практика. Информация о предприятии 4
 Скачать 2.39 Mb. Скачать 2.39 Mb.
|

3.3 Технологический процесс приготовления шихтыОписание процесса Проектом предусмотрено приготовление шихты в дозировочно-смесительном отделении на одной весовой линии. Составление шихты ведется согласно рецепта, выданного Технологическим отделом Основной рецепт шихты для получения стекла заданного состава, рассчитывается главным технологом на основании текущего хим. состава сырьевых материалов и может изменятся в зависимости от выпускаемого ассортимента продукции, используемых типов и марок сырьевых материалов, изменение хим. состава сырьевых материалов, изменении заданного хим. состава стекла и т.п.Количество стеклобоя (соотношение шихта:с/б) устанавливается технологом в пределах от 0 до 100% исходя из производственных условий в конкретный момент времени. Процент распыла и улетучивания щелочей и других компонентов устанавливается главным технологом. Основной рецепт шихты рассчитывается в соответствии с заданным составом стекла, который может изменяться в зависимости о потребностях производства в пределах, установленных в ГОСТ 52022 – 2003. Ниже приведены базовые составы стекол на момент составления регламента. Примерный рецепт шихты для варки стекла приведён в таблице 3.3.1 Таблица 3.3.1 – Рецепт шихты
ЦЗЛ вносит корректировку в основной рецепт шихты, учитывая влажность отдельных сырьевых материалов. 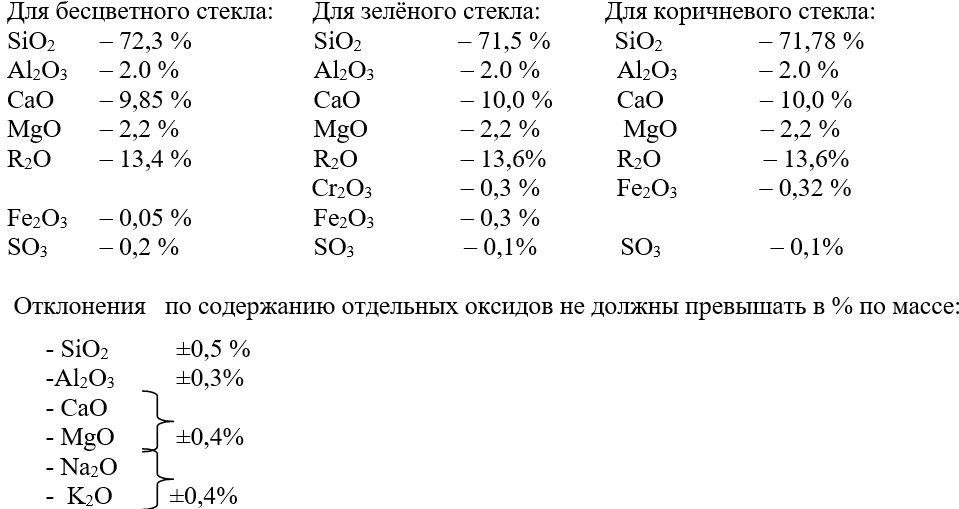 Для приготовления шихты используются подготовленные сырьевые материалы. Для приготовления шихты используются подготовленные сырьевые материалы.Взвешенные сырьевые материалы подаются в смеситель для смешивания. Контроль время смешивания осуществляется в автоматическом режиме. Увлажнение шихты производится непосредственно в смесителе. Готовая шихта транспортируется непосредственно в бункера загрузчиков шихты стекловаренных печей. Характеристика оборудования Для взвешивания сырьевых материалов используют автоматические весовые дозаторы, характеристики которых приведены в таблице 4.4.2 Таблица 3.3.2 – Характеристики сырьевых материалов
При неисправностях автоматики допускается работа весовой линии в ручном режиме. Для сборки и подачи в смеситель отдозированных компонентов используется конвейер сборочный ленточный желобчатый закрытый. Для подачи шихты в нужный смеситель применяется развилочный сброс. Дозировочно-смесительная линия оснащена двумя смесителями ТНZ-4500, которые работают по программе ПЭВМ. Увлажнение шихты производится в смесителе автоматически, путем распыления воды через специальные форсунки. Для транспортирования готовой шихты к стекловаренным печам используют ленточные конвейера и элеваторы ленточные ковшовые. Параметры приготовления и технические требования к шихте Готовая шихта должна быть однородной без комков и инородных примесей. Шихта должна иметь определенную влажность. Для увлажнения шихты используется вода с температурой не менее 30 - 50 0С. Объем воды для увлажнения составляет 2,5 – 4,5 % от массы, загруженного в смеситель сырья. Оптимальное время смешивания увлажненной шихты в смесителе определяется по результатам однородности шихты определенных заводской лабораторией. Время смешивания увлажненной шихты 1-2 минуты. Контроль времени смешивания осуществляется в автоматическом режиме. Размер зерен шихты должен находиться в пределах 0,1 – 3,2 мм. Рекомендуемый размер кусков стеклобоя - не более 60 мм. Такие параметры как количество воды на увлажнение и время смешивания определяются главным технологом. Отклонение процентного состава контролируемых проб шихты от заданного рецепта не должна превышать 1 % для контролируемых компонентов: нерастворимый остатков воде, нерастворимый остаток в HCl, сода, сумма карбонатов кальция и магния. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||