R0 F MAX M99
122 L X+20 R0 F MAX M99
124 L X+5 Y+10 R0 F MAX M99
126 L X+10 R0 F MAX M99
128 L X+30 Y+20 R0 F MAX M99
130 L Z+100 F MAX
134 M2
136 END PGM 0 MM
|
Номер программы
Комментарий – имя программы
Инициализация инструмента № 1
Комментарий – операция
Вызов сверла диаметром 3 мм
Ускоренное перемещение к Z100.
Перемещение к отверстию № 1
Ускоренное перемещение к Z10.
Цикл № 200 для сверления
Исходная плоскость
Глубина сверления
Рабочая подача
Приращение по глубине
Время выдержки наверху
Уровень припуска
Плоскость отвода
Время выдержки на дне
Сверление отверстия № 2
Сверление отверстия № 3
Сверление отверстия № 4
Сверление отверстия № 5
Сверление отверстия № 6
Сверление отверстия № 7
Ускоренное перемещение к Z100.
Конец программы
|
CAD/CAM
Методы программирования
Существуют три метода программирования обработки для станков с ЧПУ:
ручное программирование;
программирование на пульте УЧПУ;
программирование при помощи CAD/САМ-системы.
Прочитав предыдущие главы, вы, наверное, заметили, что ручное программирование является довольно утомительным занятием. Однако все технологи-программисты должны иметь хорошее представление о технике ручного программирования независимо от того, как на самом деле они работают. Это как начальные классы в школе, обучение в которых дает нам базу для последующего образования. В нашей стране существует еще немало предприятий, на которых используется метод ручного программирования. Действительно, если завод имеет несколько станков с ЧПУ, а изготавливаемые детали просты, то грамотный программист способен довольно успешно работать и без средств автоматизации собственного труда.
Метод программирования на пульте УЧПУ приобрел особую популярность лишь в последние годы. Это связано с техническим развитием систем ЧПУ, улучшением их интерфейса и возможностей. В этом случае программы создаются и вводятся прямо на стойке ЧПУ с использованием клавиатуры и дисплея. Современные системы ЧПУ действительно позволяют работать очень эффективно. Например, оператор станка может произвести верификацию УП или выбрать требуемый постоянный цикл при помощи специальных пиктограмм и вставить его в код УП. Некоторые системы ЧПУ предлагают диалоговый язык программирования, который значительно упрощает процесс создания УП, делает «общение» с ЧПУ удобным для оператора.
Третий метод – программирование при помощи CAD/САМ-системы – позволяет «поднять» процесс написания программ обработки на более высокий уровень. Работая с CAD/САМ-системой, технолог-программист избавляет себя от трудоемких математических расчетов и получает инструменты, значительно повышающие скорость написания УП.
Что такое CAD и САМ?
Сегодня для достижения успеха на рынке промышленное предприятие вынуждено работать над сокращением срока выпуска продукции, снижением ее себестоимости и повышением качества. Стремительное развитие компьютерных и информационных технологий привело к появлению CAD/CAM/CAE-систем, которые являются наиболее продуктивными инструментами для решения этих задач.
Под CAD-системами (computer-aided design – компьютерная поддержка проектирования) понимают программное обеспечение, которое автоматизирует труд инженера-конструктора и позволяет решать задачи проектирования изделий и оформления технической документации при помощи персонального компью тера.
САМ-системы (computer-aided manufacturing – компьютерная поддержка изготовления) автоматизируют расчеты траекторий перемещения инструмента для обработки на станках с ЧПУ и обеспечивают выдачу управляющих программ с помощью компьютера.
САЕ-системы (computer-aided engineering – компьютерная поддержка инженерных расчетов) предназначены для решения различных инженерных задач, например для расчетов конструктивной прочности, анализа тепловых процессов, расчетов гидравлических систем и механизмов.
Развитие CAD/CAM/CAE-систем продолжается уже несколько десятилетий. За это время произошло некоторое разделение, или, точнее, «ранжирование» сис тем на уровни. Появились системы верхнего, среднего и нижнего уровней. Системы верхнего уровня обладают огромным набором функций и возможностей, но с ними тяжелее работать. Системы нижнего уровня имеют довольно ограниченные функции, но очень просты в изучении. Системы среднего уровня – это «золотая середина». Они обеспечивают пользователя достаточными для решения большинства задач инструментами, при этом не сложны для изучения и работы.
Общая схема работы с CAD/САМ-системой
Этап 1. В CAD-системе создается электронный чертеж или 3D-модель детали.
Этап 2. Электронный чертеж или 3D-модель детали импортируется в САМ-систему. Технолог-программист определяет поверхности и геометрические элементы, которые необходимо обработать, выбирает стратегию обработки, режущий инструмент и назначает режимы резания. Система производит расчеты траекторий перемещения инструмента.
Этап 3. В САМ-системе производится верификация (визуальная проверка) созданных траекторий. Если на этом этапе обнаруживаются какие-либо ошибки, то программист может легко их исправить, вернувшись к предыдущему этапу.
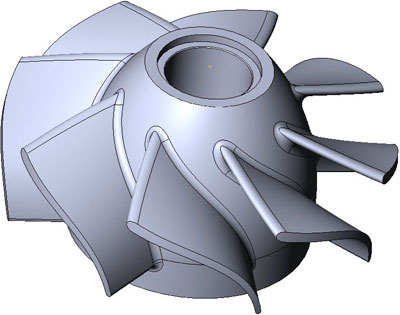
Рис. 12.1. Трехмерная модель детали
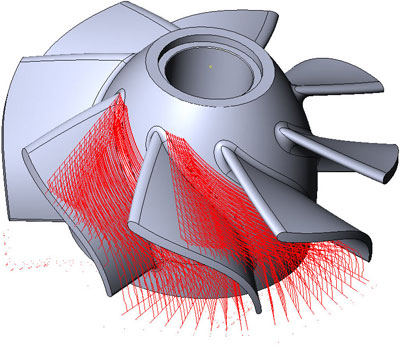
Рис. 12.2. САМ-система рассчитала траекторию
Этап 4. Финальным продуктом САМ-системы является код управляющей программы. Этот код формируется при помощи постпроцессора, который форматирует УП под требования конкретного станка и системы ЧПУ.
|
|
|
 Скачать 4.32 Mb.
Скачать 4.32 Mb.