Httpplanetacam rucollegelearn12 Основы числового программного управления Автоматическое управление
 Скачать 4.32 Mb. Скачать 4.32 Mb.
|

|
Основная программа … G90 G01 F100 M98 P101 G51 X5 Y5 I-1 J1 K1 M98 P101 G51 X5 Y5 I-1 J-1 K1 M98 P101 G51 X5 Y5 I1 J-1 K1 M98 P101 … 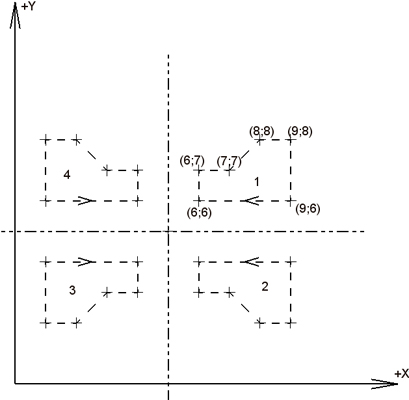 Рис. 16.13. Зеркальное отображение траектории Подпрограмма O0101 G90 X6 Y6 Y7 X7 X8 Y8 X9 Y6 X6 M99 G52 – локальная система координат. СЧПУ позволяет устанавливать, кроме стандартных рабочих систем координат, еще и локальные системы координат. Код G52 используется для определения подчиненной системы координат в пределах действующей рабочей системы (G54–G59). Когда СЧПУ станка исполняет команду G52, то начало действующей рабочей системы координат смещается на значение, указанное при помощи слов данных X, Y и Z: G52 X_Y_Z_ 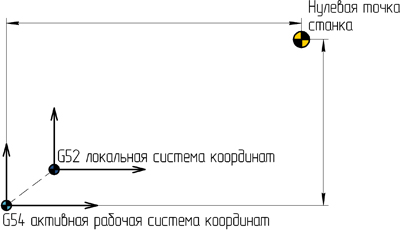 Рис. 16.14. Локальная система координат Команда G52 автоматически отменяется, если программируется другая рабочая система координат G54–G59 или с помощью команды G52 Х0. Y0. Z0. G54–G59 – стандартные рабочие системы координат. При помощи кодов G54, G55, G56, G57, G58 и G59 определяется, в какой рабочей системе координат будет производиться обработка детали. Подробную информацию об этих кодах и о взаимосвязи рабочей системы координат с системой координат станка вы можете найти в главе 3. Путем выбора различных координатных систем программист может при помощи одной и той же программы обрабатывать различные детали. Если была выбрана одна из координатных систем G54–G59, то она действует до тех пор, пока не будет активирована другая координатная система. G60 – позиционирование в одном направлении. С помощью команды G60 ко всем запрограммированным позициям по каждой оси можно перемещаться из определенного направления («+» или «–»). Благодаря этому появляется возможность исключить ошибки позиционирования, которые могут возникать из-за мертвого хода в системах сервопривода. Чаще всего направление и величина перемещения задаются параметрами СЧПУ. G61 – режим точного останова. Команда G61 предназначена для включения режима точного останова. Функция точного останова подробно описана в характеристике кода G09. Единственная разница между кодами G61 и G09 заключается в том, что G09 является немодальной командой, то есть действует только в определенном кадре. Модальный код G61 остается активным, пока не будет запрограммирована команда на изменение этого режима, например с помощью кода G63 для включения режима нарезания резьбы метчиком или кода G64 режима резания. G63 – режим нарезания резьбы метчиком. Режим нарезания резьбы метчиком активируется при помощи кода G63 и используется в циклах нарезания резьбы. В этом режиме невозможна корректировка скорости подачи при помощиспециальной рукоятки на панели УЧПУ станка. Режим отменяется программированием команды режима резания G64. G64 – режим резания. Стандартный режим резания активируется кодом G64. С помощью этого кода отменяются другие специальные режимы – режим нарезания резьбы метчиком и режим точного останова. G65 – немодальный вызов макропрограммы. Код G65 позволяет выполнить макропрограмму, находящуюся в памяти СЧПУ. Формат для немодального вызова макропрограммы выглядит следующим образом: G65 P_L_ где G65 – команда для вызова макропрограммы; Р – номер макропрограммы; L – количество выполнений макропрограммы. Если L не указывается, то СЧПУ считает, что L = l. G66 – модальный вызов макропрограммы. Команда G66 предназначена для вызова макропрограммы, как и команда G65. Единственная разница между двумя этими кодами заключается в том, что G66 является модальным кодом и макропрограмма выполняется при каждом перемещении, пока не будет запрограммирована команда G67. Формат для модального вызова макропрограммы: G66 P_L_ где G66 – команда для вызова макропрограммы; Р – номер макропрограммы; L – количество выполнений макропрограммы. Если L не указывается, то СЧПУ считает, что L = 1. G67 – отмена модального вызова макропрограммы. При помощи кода G67 отменяется режим модального вызова макропрограммы G66. G68 – вращение координат. Модальная команда G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения такого поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17 (плоскость XY), G18 (плоскость XZ) и G19 (плоскость YZ). Если желаемая плоскость вращения уже активирована, то программирование команд G17, G18 и G19 в кадре с G68 не требуется. При действующей команде G90 центр вращения указывается абсолютными координатами относительно нулевой точки станка, если не выбрана одна из стандартных рабочих систем координат. Если выбрана одна из рабочих систем координат G54–G59, то центр вращения устанавливается относительно нулевой точки активной рабочей системы координат. В случае действующей команды G91 центр вращения указывается относительно текущей позиции. Если же координаты цент ра вращения не будут указаны, то в качестве центра вращения будет принята текущая позиция. Угол вращения указывается при помощи R-слова данных. Формат для команды вращения координат обычно следующий: G17 G68 X_Y_R_ G69 – отмена вращения координат. При помощи кода G68 отменяется режим вращения координат. G73–G89 – постоянные циклы
О работе с постоянными циклами сверления, растачивания и нарезания резьбы вы можете узнать из главы 8. G90 – режим абсолютного позиционирования. В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки станка или относительно нулевой точки рабочей системы координат G54–G59. Код G90 является модальным и отменяется при помощи кода относительного позиционирования G91. G91 – режим относительного позиционирования. При помощи кода G91 активируется режим относительного (инкрементального) позиционирования. При относительном способе отсчета за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке. Код G91 является модальным и отменяется при помощи кода абсолютного позиционирования G90. G92 – смещение абсолютной системы координат. Возникают ситуации, когда у оператора станка появляется необходимость установить определенные значения в регистрах абсолютной системы координат для перемещения нулевой точки в новое положение. Дело в том, что не все станки имеют набор из стандартных рабочих систем координат, устанавливаемых с помощью кодов G54–G59. Команда G92 применялась на станках еще до появления функции работы с несколькими стандартными системами координат. Код G92 используют для сдвига текущего положения нулевой точки путем изменения значений в регистрах рабочих смещений. Когда СЧПУ выполнит команду G92, то значения в регистрах смещений изменятся и станут равными значениям, которые определены X-, Y- и Z-словами данных. Самое главное – учтите, что X-, Y-, Z-слова данных будут показывать текущее положение инструмента в новой координатной системе. G92X Y Z Рассмотрим, как работает команда G92, на конкретном примере. На рис. 16.15 изображены две заготовки. Заготовка А находится в начальной нулевой точке, которую установил оператор. Нам необходимо обработать заготовку В, которая расположена на 60 мм правее заготовки А, путем смещения начальной нулевой точки. 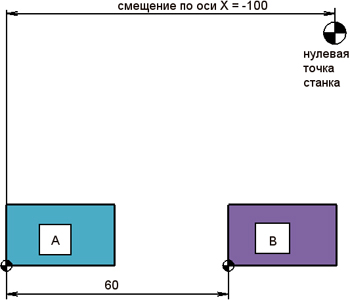 Рис. 16.15. С помощью G92 мы заменяем регистры абсолютной позиции станка и смещаем нулевую точку Сначала переместим инструмент в известную нам начальную нулевую точку, а затем используем G92: … G00 X0 Y0 G92 X-60 Y0 … Кадр G92 Х-60 Y0 означает, что новое текущее положение инструмента определено координатами (–60; 0), то есть на 60 мм левее требуемой нулевой точки. Таким образом, искомая нулевая точка будет находиться на 60 мм правее текущего положения инструмента. Существует другой метод для достижения этого же результата. Можно сначала переместить инструмент в позицию, которую мы хотим сделать новой нулевой точкой, и затем выполнить команду G92 Х0 Y0. … G00 X60 Y0 G92 X0 Y0 … Команда G92 сама по себе не вызывает осевых перемещений. Указанное при помощи G92 смещение координатной системы на большинстве станков может быть отменено возвратом в нулевую точку или выключением станка. G94 – скорость подачи в дюймах/миллиметрах в минуту. При помощи команды G94 указанная скорость подачи устанавливается в дюймах за 1 минуту или в миллиметрах за 1 минуту. Если действует дюймовый режим G20, то скорость подачи F определяется как подача в дюймах за 1 минуту. Если же активен метрический режим G21, то скорость подачи F определяется как подача в миллиметрах за 1 минуту. G20 F10 – скорость подачи 10 дюймов в минуту; G21 F10 – скорость подачи 10 миллиметров в минуту. Модальный код G94 остается активным до тех пор, пока не будет запрограммирован код G95. G95 – скорость подачи в дюймах/миллиметрах на оборот. При помощи команды G95 указанная скорость подачи устанавливается в дюймах на 1 оборот шпинделя или в миллиметрах на 1 оборот шпинделя. То есть скорость подачи F синхронизируется со скоростью вращения шпинделя S. При одном и том же значении F скорость подачи будет увеличиваться при увеличении числа оборотов шпинделя. G20 F0.1 – скорость подачи равна 0.1 дюйма на оборот; G21 F0.1 – скорость подачи равна 0.1 миллиметра на оборот. Модальный код G95 остается активным до тех пор, пока не будет запрограммирован код G94. G98 – возврат к исходной плоскости в цикле. Если постоянный цикл станка работает совместно с кодом G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Исходная плоскость – это координата по оси Z (уровень), в которой находится инструмент перед вызовом постоянного цикла. Команда G98 отменяется при помощи команды G99. G99 – возврат к плоскости отвода в цикле. Если цикл сверления работает совместно с кодом G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Плоскость отвода – это координата по оси Z (уровень), с которой начинается сверление на рабочей подаче и в которую возвращается инструмент после того, как он достиг дна обрабатываемого отверстия. Плоскость отвода обычно устанавливается в кадре цикла с помощью R-адреса. Команда G99 отменяется при помощи команды G98. Адреса/слова данных X является командой осевого перемещения. Как правило, за X принимают ось, вдоль которой возможно наибольшее перемещение исполнительного органа станка. При этом ось X перпендикулярна к оси Z и параллельна плоскости рабочего стола. Положительное или отрицательное число, входящее в состав этого слова данных, определяет конечную позицию исполнительного органа станка вдоль оси X. В кадре можно запрограммировать X только один раз. Если в одном кадре будет несколько команд X, то СЧПУ будет работать с последней из них (которая ближе к знаку конца кадра). Пример: G01 G90 Х100 F200 – линейное перемещение в координату Х = 200 со скоростью 200 мм/мин. Когда X находится в одном кадре с кодом выдержки G04, то оно определяет время этой выдержки в секундах (паузы). Пример: G04 Х5.0 – выполнить выдержку продолжительностью 5 секунд. Y является командой осевого перемещения. Ось Y перпендикулярна осям X и Z. Положительное или отрицательное число, входящее в состав этого слова данных, определяет конечную позицию исполнительного органа станка вдоль оси Y. В кадре можно запрограммировать Y только один раз. Если в кадре будут указаны несколько команд Y, то СЧПУ будет работать с последней из них (которая ближе к знаку конца кадра). Пример: G01 G90 Y102 F200 – линейное перемещение в координату Y = 102 со скоростью 200 мм/мин. Z является командой осевого перемещения. В качестве положительного направления оси Z принимают вертикальное направление вывода инструмента (например, сверла) из заготовки. То есть ось Z всегда связана со шпинделем станка. Положительное или отрицательное число, входящее в состав этого слова данных, определяет конечную позицию исполнительного органа станка вдоль оси Z. В кадре можно запрограммировать Z только один раз. Если в кадре будут указаны несколько команд Z, то СЧПУ будет работать с последней из них (которая ближе к знаку конца кадра). Пример: G01 G90 Z0.5 F200 – линейное перемещение в координату Z = 0.5 со скоростью 200 мм/мин. А, В, С являются командами кругового перемещения. Под круговым перемещением понимается угловое перемещение (поворот) оси шпинделя фрезерного станка или угловое перемещение (поворот) управляемого поворотного стола (4-ая ось). Круговые перемещения инструмента обозначают латинскими буквами – А (вокруг оси X), В (вокруг оси Y) и С (вокруг оси Z). Положительные направления вращений вокруг этих осей определяются очень просто. Если расположить большой палец по направлению оси, то другие согнутые пальцы покажут положительное направление вращения. Пример: G01 G90 С90 F200 – поворот стола на 90° со скоростью 200 мм/мин. Для некоторых СЧПУ адрес С может являться командой на выполнение фаски при действующей линейной интерполяции. Числовое значение, входящее в состав С-слова данных, определяет размер фаски. I, J, К применяются во время круговой интерполяции и служат для указания относительных расстояний от начальной точки дуги до ее центра. Слово данных с I относится к оси X, слово данных с J – к оси Y, а слово данных с К – к оси Z. При этом в зависимости от расположения дуги значения могут быть положительными или отрицательными. R. При действующей круговой интерполяции (G02/G03) R определяет радиус, который соединяет начальную и конечную точки дуги. Для некоторых СЧПУ адрес R может являться командой на выполнение скруг ления при действующей линейной интерполяции. Числовое значение, входящее в состав R-слова данных, определяет радиус скругления. В постоянных циклах R определяет положение плоскости отвода. При работе с командой вращения координат R определяет угол поворота координатной системы. Р обычно используется в постоянных циклах обработки отверстий и определяет время выдержки (паузы) на дне отверстия. Числовое значение, входящее в состав Р-слова данных, обычно определяет время выдержки в 1/1000 секунды. Когда Р появляется в одном кадре с кодом вызова подпрограммы М98, то оно обозначает номер вызываемой подпрограммы. В ряде случаев это же слово данных может указывать на частоту вызова подпрограммы. Пример: М98 Р1001 – вызов подпрограммы О1001. Q часто используется в циклах прерывистого сверления и определяет относительную глубину каждого рабочего хода инструмента. В цикле растачивания Q определяет расстояние сдвига расточного инструмента от стенки обработанного отверстия для обеспечения аккуратного вывода инструмента из отверстия. При помощи D выбирается значение коррекции на радиус инструмента. Коррекция радиуса инструмента активируется командами G41 и G42. При помощи команды D00 можно отменить действующую коррекцию. При помощи Н выбирается значение компенсации длины инструмента. Компенсация длины инструмента обычно активируется командой G43. При помощи команды НОО можно отменить действующую компенсацию длины инструмента. Для определения скорости подачи служит F-адрес. Если в одном кадре будут запрограммированы несколько скоростей подач, то СЧПУ будет работать с последней из них. В случае программирования F с кодом G94 скорость подачи будет установлена в дюймах (G20) или миллиметрах (G21) в минуту (минутная подача). А в случае использования с G95 скорость подачи будет установлена в дюймах (G20) или миллиметрах (G21), наоборот. F-адрес является модальным, то есть установленная скорость подачи остается неизменной до тех пор, пока не указано новое числовое значение вместе с F или не изменен режим перемещений при помощи G00. С помощью S определяется число оборотов шпинделя. S-адрес является модальным, то есть установленное число оборотов остается неизменным до тех пор, пока не указано новое числовое значение вместе с S. При помощи Т осуществляется управление магазином инструментов. Числовое значение с Т определяет номер инструмента (ячейки), который необходимо переместить в позицию смены путем поворота инструментального магазина. Обычно Т программируют в одном кадре с командой смены инструмента М06. В этом случае числовое значение при Т будет определять номер инструмента, который необходимо вызвать из магазина и установить в шпиндель. Пример: Т2 М06 – вызвать инструмент № 2. Как правило, адрес О указывает системе ЧПУ на номер управляющей программы. Пример: О2007 – программа обработки будет зарегистрирована в памяти СЧПУ под номером 2007. С помощью N производится нумерация кадров УП. При использовании номера кадра он может быть поставлен в кадре в любую позицию, но обычно его указывают в самом начале. Номер кадра не влияет на работу станка, а помогает оператору ориентироваться в содержании программы обработки. |