Httpplanetacam rucollegelearn12 Основы числового программного управления Автоматическое управление
 Скачать 4.32 Mb. Скачать 4.32 Mb.
|

|
Таблица 9.4. Область корректоров (таблица инструментов) системы ЧПУ
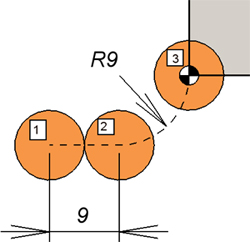
Таким образом, если на рис. 9.5 вы видите расчетную траекторию, совпадающую с исходным контуром, то на рис. 9.6 показана реальная траектория обработки фрезой диаметром 9 мм, смещенная на 4,5 мм влево относительно исходного контура. 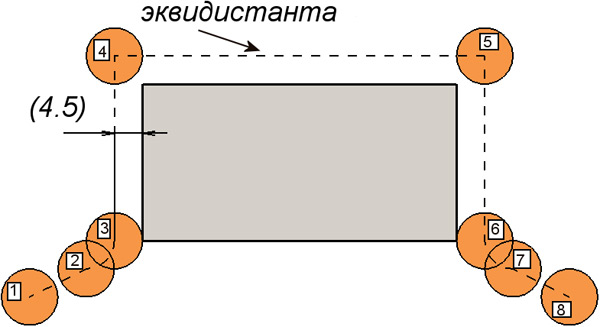 Рис. 9.6. Реальная траектория при обработке с коррекцией 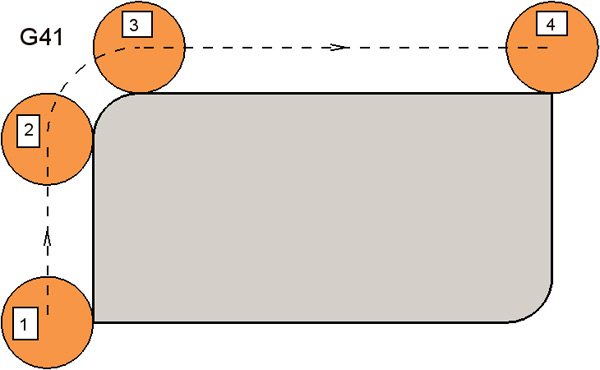 Рис. 9.7. Коррекция слева (G41) от контура 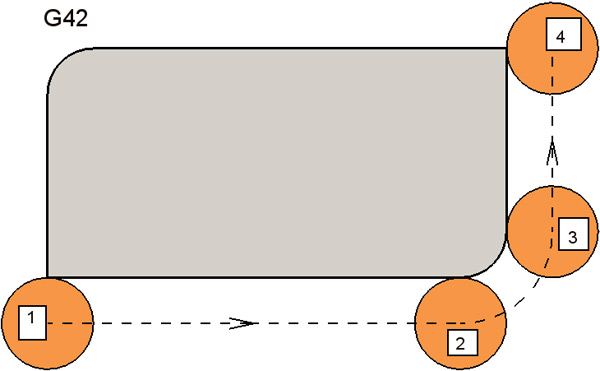 Рис. 9.8. Коррекция справа (G42) от контура Использование автоматической коррекции на радиус инструмента Для чего на самом деле применяется функция автоматической коррекции радиуса инструмента? Для работы разными инструментами по одной программе? Не только. Главное назначение этой функции заключается в управлении размерами детали при фрезеровании. Предположим, вы обработали контур фрезой диаметром 9 мм по программе с коррекцией на радиус. Естественно, что в корректоре находится значение радиуса фрезы, равное 4,5 мм. При измерении размеров детали вы обнаружили, что размер 25 мм (стороны прямоугольного контура, рис. 9.1) выполнен «в плюсе», например 25,02 мм. Может быть, диаметр фрезы оказался чуть меньшим (последствия износа или погрешность измерения), а может, ее немного отжимало при обработке. В любом случае, инструмента с идеальными размерами не существует. Однако чертеж требует, чтобы этот размер был выполнен «в номинале» или «в минусе», например 25–0,02 мм. Что же делать? Нужно просто уменьшить значение радиуса в корректоре с 4,5 мм до 4,49 мм (табл. 9.5) и запустить программу на выполнение еще раз. В этом случае система ЧПУ будет считать, что мы используем инструмент с меньшим радиусом, и сместит (приблизит) траекторию центра инструмента на 4,49 мм относительно исходного контура. Так как на самом деле используется фреза с радиусом 4,5 мм, то контур после обработки окажется меньше на 0,02 мм (при обработке уменьшится по 0,01 мм с каждой стороны), то есть мы получим требуемый размер 25 мм. Таблица 9.5. Новое значение в корректоре для инструмента № 2
Если увеличить числовое значение в корректоре, например, до 5 мм, то фреза не дойдет 0,5 мм до обрабатываемого контура. Таким образом, «играя» значениями радиусов в корректорах, можно получать размеры детали в пределах допусков, указанных на чертеже, без пересчета программы. Еще одним преимуществом от использования функции автоматической коррекции радиуса инструмента является возможность работать непосредственно с чертежным контуром детали. То есть координаты практически всех опорных точек очевидны, их можно «взять» прямо с чертежа без каких-либо дополнительных расчетов. Это также в значительной мере позволяет упростить процесс написания УП. Активация, подвод и отвод Для того чтобы система ЧПУ успела выполнить смещение относительно запрограммированного контура, необходимо добавить к исходной траектории участок подвода. На этом участке происходит активация автоматической коррекции радиуса инструмента. Большинству систем для активации коррекции требуется пройти расстояние, не меньшее величины радиуса инструмента. То есть если диаметр инструмента равен 9 мм, то, прежде чем приступить к обработке контура с коррекцией, необходимо запрограммировать прямолинейное перемещение на расстояние не менее 4,5 мм. Кстати, прежде чем активировать коррекцию на радиус, не забудьте выполнить компенсацию длины инструмента. Посмотрите внимательно на кадр N114 в созданной ранее программе: N114G41D2X-9.F200
Обязательным условием для активации коррекции является наличие именно прямолинейного перемещения на рабочей подаче. При попытке активировать коррекцию на радиус вместе с перемещением по дуге СЧПУ выдаст сообщение об ошибке. Поэтому сначала активируют коррекцию вместе с прямолинейным перемещением, а затем по дуге (или по прямой) осуществляют подход к контуру. При работе с коррекцией на радиус есть ряд ограничений. Если запрограммированный радиус контура окажется меньше значения радиуса инструмента в корректоре, то СЧПУ может выдать сообщение об ошибке. Многие станки позволяют выполнять коррекцию на радиус только в плоскости X–Y. В некоторых случаях ошибкой будет считаться линейное перемещение с шагом, меньшим, чем значение радиуса инструмента в соответствующем корректоре. Ряд СЧПУ не позволяют, чтобы участок подхода к контуру был менее 90°. Будьте внимательны при работе с адресом D. Многие СЧПУ хранят информацию о радиусе и длине инструмента в разных корректорах. В табл. 9.4 и 9.5 вы видите, что значения радиуса и длины каждого инструмента находятся в одной строке. Поэтому в УП мы указывали Н- и D-слова данных с одинаковыми числовыми значениями: … N108 G43 H2 Z100. … N114 G41 D2 X-9. F200 … или … N108 G43 H1 Z100. … N114 G41 D1 X-9. F200 … Возможна ситуация, когда значения радиуса и длины инструмента находятся в разных корректорах (строках) таблицы инструментов (табл. 9.6): Таблица 9.6. Область корректоров СЧПУ
В этом случае числовые значения для D- и Н-слов данных будут разными: … N108 G43 H2 Z100. … N114 G41 D102 X-9. F200 … После того как инструмент обошел контур полностью, необходимо плавно отвести инструмент и отменить коррекцию при помощи кода G40 или D00. Как и в случае начального подвода инструмента к контуру, отвод от контура выполняется с теми же принципами и условиями. Оптимальный вариант – сначала отход по касательной, затем кадр, содержащий линейное перемещение с кодом отмены коррекции:
Функция автоматической коррекции позволяет работать по одной программе инструментами с различным диаметром. Однако, исходя из перечисленных ограничений, рекомендуется, чтобы расчетный и фактический диаметры инструмента отличались несильно. Например, вы рассчитывали работать фрезой диаметром 10 мм и соответствующим образом составили программу обработки. Вы смело можете изменить значение радиуса в корректоре с 5 мм до 4,5 мм и работать фрезой диаметром 9 мм. Но изменение значения радиуса в корректоре, например, на 30 мм может привести к сообщению об ошибке или зарезу контура. Основы эффективного программирования Подпрограмма Язык G- и М-кодов, как и любой другой язык программирования, позволяет работать с подпрограммами и совершать переходы. Посредством функции подпрограммы основная (главная) управляющая программа может вызывать из памяти другую программу (подпрограмму) и выполнить ее определенное число раз. Если УП содержит часто повторяемое действие или работает по определенному шаблону, то использование подпрограмм позволяет упростить программу обработки и сделать ее гораздо меньшей в размере. Существуют два вида подпрограмм – внутренние и внешние. Внутренние подпрограммы вызываются при помощи кода М97 и содержатся внутри главной программы. То есть они находятся в одном файле. Внешние подпрограммывызываются кодом М98 и не содержатся в теле главной программы. В этом случае главная программа и подпрограмма находятся в разных файлах. 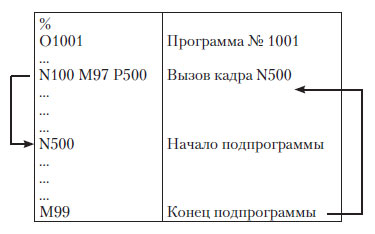 Рис. 10.1. Схема внутренней подпрограммы Внутренняя подпрограмма выполняется, когда СЧПУ встречает код М97. При этом адрес Р указывает на номер кадра, к которому нужно перейти, то есть туда, где начинается внутренняя подпрограмма. Когда СЧПУ находит кадр с кодом окончания подпрограммы М99, то выполнение внутренней подпрограммызавершается и управление передается кадру главной программы, следующему за кадром, вызвавшим завершенную подпрограмму. 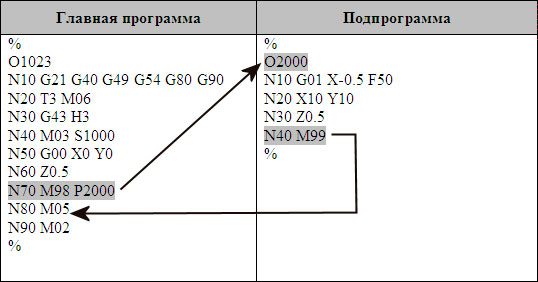 Рис. 10.2. Схема внешней подпрограммы Внешние подпрограммы работают похожим образом. Когда в главной программе встречается кадр с кодом М98, то вызывается подпрограмма с номером, установленным при помощи Р-адреса. При нахождении кода М99 управление возвращается главной программе, то есть выполняется кадр главной программы, следующий за кадром с М98. Учтите, что внешняя подпрограмма находится в отдельном файле. По сути, внешняя подпрограмма – это отдельная программа с индивидуальным номером, которая при желании может быть выполнена независимо от главной программы. Для вызова подпрограммы необходимо, чтобы она находилась в памяти СЧПУ. Пример УП с внутренней подпрограммой:
При помощи L-адреса определяется, сколько раз нужно вызвать ту или иную подпрограмму. Если подпрограмму нужно вызвать всего один раз, то L в кадре можно не указывать. М98 Р1000 L4 – подпрограмма будет вызвана 4 раза. Большим преимуществом от использования подпрограмм является возможность удобной и эффективной работы с программными массивами и шаблонами. Например, для обработки детали, изображенной на рис. 11.3, мы создадим главную программу и подпрограмму, и вы увидите, насколько удобнее и проще будет работать в этом случае. Итак, на рис. 10.3 изображена деталь с 4 группами отверстий диаметром 3 мм. Нулевой точкой является верхний левый угол детали. Сначала создадим главную программу, которая будет позиционировать инструмент к каждой группе отверстий. Затем напишем подпрограмму, необходимую для сверления 4 отверстий в одной группе. Учтите, что в подпрограмме используются относительные координаты, а смена инструмента и основные команды находятся в главной программе. 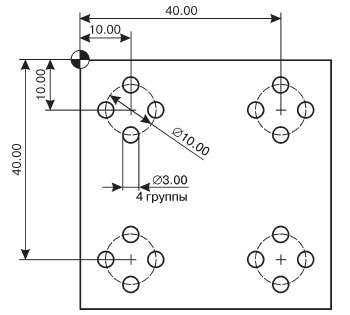 Рис. 10.3. Использование подпрограмм при обработке повторяющихся элементов позволяет уменьшить размер программы
|