Тепловозы 2ТЭМ 10М. I устройство тепловоза расположение оборудования
 Скачать 7.44 Mb. Скачать 7.44 Mb.
|

|
удельный расход топлива дизеля 10Д100 на номинальном режиме ниже, чем у своего прототипа 2Д100, и составляет 222 вместо 240 г/ (кВт • ч). Охлаждение надувочного воздуха и увеличение коэффициента избытка воздуха у дизеля 10Д100 обеспечили умеренную тепловую напряженность деталей цилиндро-поршневой группы. 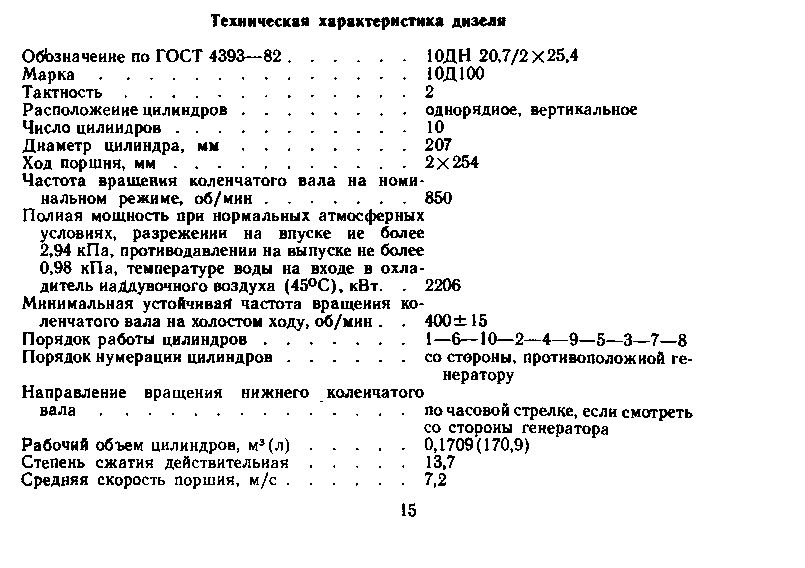 Максимальное давление сгорания не более, Рис. I. Расположение оборудования на тепловозе: 2 4.Конструкция основных сборочных единиц 15 6. Системы дизеля и устройства управления 52 15. Формирование характеристики тягового генератора 107 19.Двухмашинный агрегат А-706Б 123 Контакторы, реверсор, электропневматические вентили 145 Вентилятор охлаждения тяговых электродвигателей генератора 180 Система осушки сжатого воздуха 197 18Пневматическая система приборов управления и обслуживания 199 Песочная система 203 Фильтрация воздуха и средства пожаротушения 206 Кузов тепловоза 214 Кабина машиниста 216 Скоростемер и его привод 223 Колесные пары и буксы 231 Рессорное подвешивание 246 10Опорно-возвращающее устройство и устройство для передачи силы тяги 249 Рычажная передача тормоза тележки 252 Ресурс дизеля до первого капитального (заводского) ремонта, тыс. ч (тыс. км пробега) . . 36 (800) Ресурс дизеля до первой переборки, тыс. ч (тыс. км пробега) 8,0 (200) Система подачи топлива Удельная подача топлива при полной мощности и низшей теплотворной способности топлива 10 200 кДж/кг, г/(кВт • ч) 217+12 Топливо дизельное (ГОСТ 305—82) Угол опережения подачи топлива (геометрический), град поворота коленчатого вала . . 11 ± 1° до в. м. т. Топливоподкачивающий насос Тип шестеренный с внутренним за цеплением зубьев Подача топлива при 1350 об/мин, давлении нагнетания 0,35 МПа, разрежении на всасывании 13,3 кПа, м3/ч 1,62 Давление топлива, МПа 0,15—0,25 Привод электрический Топливный насос Тип плунжерный с постоянным ходом и регулировкой подачи топлива перепуском в конце нагнетания Рис. I. Расположение оборудования на тепловозе: 2 4.Конструкция основных сборочных единиц 15 6. Системы дизеля и устройства управления 52 15. Формирование характеристики тягового генератора 107 19.Двухмашинный агрегат А-706Б 123 Контакторы, реверсор, электропневматические вентили 145 Вентилятор охлаждения тяговых электродвигателей генератора 180 Система осушки сжатого воздуха 197 18Пневматическая система приборов управления и обслуживания 199 Песочная система 203 Фильтрация воздуха и средства пожаротушения 206 Кузов тепловоза 214 Кабина машиниста 216 Скоростемер и его привод 223 Колесные пары и буксы 231 Рессорное подвешивание 246 10Опорно-возвращающее устройство и устройство для передачи силы тяги 249 Рычажная передача тормоза тележки 252 Число форсунок 20 (по две на каждый цилиндр) Регулятор частоты вращения Тип всережимный центробежный не прямого действия с гидравлическим серводвигателем, изодромной обратной связью и автоматическим регулированием мощности Управление частотой вращения (числом оборотов) коленчатого вала дизеля электрогидравлическое Число ступеней рабочей частоты вращения . . 14 Тип регулятора предельной частоты вращения центробежный, выключает пода чу топлива при 940—980 об/мин Фильтр предварительной очистки топлива . щелевой с проволочной навивкой, щель 0,07 мм (сетчатый) Фильтр тонкой очистки топлива с бумажными элементами ФЭТО Система смазывания Тип циркуляционная *под давлением Удельный расход масла: на угар 0,8% номинального расхода топлива суммарный 1,7% номинального расхода топлива Масло моторное М14В2 по ТУ 38-101- 421-73 или М14Б по ТУ 38-101-264-72 Масляный насос шестеренный Максимальная подача масла насосом при 1510 Рис. I. Расположение оборудования на тепловозе: 2 4.Конструкция основных сборочных единиц 15 6. Системы дизеля и устройства управления 52 15. Формирование характеристики тягового генератора 107 19.Двухмашинный агрегат А-706Б 123 Контакторы, реверсор, электропневматические вентили 145 Вентилятор охлаждения тяговых электродвигателей генератора 180 Система осушки сжатого воздуха 197 18Пневматическая система приборов управления и обслуживания 199 Песочная система 203 Фильтрация воздуха и средства пожаротушения 206 Кузов тепловоза 214 Кабина машиниста 216 Скоростемер и его привод 223 Колесные пары и буксы 231 Рессорное подвешивание 246 10Опорно-возвращающее устройство и устройство для передачи силы тяги 249 Рычажная передача тормоза тележки 252 Маслопрокачивающий агрегат насос шестеренный с приводом от электродвигателя постоянного тока П-41 Фильтры масляные: тонкой очистки бумажный грубой очистки щелевой пластинчатый, щель 0,15 мм центробежный с гидравлическим приводом, частота вращения ротора 5000— 6000 об/мин Система охлаждения Тип водяная, принудительная Водяной насос центробежный Рис. I. Расположение оборудования на тепловозе: 2 4.Конструкция основных сборочных единиц 15 6. Системы дизеля и устройства управления 52 15. Формирование характеристики тягового генератора 107 19.Двухмашинный агрегат А-706Б 123 Контакторы, реверсор, электропневматические вентили 145 Вентилятор охлаждения тяговых электродвигателей генератора 180 Система осушки сжатого воздуха 197 18Пневматическая система приборов управления и обслуживания 199 Песочная система 203 Фильтрация воздуха и средства пожаротушения 206 Кузов тепловоза 214 Кабина машиниста 216 Скоростемер и его привод 223 Колесные пары и буксы 231 Рессорное подвешивание 246 10Опорно-возвращающее устройство и устройство для передачи силы тяги 249 Рычажная передача тормоза тележки 252 Система наддува дизеля Первая ступень два параллельно работающих турбокомпрессора ТК-34С, подача воздуха одним турбокомпрессором 3 кг/с, частота вращения ротора 18 000 об/мин Вторая ступень нагнетатель второй ступени, с приводом через редуктор от верхнего коленчатого вала, частота вращения ротора на номинальном режиме 8500 об/мин Установка и крепление дизель-генератора. Дизель-генератор установлен на четыре опорных платина, приваренных к раме тепловоза. Опорные поверхности рамы тепловоза, как правило, лежат в одной плоскости (допускается взаимное западание и выступание до 2 мм), поэтому необходима подгонка опорных поверхностей. Подшлифовкой добиваются такого положения, чтобы в пределах одного между ним и рамой дизеля не проходил щуп толщиной 0,05 мм. Для выполнения этого требования при установленном на опорные поверхности платиков дизель-генераторе замеряют зазоры между платиками и рамой дизеля и по результатам замеров подбирают наборы регулировочных прокладок. Толщина прокладок и их число могут быть: Толщина, мм 0,05 0,15 0,30 0,50 1,0 Число, шт. . 2 1 1 1 4 Набор регулировочных прокладок устанавливают не более чем под две опоры и толщина его не должна превышать 4 мм. После подгонки дизель-генератора по платикам и определения числа регулировочных прокладок его окончательно устанавливают и крепят. Дизель- генератор крепят четырьмя болтами 1 (рис. 8) и со стороны нагнетателя — двумя шпильками 14 с пружинами 12. Крепление концевой опоры шпильками с пружинами исключает передачу дополнительных напряжений, связанных с возникновением тепловых деформаций дизеля, а также динамических и статических деформаций рамы тепловоза. Пружины затягивают до высоты 182+1 мм. Каждая из них обеспечивает нажатие по 49 кН. После затяжки болтов и шпилек их шплинтуют. Под опоры генератора установлены пружины 18, затянутые до высоты 187+1 мм путем установки регулировочных прокладок 16 толщиной 1, 2, 3 и 15 мм. Прокладки приваривают к нажимной шайбе 17 и платику 15. Разгружающее усилие пружины равно 39 кН. Закрепив дизель-генератор, приваривают продольные и поперечные упоры, предотвращающие его смещение от различных сил, возникающих при работе тепловоза. Продольные упоры 10 приваривают в вырезе нижнего листа рамы дизеля вплотную к листам на специальных платиках рамы тепловоза. Для плотного прилегания между нижним листом рамы дизеля и упором  забивают регулировочные прокладки 5 и 9, которые по бокам приваривают к упору электросваркой. Поперечные упоры устанавливают на опорных платиках с зазором между нижним листом рамы дизеля и упором 0,1—0,5 мм Зазор необходим для того, чтобы во время теплового расширения дизеля не срезало упоры Зазоры, получающиеся между нижним листом рамы дизель-генератора и настильными листами рамы, закрывают заделкой 11
Коленчатые валы. На дизеле 10Д100 установлены два коленчатых вала — верхний и нижний, которые служат для преобразования возвратнр-поступа- тельного движения поршней во вращательное Кривошипы валов расположены через 36 ° в соответствии с порядком чередования вспышек в цилиндрах. От коленчатого вала через шестерни и торсионный вал получают вращение механизмы и узлы, обеспечивающие работу дизеля Как нижний, так и верхний валы (рис 9) одинаковы по своим размерам, а также конструкции шатунных и коренных шеек Верхний коленчатый вал в своей передней части имеет посадочное место для креплений шестерни 3 привода распределительных валов, а в противоположной — фланец 4 для крепления шли цевой втулки, передающей вращение нагнетателю воздуха второй ступени Передний конец нижнего коленчатого вала имеет посадочное место под антивибратор, предназначенный для гашения крутильных колебаний, а противоположный фланец для крепления пластинчатой муфты, соединяющей вал дизеля с валом генератора К фланцам нижнего и верхнего валов болтами прикреплены конические шестерни, входящие в зацепление с шестернями вертикальной передачи и воспринимающие вращающий момент, передаваемый через вертикальную передачу от верхнего коленчатого вала Как на верхнем, так и на нижнем коленчатых валах находится одиннадцать опорных, одна опорно-упорная и десять шатунных шеек Все шейки коленчатых валов 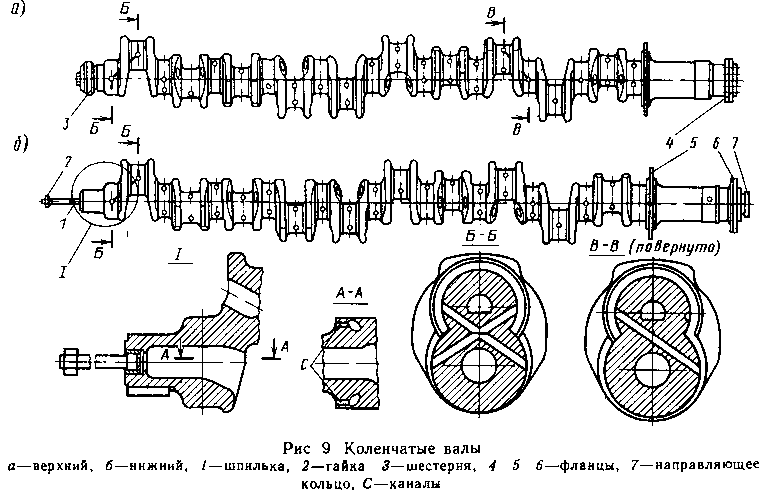  обработаны с большой точностью. Овальность и конусность шеек вала не должны превышать 0,02 мм у новых валов, а в эксплуатации — не более 0,09 мм. Бдение коренных шеек в новых валах допускается не более 0,05 мм. Галтели шеек всех коленчатых валов накатывают роликом усилием до 29 кН, что повышает усталостную прочность металла в 1,6— 1,8 раза. Валы проходят динамическую балансировку. Дисбаланс не должен превышать 0,6 Н • м. обработаны с большой точностью. Овальность и конусность шеек вала не должны превышать 0,02 мм у новых валов, а в эксплуатации — не более 0,09 мм. Бдение коренных шеек в новых валах допускается не более 0,05 мм. Галтели шеек всех коленчатых валов накатывают роликом усилием до 29 кН, что повышает усталостную прочность металла в 1,6— 1,8 раза. Валы проходят динамическую балансировку. Дисбаланс не должен превышать 0,6 Н • м.К коренным шейкам валов масло поступает через коренные подшипники, к которым оно подводится по трубкам от основной масляной магистрали дизеля. На шатунные шейки масло подается от коренных подшипников по двум косым каналам, чтобы обеспечить непрерывную подачу масла через шатун для охлаждения поршня. В передней части нижнего коленчатого вала на специальном хвостовике смонтирован антивибратор и закреплен на валу при помощи шпильки 1 и гайки 2, а на фланце противоположного конца вала — муфта привода генератора. От двух косых маслоподводящих каналов в 1-й коренной шейке нижнего коленчатого вала через каналы С масло подводится для смазывания антивибратора. На хвостовик заднего конца нижнего вала напрессовано стальное цементированное направляющее кольцо 7, по которому центрируется вал генератора. Вертикальная передача. Вертикальная передача (рис. 10) состоит из двух малых конических шестерен
Малые конические шестерни посажены на шпонках на нижний и верхний вертикальные валы. Нижний вертикальный вал выполнен пустотелым и вращается в роликовом 25 и двух радиально-упорных шариковых подшипниках 24. Верхний вертикальный вал 14 вращается в таких же подшипниках
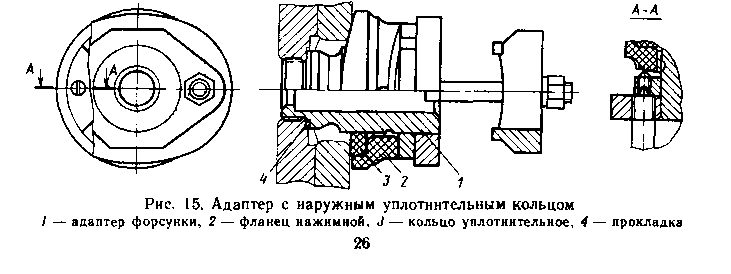
Под фланцы крепления корпусов и к блоку двигателя ставят стальные прокладки 12 для регулировки бокового зазора между зубьями шестерен. Торсионный вал 3 своими нижним и верхним концами соединен со шлицевыми частями нижнего вала и верхней шлицевой втулкой 22 вертикального вала. В свою очередь шлицевая муфта 21 болтами присоединена к ступице 18, посаженной на шпонке на конусную часть верхнего вертикального вала и закрепленной на нем гайкой со стопорной планкой. Осевое перемещение торсионного вала ограничено гайками 20 и 27. Для предотвращения ослабления гайки 20 она контрится четырьмя болтами, проходящими через канал в шлицевой втулке 22. К шариковым подшипникам нижнего вертикального вала масло из масляной магистрали дизеля подводится через угольник, ввернутый во фланец 23. К роликовым подшипникам 25 поступает масло, стекающее из шариковых подшипников. Нижняя пара шестерен смазывается струями масла, выходящего из сопел с калиброванными отверстиями. Сопла трубки соединены с нижним масляным коллектором двигателя. Верхняя пара шестерен смазывается струями масла из сопел, которые маслопроводом соединены с верхним масляным коллектором двигателя. Для осмотра вертикальной передачи предусмотрены крышки боковых люков с обеих сторон отсека вертикальной передачи блока. Техническое состояние вертикальной передачи в значительной степени определяет работу дизеля. Опыт эксплуатации показал, что в период гарантийной работы дизеля вертикальная передача, как правило, работает надежно. Чтобы предупредить 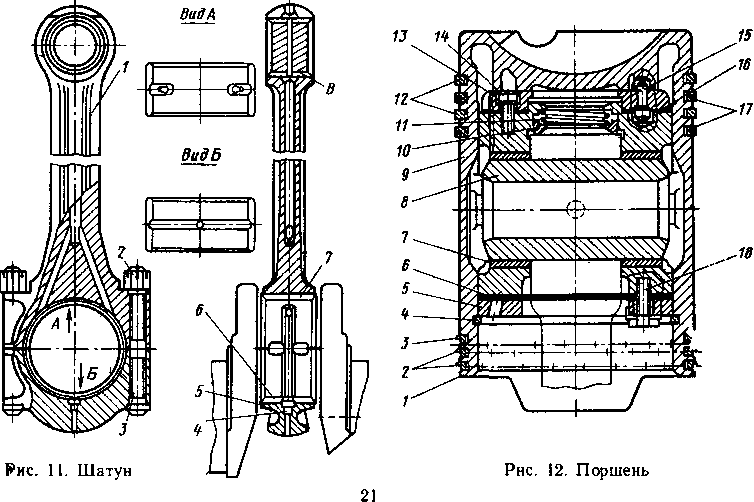 выход из строя деталей вертикальной передачи, необходимо соблюдать условия ее эксплуатации Предупредить появление высоких динамических нагрузок на детали можно, если не допускать длительной работы дизеля с отключенными топливными насосами, особенно двух в одном цилиндре либо по одному в двух цилиндрах, обеспечивать равномерную подачу' топлива в цилиндры всеми топливными насосами, следить за системой фильтрации топлива, исключая случаи заклинивания плунжерных пар Для предупреждения гидравлических ударов резких хлопков при пуске дизеля необходимо обеспечить строгое выполнение требований правил эксплуатации по обязательному коленчатого вала дизеля на несколько оборотов после каждой его остановки На каждом техническом обслуживании проверять крепление корпусов вертикальной передачи к платикам блока При текущих ремонтах Следить, чтобы разность максимального давления газов в цилиндрах не была сверх заданных пределов и обеспечивать требуемую равномерность подачи топлива топливными насосами, обеспечивать установку размера «I, 4» (от осн форсуночных отверстий до головки нижнего поршня в положении в м т) с разбросом не более 0,2—0,3 мм (на тепловозах последних выпусков «3, 4»), осматривать состояние деталей вертикальной передачи и при необходимости ремонтировать их, особое внимание обращать на выполнение требований по состоянию распорной втулки, качества ее стопорення, правильности регулировки комплекта радиальноопорных подшипников и качества центровки шлицевой втулки относительно осн вращения верхнего вала При обнаружении ослабления затяжки гайки крепления внутренних колец подшипникови осевом разбеге валов необходимо передачу разобрать и отремонтировать ее Нельзя допускать устранения этого дефекта дополнительной затяжкой гайка — признак проворота распорной втулки, износа ее опорных торцов и разрегулировки опорно-упорного узла При ремонте следует обратить особое внимание на параллельность опорных торцовых поверхностей распорной втулки При ее восстановлении необходимо обеспечить непараллельность ие более 0,03 мм При проверке центровки шлицевой втулки биение зубьев по делительной окружности не должно превышать 0,08 мм Шатуны. Нижний и верхний шатуны дизеля одинаковы по конструкции и отличаются только длиной стержня: нижний шатун длиннее верхнего. Шатуны изготовлены из стали 40ХФА Стержень 1 шатуна (рис 11) двутаврового сечения. В средней его части для прохода масла от нижней головки к верхней просверлены продольный и два косых канала. В верхнюю головку шатуна запрессована втулка S, состоящая из двух неразъемных частей — наружной стальной и внутренней бронзовой. На наружной поверхности бронзовой втулки для подвода масла к поршневому пальцу имеется кольцевая канавка и восемь радиальных отверстий. Для улучшения распределения масла внутренняя поверхность бронзовой втулки имеет по всей опорной поверхности винтовые канавки. Шаровая поверхность верхней головки шатуна притерта совместно с ползушкой поршня. Нижняя головка шатуна разъемная. Крышка 5 прикреплена двумя шатунными болтами 3 с корончатыми гайками 2. Шатунные болты из стали 20ХНЗА имеют в средней части пояски для центровки шатуна и крышки. На цилиндрической поверхности головки шатунного болта имеется лыска, препятствующая проворачиванию болта при затяжке гайки. Нижняя головка шатуна растачивается вместе с крышкой. В нижней головке шатуна установлены бронзовые вкладыши б и 7, залитые баббитом. Нерабочая половинка подшипника имеет в середине канавку. Рабочая половинка вкладыша выполнена бесканавочной, чтобы в зоне максимальных нагрузок подшипник не был ослаблен канавкой. Для подвода масла к верхней головке шатуна и охлаждения поршня с обеих сторон вкладыша имеются канавки и косые каналы, совпадающие с соответствующими косыми каналами в шатуне. Штифт 4 на нерабочей половинке вкладыша служит для фиксации его от проворачивания. Поршень. Основная часть поршня — стакан 1 (рис. 12) представляет собой отливку из специального чугуна. Он имеет донышко чечевичной формы. На внутренней поверхности имеются концентричные незамкнутые кольцевые ребра, образующие каналы для прохода охлаждающего масла. Этими ребрами поршень опирается на вставку. Наружное кольцевое ребро соединено с цилиндрической частью поршня восемью радиальными ребрами жесткости. На внутренней поверхности поршня выполнены расточки для центровки опорных плит и вставки, а также кольцевая канавка для установки стопорного кольца. На наружной поверхности поршня в верхней части (со стороны головки) выполнены четыре канавки, а в нижней части три канавки для установки уплотнительных и маслогонных поршневых колец. Наружная поверхность поршня имеет специальный профиль, состоящий из цилиндрической части и двух конических поверхностей (с различными углами конуса). Такая форма поршня в сочетании с антифрикционным покрытием (кадмием) обеспечивает хорошую приработку его к зеркалу цилиндровой втулки. Верхняя часть поршня — головка' (выше первого кольца) имеет жаростойкое хромовое покрытие. Поршень торцовыми поверхностями кольцевых ребер опирается на стальную опорную плиту 13, которая в свою очередь лежит на вставке. Вставка 9 отлита из чугуна. Центрируется в поршне по двум поясам: вверху — по расточке в верхней опорной плите, внизу — в нижней расточке поршня. В выполненных отверстиях перпендикулярно оси поршня запрессовываются бронзовые втулки 7, являющиеся опорой для поршневого пальца 8. В вертикальной расточке вставки установлена ползушка 10 с пружиной 11. Вставка в сборе с плитами 5 и 13 и регулировочными прокладками вставлена в поршень и зафиксирована стопорным кольцом 4. Верхняя плита 13 крепится к вставке винтами 14 и имеет запрессованный ступенчатый штифт 15, который фиксирует поршень, плиту и вставку в определенном положении. Под верхней плитой установлены прокладки 16 для регулировки величины камеры сжатия. Нижняя плита 5 крепится к вставке двумя болтами 18, а для регулировки зазоров между плитой и стопорным кольцом 4 применяют прокладки 6. Поршневой палец — стальной, цементированный, пустотелый, плавающего типа — установлен с зазорами во втулках, во время работы проворачивается. Осевое смещение пальца ограничивается специальными приливами на внутренней поверхности юбки. В канавках верхней части поршня установлены четыре уплотнительных кольца, из которых два 12— первое (сверху) и третье — изготовлены из высокопрочного чугуна с хромированием наружной цилиндрической поверхности. На этой поверхности выполнены маслоудерживающие канавки и поверхность имеет медь-дисульфидмолибденовое приработочное покрытие. Два других уплотнительных кольца 17 (второе и четвертое) изготовлены из специального антифрикционного чугуна, имеют запрессованные из фосфористой бронзы вставки и покрыты оловом для улучшения приработки. В канавках нижней части поршня установлены три маслосгонных кольца 2 и 3, которые, как и уплотнительные кольца 17, изготовлены из специального антифрикционного чугуна, имеют также покрытие оловом для лучшей приработки. Первое (со стороны головки поршня) маслосгонное кольцо 3 не имеет прорезей, а остальные два маслосгонных кольца 2 имею? прорези для прохода масла. Масло стекает через отверстия в канавках. Поршень и его головку охлаждают маслом для снижения температурного напряжения. Масло в поршень поступает по каналам в шатуне через ползушку, которая уплотняет сочленение поршень — верхняя головка шатуна. Затем масло попадает в полость между головкой поршня и верхней плитой, охлаждая донышко поршня и зону уплотнительных колец. Масло из каналов масляного охлаждения выходит через вырез в плите и во вставке, попадает в полость между поршнем и вставкой, обеспечивая смазывание подшипников поршневого пальца. Затем масло стекает в картер из нижнего поршня через два отверстия во вставке, из верхнего поршня масло выбрасывается инерционными силами через сливной канал во вставке и в нижней плите. По конструктивному исполнению верхний и нижний поршни принципиально одинаковы, однако не взаимозаменяемы. Они отличаются зеркальным расположением камеры сгорания в днище и наличием на нижнем поршне местных удлинений юбки. Кроме того, на верхних поршнях установлено только по одному хромированному уплотнительному кольцу в первой канавке поршня. Остальные три уплотнительных кольца — с бронзовыми вставками. Втулка цилиндра. Внутренняя поверхность втулки 4 (рис. 13), отлитой из чугуна, хонингована, а затем для предохранения от коррозии и улучшения приработки поршневых колец фосфатирована. Втулка опирается на лапы, расположенные в ее верхней части, и крепится к листу блока дизеля. Верхняя часть втулки, имеющая продувочные окна А, расположена внутри продувочного ресивера и уплотнена в нем резиновыми кольцами 3 и 5. Продувочные окна Л (16 окон) расположены равномерно по окружности втулки и направлены так, что продувочный воздух, поступающий в цилиндр, получает вращательное вихревое движение, что способствует улучшению процесса смесеобразования. Средняя часть втулки с наружной стороны имеет продольные ребра, придающие ей жесткость, и три отверстия — два В для адаптеров 2 форсунок и одно для адаптера индикаторного крана. На среднюю часть посажена рубашка 7, уплотненная резиновыми кольцами 6 в верхней и 8 в нижней частях. Рубашка 7 образует совместно со средней частью втулки полость, через которую циркулирует охлаждающая вода. Вода поступает через отверстие Г, а отводится через отверстие Б. Стальная рубашка напрессована на втулку цилиндра слатягом 0,02—0,05 мм для того, чтобы в процессе работы дизеля она воспринимала нагрузки, вызываемые давлением газов в цилиндре дизеля, разгружая втулку. В рубашке также имеются три отверстия для адаптеров форсунок и индикаторного крана. Втулка цилиндра и рубашка испытывают большие усилия, так как в них возникают высокие циклические напряжения от давления газов при работе дизеля. При этом необходимо еще учесть, что во внутренней полости между рубашкой и цилиндровой втулкой циркулирует вода, обладающая коррозионным действием. Таким образом, рубашка цилиндра особенно в месте расположения адаптерных отверстий, являющихся местом концентрации напряжений, подвергается циклически повторяющимся переменным нагрузкам и одновременно коррозионному воздействию охлаждающей воды. Опытами было установлено, что при этих условиях усталостная прочность рубашки резко падает и в зоне адаптерных отверстий возникают трещины. Чтобы повысить усталостную прочность, внутреннюю и наружную поверхности рубашки в средней ее части обкатывают роликами. Такую же обработку выполняют на цилиндрических поверхностях и сопрягаемых радиусах отверстий в рубашке под адаптеры. Для уменьшения коррозионного воздействия воды зону вокруг адаптерных отверстий покрывают специальным составом (трехслойное покрытие). В эксплуатации и при ремонтах необходимо следить за качеством покрытия и в случае нарушения восстанавливать его. На коррозионное воздействие основное влияние оказывает качество охлаждающей воды, которая должна содержать антикоррозионные присадки и приготавливаться строго в соответствии с руководством по эксплуатации. На дизелях последних выпусков устанавливают цилиндровые втулки улучшенной конструкции, отличающиеся от ранее выпускаемых следующим: бонки под адаптерные отверстия усилены дополнительными ребрами и приливами; в адаптере индикаторного крана увеличена поверхность охлаждения в зоне резинового кольца; нижний пояс уплотнения рубашки с втулкой цилиндра вместо натяга имеет зазор 0,14—0,216 мм; рубашка цилиндра при запрессовке на втулку установлена на клее ГЭН-1,50. Все эти изменения привели к повышению предела выносливости в зонеадаптерного отверстия, улучшению охлаждения адэптера и резинового уплотнения его, уменьшению задирообразования на зеркале втулки, повышению надежности уплотнения между втулкой и рубашкой цилиндра. В нижней части втулки имеются выпускные окна Д, находящиеся на диаметрально противоположных сторонах (по пять окон на каждой стороне). Отработавшие газы отводятся через окна Д в выпускную коробку 1. Между втулкой и выпускной коробкой поставлены уплотнительные кольца 9, 10,и 11. Во внутренней полости выпускной коробки также циркулирует вода, одновременно охлаждающая (через стенку выпускной коробки) и нижнюю часть втулки. При работе дизеля внутренняя поверхность втулки смазывается масляным туманом, образующимся при разбрызгивании масла вращающимися частями дизеля. Нарушение герметичности. В практике эксплуатации тепловозных дизелей 10Д100 отмечены случаи потери герметичности и, как следствие, попадание воды в масло системы смазывания дизеля через: места подвода охлаждающей жидкости от выпускного коллектора к втулкам цилиндров из-за неправильной установки переходников Д 100.21. 116сб-1, а также из-за применения уплотнительных колец, изготавливаемых заводами резинотехнических изделий из резины низкого качества; 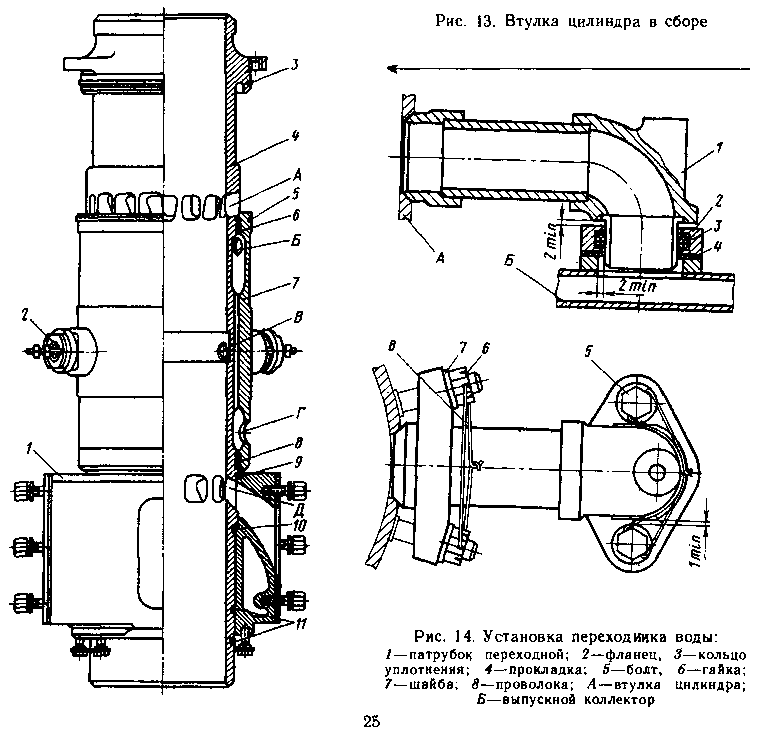 уплотнение между втулкой и рубашкой из-за некачественного состояния резиновых уплотнительных колец либо неправильного их монтажа (резиновые кольца при монтаже скручены); уплотнение между корпусами адаптеров и рубашкой втулки цилиндра. Дизели 10Д100 первых выпусков имели адаптерный узел с наружным уплотнительным кольцом, которое работало вполне удовлетворительно, хотя обладало и недостатком — сила затяжки резинового кольца не ограничивалась и при затяжке его сверх допустимых для резины норм происходила деформация кольца, интенсивное старение резины с последующим образованием течи. Чтобы повысить герметичность водяной системы дизеля по местам подвода охлаждающей жидкости к втулке цилиндров, введено улучшенное уплотнение (рнс. 14), которое в отличие от ранее применявшегося менее чувствительно к несносности переходных патрубков с отверстиями для подвода воды в рубашках втулок цилиндров. Это достигается тем, что в новой конструкции вместо жесткого крепления патрубка к фланцу коллектора введено гибкое (телескопическое) соединение, позволяющее выставлять патрубок сооснос отверстием в рубашке, а соединение рубашки с переходным патрубком представляет собой бронзовый сферический наконечник, прижимаемый флаицем к конической поверхности рубашки втулки. В уплотнении между рубашкой и втулкой цилиндров изменено качество применяемой резины. Для резины 9831 допускаемая температура деталей, соприкасающихся с ней, должна быть ие выше 130 “С. Учитывая, что в месте соединения рубашки с втулкой над выпускными окнами рубашка может иметь н более высокую температуру, все резиновые кольца уплотнения между рубашкой и втулкой изготавливают из более температуры резины ИРП-1287, допускающей работу с соприкасающимися деталями, имеющими температуру до 200 °С. В эксплуатации при рубашек необходимо следить за качеством сборки резиновых колец, нельзя допускать в канавках, что приводит к течам. Разработана конструкция и ведутся работы по внедрению нового адаптерного уплотнения (рис. 15), которое выполнено с наружным уплотнительным кольцом. Но в отличие от адаптеров, ранее выпускавшихся с наружным кольцом, оно имеет ряд совершенствований: фланец выполнен из теплостойкого пластика — пресс-материала АГ-4С вместо стали (температура в месте контакта с резииой снижена примерно на 35—40 °С); ограничена сила затяжки резинового уплотнительного кольца, что повышает срок службы резины; резиновое уплотнительное кольцо выполнено из теплостойкой резины ИРП-1287. Эти мероприятия обеспечат надежную работу адаптерного уплотнительного узла. Предупреждение задиров поршней и цилиндровых втулок. Цилиндровая мощность дизеля 1 ОД 100 в полтора раза больше, чем дизеля 2Д100. Вследствие этого силы, действующие на детали цилиндро-порщневой группы, и их температурное состояние выше, чем у дизеля 2ДЮ0. Эти обстоятельства накладывают более жесткие требования к качеству регулировки дизеля 1 ОД 100, его ремонту и обслуживанию, качеству деталей, устанавливаемых на дизель в процессе эксплуатации и ремонта. Если эти факторы не соблюдаются, в условиях эксплуатации могут возникнуть неисправности деталей цилиндро-поршневой группы и в первую очередь задиры поршней и втулок. Поршни, имеющие повреждения оловянного (кадмиевого) покрытия на юбке и третьей перемычке, необходимо заново покрыть слоем олова (кадмия) толщиной
 повреждений. Следует помнить, что поршни без оловянного (кадмиевого) покрытия не могут обеспечить надежной работы дизеля. Очистка наружной поверхности юбки поршня и перемычек между канавками колец косточковой крошкой недопустима, так как при таком способе слой оловянного покрытия разрыхляется или вовсе снимается и теряет сцепление с чугунной основой поршня. Наружную поверхность поршня очищают волосяными щетками после его проварки в ванне. При установке на двигатель поршней контролируют шероховатость обработки поверхности юбки. Поршни с видимыми кольцевыми рисками от механической обработки на двигатель не ставят. У компрессионных поршневых колец проверяют по всей окружности высоту выступания бронзового пояска. Если бронзовый поясок не выступает над поверхностью, кольцо бракуют. Хромированные кольца бронзовых поясков не имеют, и пригодность их к постановке определяется отсутствием поперечных видимых рисок. Чтобы предупредить появление задиров поршней и цилиндровых втулок, необходимо ие допускать обезличенного ремонта деталей цилиндро-поршневой группы. До плановой выемки поршней при первом ТР-2 пробег тепловоза равен примерно 200 тыс. км. При этом пробеге детали цилиндро-поршневой группы имеют наилучшую взаимную приработку. Поэтому поршни, их вставки, поршневые пальцы и шатуны, пригодные для дальнейшей эксплуатации, после очистки и ремонта должны устанавливаться в те же цилиндры и на те же места, где они работали раньше. Втулки цилиндров следует ставить в блок на прежние места. При демонтаже втулок цилиндров во время ремонта прежде всего необходимо контрольно установить их без уплотнительных резиновых колец. Втулка должна свободно устанавливаться в блок под действием собственного веса. А если она не устанавливается на место, то это свидетельствует о нарушении геометрии сопрягаемых поверхностей. Поэтому необходимо проверить диаметры втулки, блока и выпускной коробки по посадочным местам и установки выпускной коробки и выпускного коллектора относительно расточек в блоке. Установка втулки с усилием не допускается. Если необходимо подтянуть болт крепления выпускных коллекторов и выпускных коробок при демонтаже втулки, эту операцию выполняют до проверки ее установки. Когда затяжку болтов крепления выпускных коробок и коллекторов контролируют в цилиндрах, втулки которых не подлежат демонтажу, следует замерить диаметр нижней части зеркала втулки до и после затяжки болтов. При этом изменение размеров зеркала в одних и тех же местах не должно быть более 0,02 мм, что и свидетельствует об отсутствии деформации втулки. Чтобы не допустить повреждения боковых поверхностей поршня инструментом, снимающим нагар при очистке выпускных и продувочных окон на техническом обслуживании и текущем ремонте, поршни должны находиться в наружных мертвых точках При этом принимают меры, предупреждающие попадание нагара внутрь цилиндра. При текущих ремонтах после очистки окон от нагара рекомендуется кромки окон втулок цилиндров со стороны зеркала полировать войлочным кругом. При установке в двигатель ранее работавших втулок осматривают состояние зеркала. При незначительных рисках и натирах поврежденные места полируют войлочным кругом Не следует выпускать из ремонтов двигатели с втулками, имеющими износ более 0,5 мм и овальность свыше 0,3 мм. Кольца на поршень надевают только приспособлением, обеспечивающим развод замка не более 55 мм. Если на двигателе заменен поршень или втулка, производится его обкатка согласно Правилам деповского ремонта тепловозов типа ТЭ10. При реостатных испытаниях тщательно проверяют регулировку дизеля При этом температура выпускных газов не должна превышать 400 °С при температуре окружающего воздуха + 20 °С и не более 430 °С при +40 °С. Поршневые кольца и поршни осматривают через лючки выпускного коллектора: после реостатных испытаний двигателя при текущих ремонтах; после обкатки двигателя; на первом техническом обслуживании после очередного текущего ремонта либо после замены поршня или втулки. Нижние поршни, на которых при осмотре через лючки выявлено повреждение юбки или третьей перемычки (местное отсутствие оловянного покрытия, отслаивание его от чугунной основы, грубые риски и забоины), снимают с двигателя, зачищают места повреждений и вновь покрывают оловом, а затем устанавливают на свои места Поршни, у которых компрессионные кольца имеют неудовлетворительную приработку или повреждение, также подлежат выемке для замены колец. Наряду с изложенным одной из важнейших причин возникновения задиров поршней и втулок является нарушение температурного состояния деталей цилиндропоршневой группы, особенно перегрев втулки цилиндра в зоне расположения перемычек окон, что приводит к деформации втулки (над перемычками), выгоранию слоя смазки В связи с этим необходимо не допускать: температуры выпускных газов- свыше допустимой, перегрева охлаждающей воды свыше 92—95 °С, масла — свыше 85 °С; работы дизеля под нагрузкой при температуре воды и масла ниже -h40 °С, резкой остановки дизеля (кроме аварийных случаев), так как в этом случае происходит быстрый рост температуры воды (до кипячения) Перед остановкой необходимо проработать на холостом ходу, пока температура воды и масла снизится до 50—60 °С Правильная регулировка дизеля, исправное состояние топливной аппаратуры, обеспечение нормальных температур охлаждающей воды в сочетании с перечисленными рекомендациями по ремонту являются определяющими факторами по обеспечению надежной работы деталей цилиндропоршневой группы Нагнетатель второй |