ремонт работы. ремонтные работы2. Інструкційна карта Зварювання балки
 Скачать 1.22 Mb. Скачать 1.22 Mb.
|

|
Тема17.Зварювання конструкцій на автоматичних та напівавтоматичних машинах під флюсом і в захисних газах Тема уроку.Зварювання кутових швів у човник і похилим електродом Інструкційна карта « Зварювання пластин угловим з,єднанням зі Сталі 10 товщиною 5 мм у нижньому положенні» №
Оборудование, материалы и вспомогательные средства: 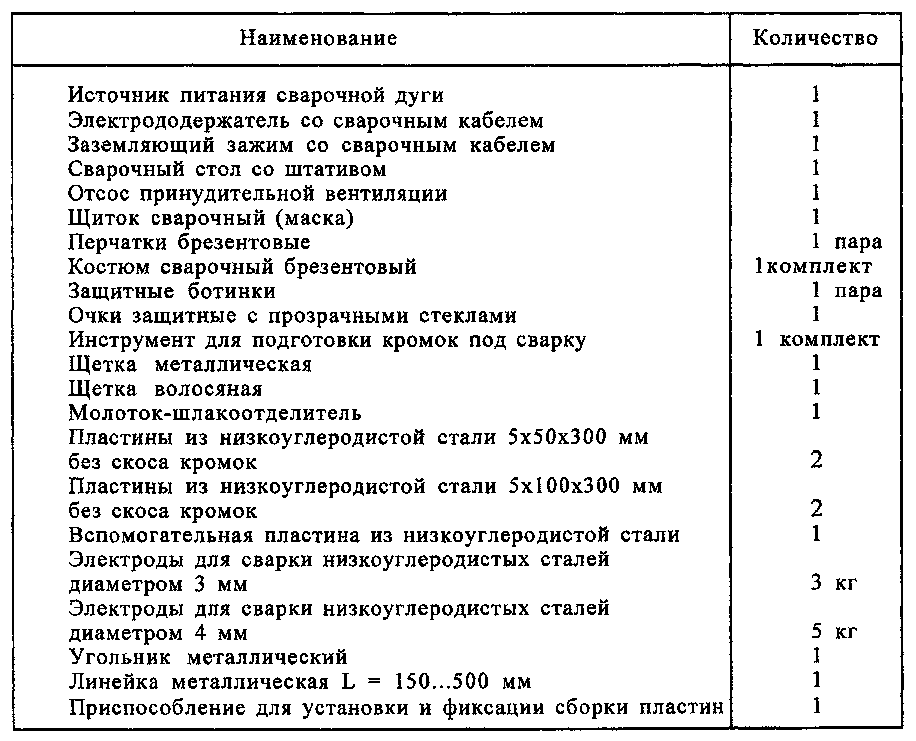 1. Подготовка к сварке  - Выберите средства индивидуальной защиты: комплект спецодежды, защитную маску или щиток, светофильтры, очки с простыми стеклами. - Организуйте рабочее место сварщика, руководствуясь Учебным элементом "Подготовка к работе и обслуживание рабочего места электросварщика". 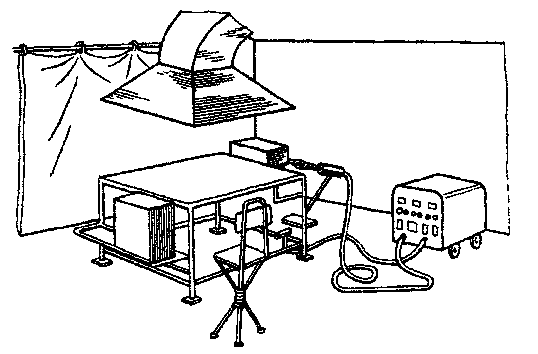 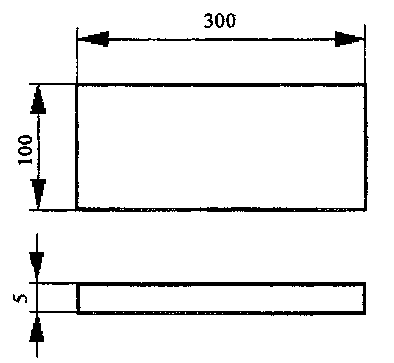 - Выберите 2 пластины без разделки кромок из низкоуглеродистой стали размерами 100 х 300 мм и толщиной 5 мм. - 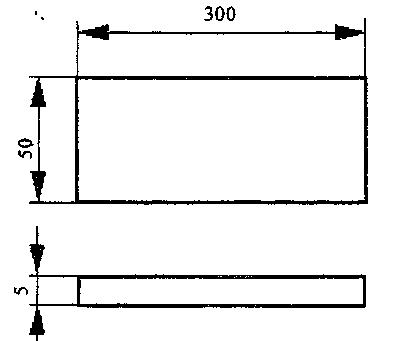 Выберите 2 пластины без разделки кромок из низкоуглеродистой стали размерами 50 х 300 мм и толщиной 5 мм. Выберите 2 пластины без разделки кромок из низкоуглеродистой стали размерами 50 х 300 мм и толщиной 5 мм.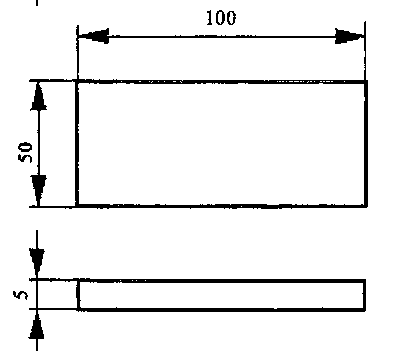 - Выберите вспомогательную пластину из низкоуглеродистой стали размерами 100 х 50 мм толщиной 5 мм.  - Подготовьте кромки пластин под сварку, руководствуясь Учебным элементом "Подготовка кромок под сварку". 3. Сварка узким швом в нижнем положении 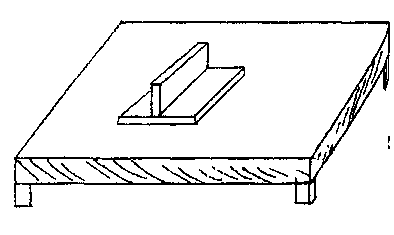 - Установите сборку на плиту стола сварщика в удобное для Вас место. - Установите сборку на плиту стола сварщика в удобное для Вас место. 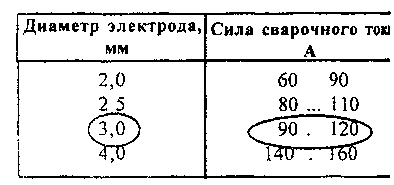 - Выберите электроды УОНИ 13/45 диаметром 3 мм и режим сварки, пользуясь рекомендациями приведенной таблицы. Iсв= 110 ± 10 А Установите выбранное значение сварочного тока на источнике питания. - Закрепите электрод 3 мм в зажиме электрододержателя, включить вытяжку, включите источник питания сварочной дуги, опустите маску произведите опробование и настройку сварочного тока на вспомогательной пластине, используя ранее приобретенные навыки. 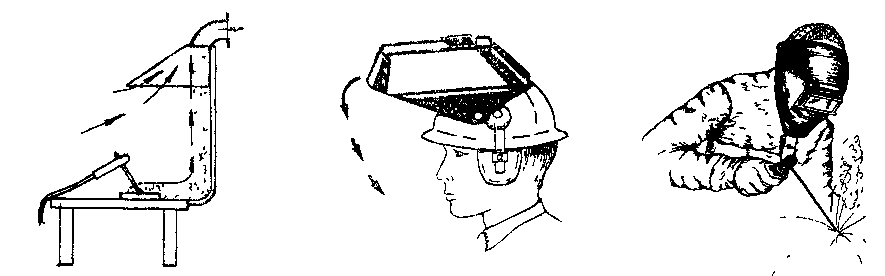 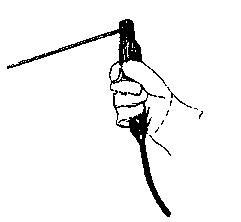 -Возьмите новый электрод УОНИ 13/45 диаметром 3,0 мм и закрепите его в зажиме электрододержателя -Возьмите новый электрод УОНИ 13/45 диаметром 3,0 мм и закрепите его в зажиме электрододержателя 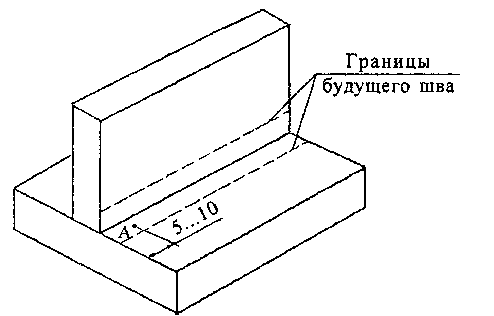 - Возбудите сварочную дугу на горизонтальной поверхности в зоне будущего шва в точке "А", отступив от края сборки 5... 10 мм . 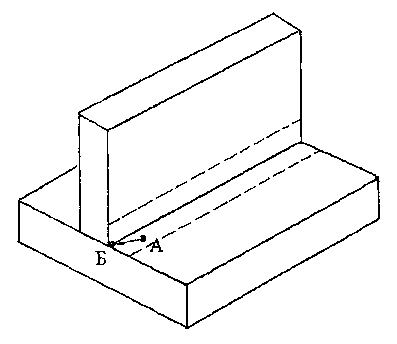 - Плавно переместите дугу к самому краю сборки в точку "В" и начните сварку. - Плавно переместите дугу к самому краю сборки в точку "В" и начните сварку. 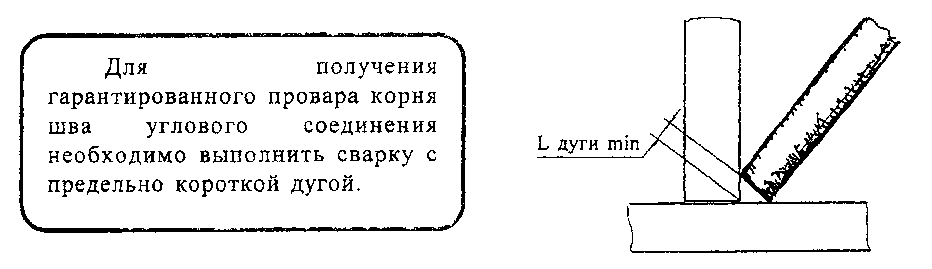 - Установите электрод под углом 45° к вертикальной плоскости и наклоните его на 15...30° в сторону направления сварки. Старайтесь держать дугу как можно короче. Ведите электрод по несваренным кромкам. 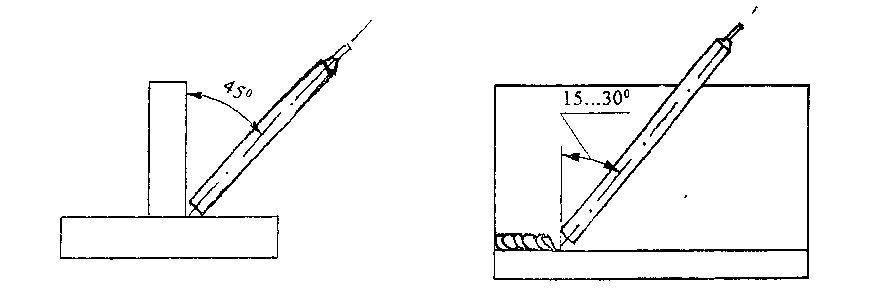 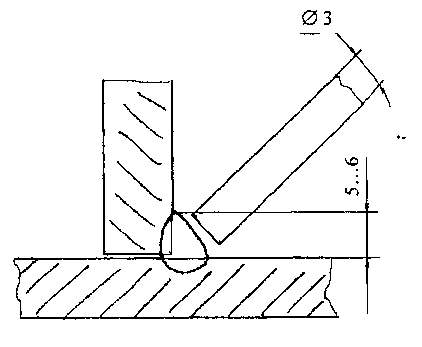 - Не делайте поперечных колебательных движений. При правильно выбранной скорости сварки ширина шва должна быть на 2...3 мм больше диаметра электрода. - Производите замену электродов с заваркой кратера, используя ранее приобретенные навыки. 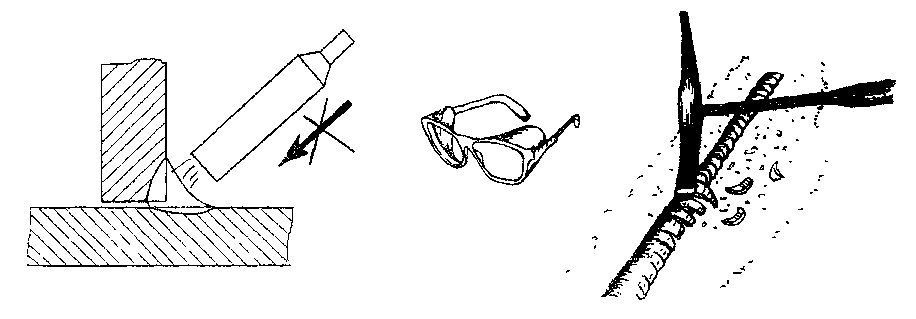 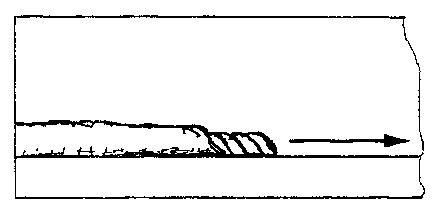 - Сварку выполните по всей длине стыка напроход. Закончите проход. - Сварку выполните по всей длине стыка напроход. Закончите проход.- 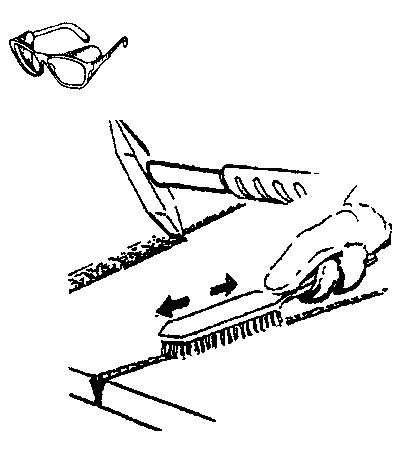 Наденьте защитные очки, произведите зачистку сварного шва, используя ранее приобретенные навыки. Наденьте защитные очки, произведите зачистку сварного шва, используя ранее приобретенные навыки.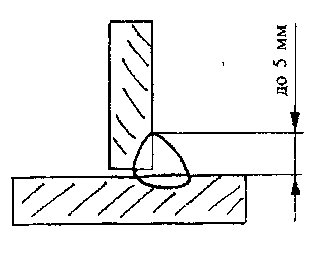 - Определите качество сварного шва внешним осмотром и измерениями, используя ранее приобретенные навыки. Обсудите качество шва с инструктором. 3.Сварка широким угловым швом в нижнем положении (с катетом до 8 мм) 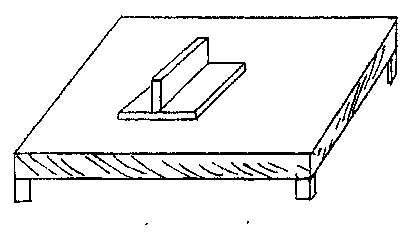 - Установите сборку на плиту стола сварщика в удобное для Вас место. 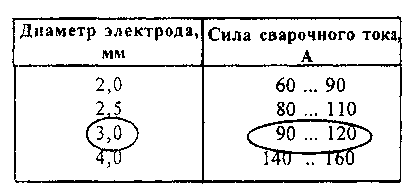 - Выберите электроды УОНИ 13/45 диаметром 3 мм и режим сварки, пользуясь рекомендациями приведенной таблицы. - Выберите электроды УОНИ 13/45 диаметром 3 мм и режим сварки, пользуясь рекомендациями приведенной таблицы.Iсв= 110 ± 10 А Установите выбранное значение сварочного тока на источнике питания. - Закрепите электрод 3 мм в зажиме электрододержателя, включите вытяжку, включите источник питания сварочной дуги, опустите маску, произведите опробование и настройку сварочного тока на вспомогательной пластине, используя ранее приобретенные навыки. 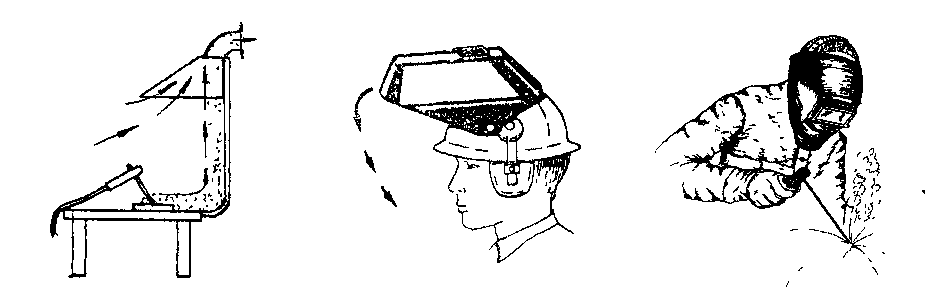  - Возьмите новый электрод УОНИ 13/45 диаметром 3,0 мм и закрепите его в зажиме электрододержателя. - 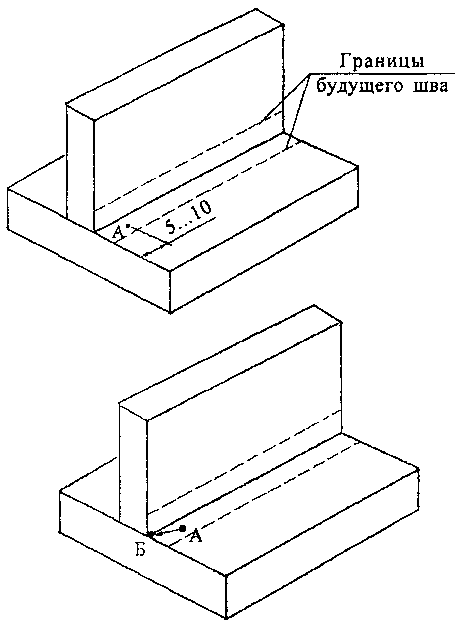 Возбудите сварочную дугу на горизонтальной поверхности в зоне будущего шва в точке "А", отступив от края сборки 5... 10 мм. Возбудите сварочную дугу на горизонтальной поверхности в зоне будущего шва в точке "А", отступив от края сборки 5... 10 мм.- Плавно переместите дугу к самому краю сборки в точку "В" и начните сварку. 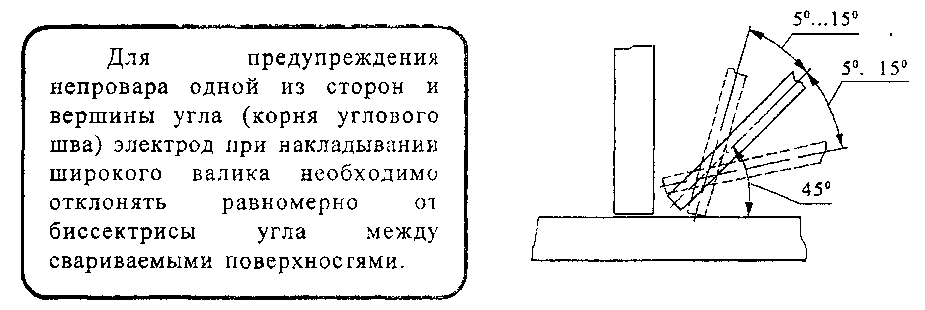 - 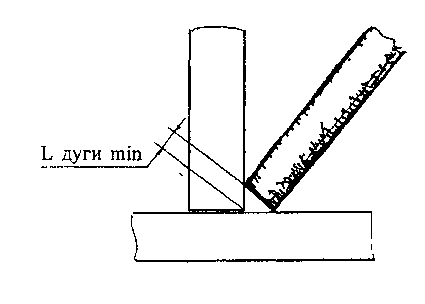 Длина дуги должна быть предельно короткой. Для лучшего проплавления корня углового шва (вершины угла) задерживайте дугу в вершине угла на некоторое время, ориентировочно на 1. .2 секунды. Длина дуги должна быть предельно короткой. Для лучшего проплавления корня углового шва (вершины угла) задерживайте дугу в вершине угла на некоторое время, ориентировочно на 1. .2 секунды.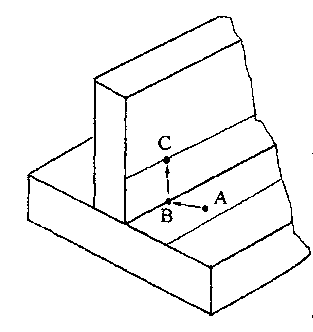 - Поднимите дугу (торец электрода) по вертикальной поверхности на высоту катета шва в точку "С" - Поднимите дугу (торец электрода) по вертикальной поверхности на высоту катета шва в точку "С" 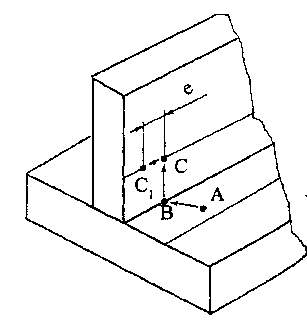 - Переместите дугу на вертикальной поверхности по высоте катета назад на некоторую величину "е" в точку "С", Ориентировочно, "е" равно диаметру электрода (3 мм) 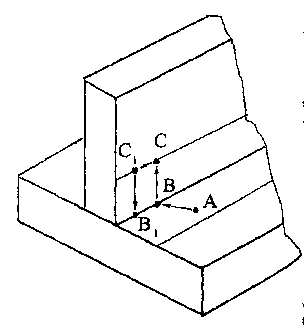 - Опустите дугу по вертикальной поверхности вниз на горизонтальную поверхность в точку "В"1 со скоростью несколько большей, чем при подъеме - 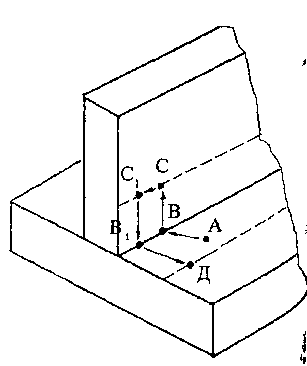 Переместите дугу по горизонтальной поверхности на величину катета шва в точку "Д" Переместите дугу по горизонтальной поверхности на величину катета шва в точку "Д"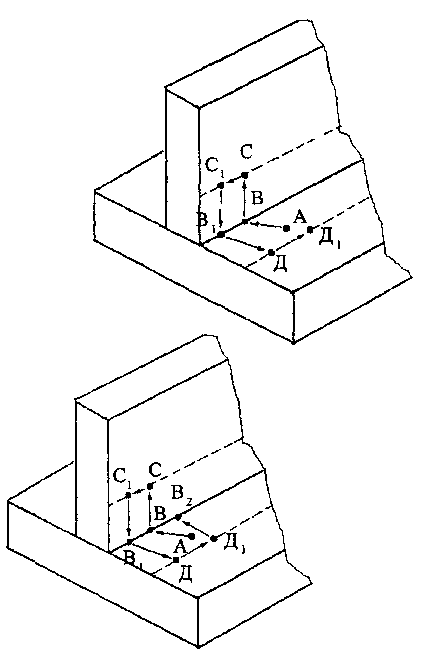 - Переместите дугу вдоль направления сварки по горизонтальной поверхности на величину 2...2,5"е" в точку "Д". - Переместите дугу по горизонтальной поверхности в вершину угла в точку "В2". 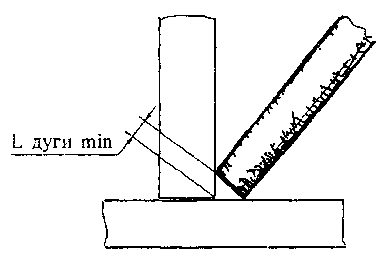 - Держите дугу предельно короткой. Для лучшего проплавления корня углового шва (вершины угла) задерживайте дугу в вершине угла на 1...2 секунды. - Держите дугу предельно короткой. Для лучшего проплавления корня углового шва (вершины угла) задерживайте дугу в вершине угла на 1...2 секунды.- Производите замену электродов с заваркой кратера, используя ранее приобретенные навыки. 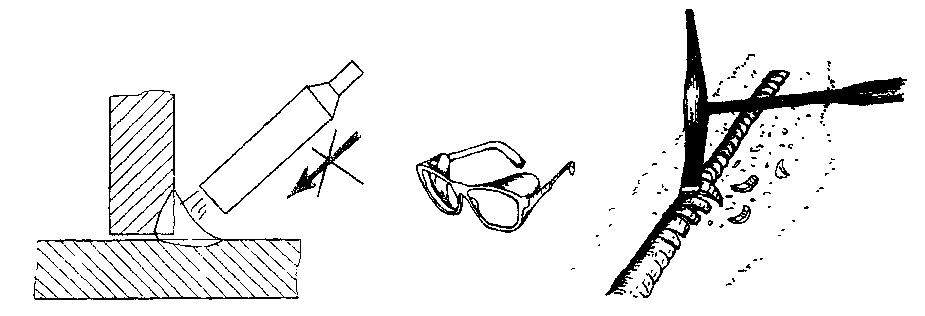 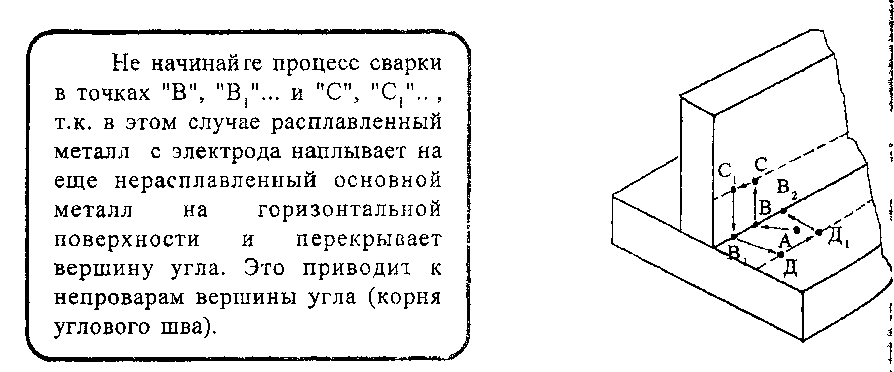 - Выполните сварку по всей длине стыка напроход, периодически выполняя выше описанные операции. Закончите проход. 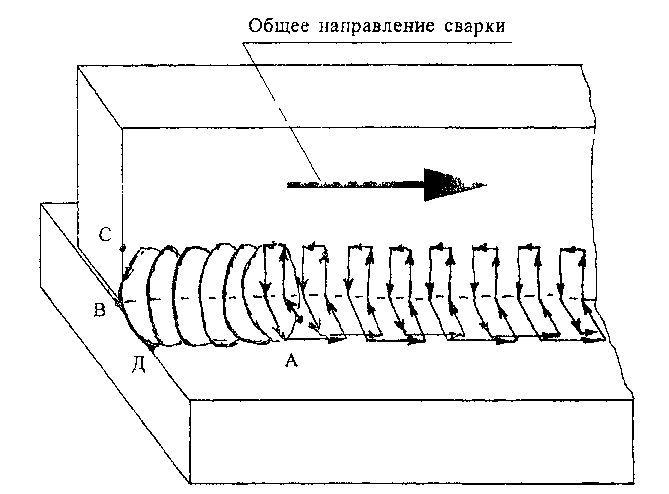  - Наденьте защитные очки, произведите зачистку сварного шва, используя ранее приобретенные навыки. 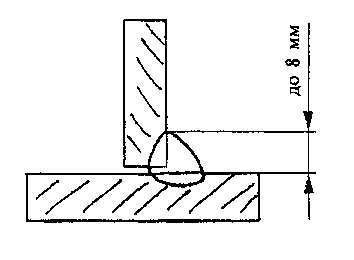 - Определите качество сварного шва внешним осмотром и измерениями, используя ранее приобретенные навыки. Обсудите качество шва с инструктором. - Определите качество сварного шва внешним осмотром и измерениями, используя ранее приобретенные навыки. Обсудите качество шва с инструктором. - После окончания работы произведите обслуживание рабочего места 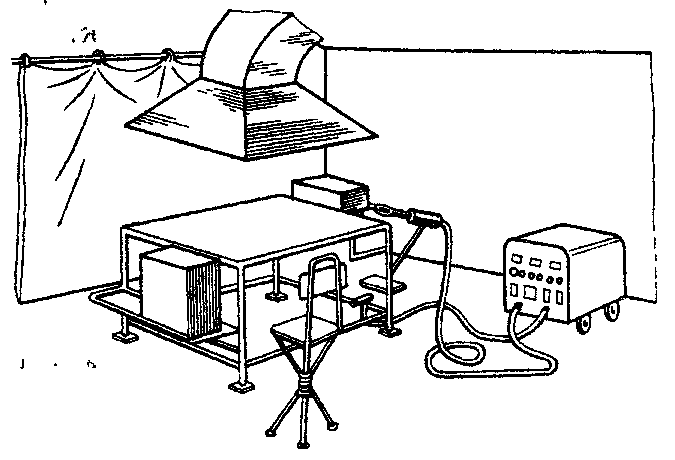 \ Тема16. Автоматичне та механізоване наплавлення на пластини на пластини в нижньому положенні Тема уроку.Вибір режиму наплавлення .Наплавлення окремих валиків на пластини в нижньому положенні під флюсом і в захисних газах Інструкційна карта « Наплавлення окремих валиків на пластини в нижньому положенні під флюсом і в захисних газах» №__ Полуавтоматическую сварку в углекислом газе выполняют постоянным током обратной полярности (табл. 29, 30). При сварке используют сварочные полуавтоматы А-537, А-765, А-1035М, А-1197, ПДГ-507 в комплекте с источниками питания дуги постоянного тока типа ПСГ-500, ВС-500 и т.п., имеющими жесткую внешнюю характеристику. Таблица 29 Параметры тока при полуавтоматической сварке в углекислом газе
Технология полуавтоматической сварки стыковых и угловых швов аналогична технологии ручной дуговой сварки, но отличается от последней тем, что вылет электрода должен быть постоянным, а горелку необходимо равномерно перемещать в процессе сварки. Режимы сварки определяются в зависимости от конструкции стыка (табл. 31). Таблица 30 Коэффициенты наплавки при полуавтоматической сварке в углекислом газе
Однослойные швы и корневые слои многослойных швов сваривают, придавая электроду (горелке) возвратно-поступательное движение. Средние слои сваривают, перемещая электрод по вытянутой спирали, а верхние слои - придавая ему колебания "змейкой" (рис. 21). Таблица 31.Режимы полуавтоматической сварки в углекислом газе стыковых и угловых швов в нижнем положении
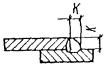
Примечания:1. При сварке проволокой диаметром 1,4 мм вылет электрода должен составлять 10…15 мм. 2. Расход углекислого газа при сварке проволокой диаметром 1,4...2 мм составляет 1000…1200 л/ч. 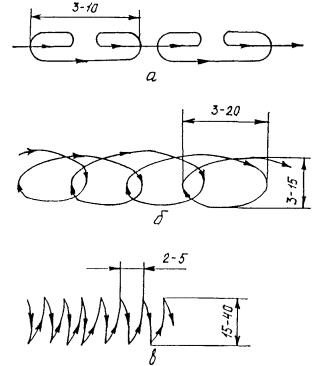 Рис. 21. Траектория движения электрода при полуавтоматической сварке в углекислом газе многослойных швов: а - возвратно-поступательного; б - по вытянутой спирали; в - "змейкой" При сварке угловых швов электрод наклоняют под углом 25...45° к вертикали, а дугу незначительно (примерно на 1 мм) смещают от вертикальной стенки (рис. 22). При сварке угловых швов, когда толщина металла не превышает 6 мм, или при сварке в лодочку дугу направляют точно в угол. Максимальный катет углового однопроходного шва при сварке проволокой диаметром 1,4...2 мм не превышает 8 мм. Швы с катетом более 8 мм сваривают за несколько проходов. 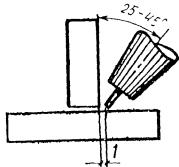 Рис. 22. Положение электрода при сварке углового шва 16.20. Низколегированные стали лучше сваривать в углекислом газе тонкой проволокой 1,2...1,6 мм без предварительного подогрева. Тема18. Зварювання середньої складності вузлів та конструкцій Тема уроку . Налагодження плазмотрону Інструкційна карта «Налагодження плазмотрону»№__- | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||