Менеджмент. менеджмент 6. Исходя из определения проекта, можно сформулировать, что такое
 Скачать 1.62 Mb. Скачать 1.62 Mb.
|

3. Производственный процессПроизводственный процесс предприятия представляет собой совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходные материалы и полуфабрикаты превращаются в законченное изделие. Длительность производственного процесса, т.е. календарный период времени между началом и окончанием процесса изготовления заготовки, детали и всего изделия в целом, называется производственным циклом. Производственный цикл выражается в рабочих или календарных днях (сутках). Его длительность зависит от ряда факторов: - норм времени на выполнение технологических операций; - размера партии обрабатываемых изделий; - порядка передачи изделий с операции на операцию; - времени перерывов в производстве в связи с регламентом работы производства, а также в связи с пролёживанием изделий между операциями и выполнением вспомогательных работ. Задачей производственного менеджмента является сокращение времени производственного цикла. Это может достигаться путем изменения движения партий в производстве: - последовательный; - параллельно-последовательный; - параллельный. Самый длительный производственный цикл в последовательном движении потока. Длительность производственного цикла – это период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса (или определенной его части) и превращается в готовую продукцию. Различают производственный цикл отдельных деталей и цикл изготовления сборочной единицы или изделия в целом. Производственный цикл детали обычно называют простым, а изделия или сборочной единицы – сложным. Цикл может быть однооперационным и многооперационным. Однооперационный производственный цикл для партии деталей на i-ой операции определяется по формуле:  , ,n – количество деталей в производственной партии, шт.;  – норма времени на выполнение i-й операции технологического процесса, мин; – норма времени на выполнение i-й операции технологического процесса, мин; – количество рабочих мест (станков) на i-й операции технологического процесса. – количество рабочих мест (станков) на i-й операции технологического процесса.Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существуют три вида движения предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный. При последовательном виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинствами этого метода являются отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены. Но производственный цикл при такой организации работ является наибольшим, что отрицательно сказывается на технико-экономических показателях деятельности цеха, предприятия. При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл. Но возможности применения параллельного вида движения ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочих. При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов. Производственный цикл длиннее по сравнению с параллельным, но короче, чем при последовательном движении предметов труда. Далее в расчетах и на графиках используются обозначения:  – число операций технологического процесса; – число операций технологического процесса; – количество деталей в транспортной (передаточной) партии, шт.; – количество деталей в транспортной (передаточной) партии, шт.; – число транспортных партий. – число транспортных партий.________ – 1 рабочее место; ====== – 2 рабочих места и т.д. Пример: Определить операционный цикл партии, состоящей из 20 деталей, обрабатываемых на четырех рабочих местах. Величина транспортной партии – 5 деталей. Нормы времени и количество станков даны в таблице. Рассмотрим варианты движения деталей в общем случае и на конкретном примере. Наглядное представление о длительности производственного цикла дает график, который стоится строго по маршрутной технологии с учетом всех технологических операций. Последовательное движение партий деталей Детали обрабатываются на каждом рабочем месте последовательно, и вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. 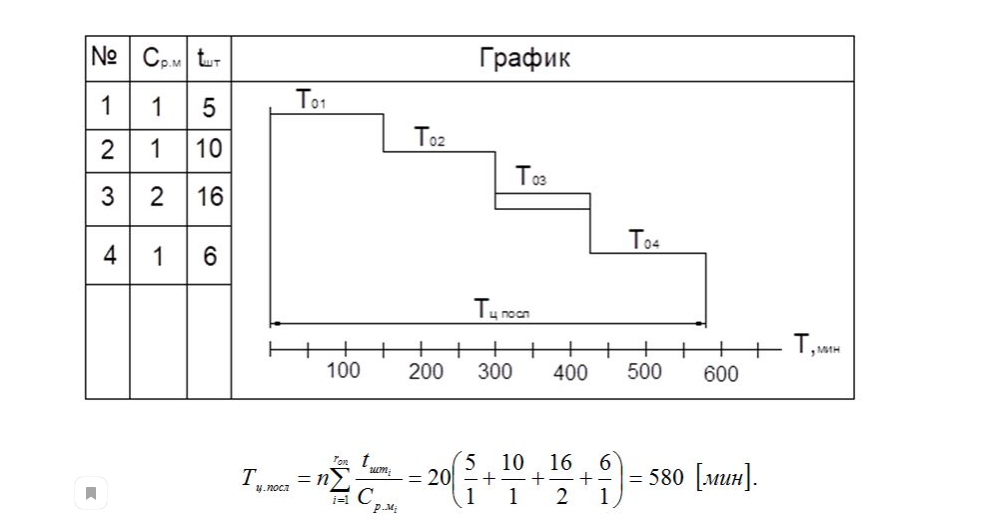 Параллельное движение партий деталей Параллельный вариант характеризуется тем, что небольшие транспортные партии передаются с предыдущей операции на последующую немедленно по окончании их обработки на предыдущей. Этот вариант позволяет максимально сократить общую продолжительность технологического цикла. С другой стороны, непрерывность обработки всей партии деталей обеспечивается только на наиболее продолжительной операции. На других операциях оборудование и рабочие простаивают в ожидании поступления очередной транспортной партии. Для того, чтобы уменьшить последний недостаток, следует путем изменения норм времени или количеством рабочих мест стараться свести эти простои к минимуму. 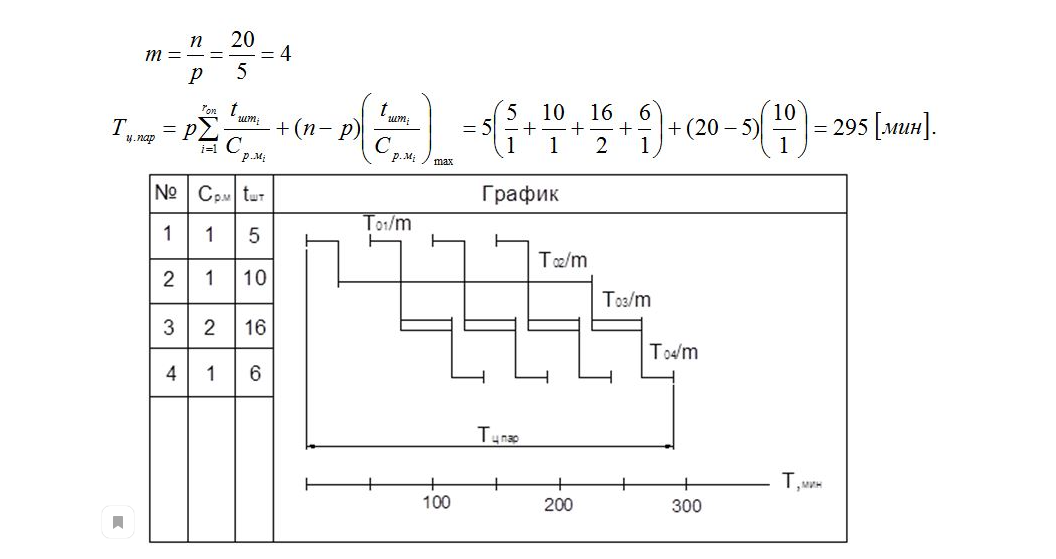 Параллельно-последовательное движение партий деталей При параллельно-последовательном виде движения происходит частичное совмещение во времени выполнения смежных операций (на графике t – совмещение времен). Главная задача – обеспечить непрерывность обработки партии деталей на каждой операции. Существуют два вида сочетания смежных операций во времени. 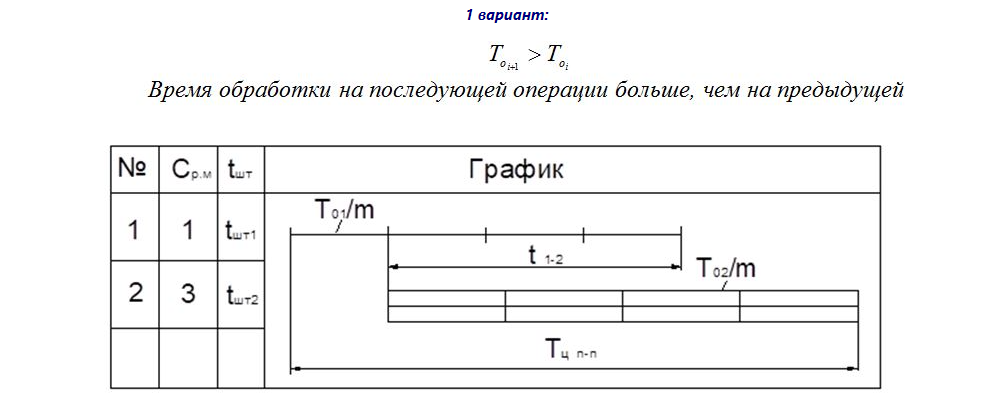 В этом случае передавать транспортную партию можно сразу же после ее обработки на предыдущей операции и беспрерывность обработки всей партии деталей будет обеспечена.  В этом случае нельзя передавать транспортную партию сразу же после ее обработки на предыдущей операции, поскольку будет иметь место простой на последующем рабочем месте. Во избежание простоя следует накопить необходимый запас деталей. Величину запаса и время, когда можно начинать передачу первой транспортной партии на последующую операцию, находят так: от конца времени обработки всех деталей на предыдущей операции опускают перпендикуляр, вправо от перпендикуляра откладывают время обработки одной последней транспортной партии, а влево от перпендикуляра – время обработки остальных транспортных партий. Таким образом, выполняется условие, что последняя транспортная партия обрабатывается на последующей операции без всякого ожидания (последовательно), а все предыдущие должны быть непрерывно обработаны к моменту начала обработки последней. 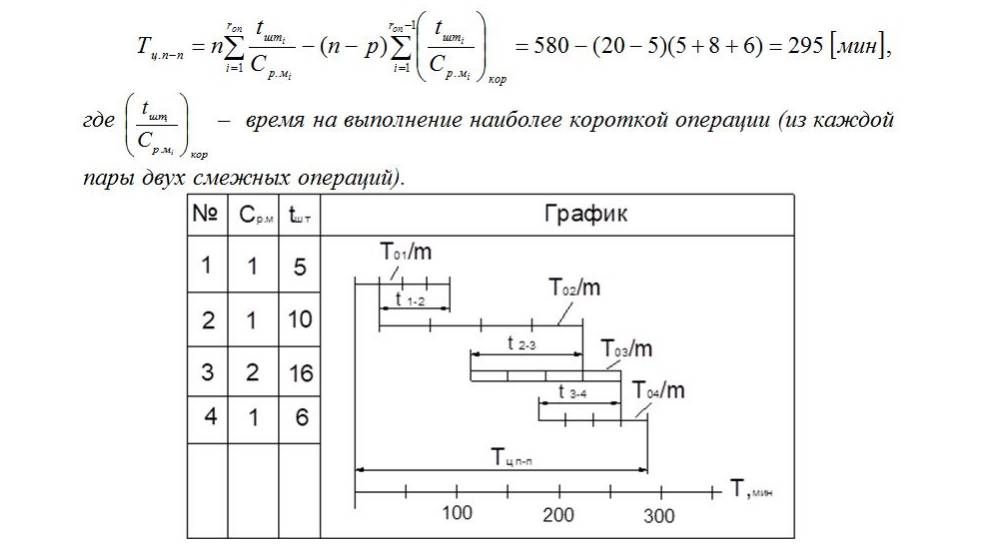 Производственный процесс неоднороден. Он распадается на множество элементарных технологических процедур, которые совершаются при изготовлении готового изделия. Эти отдельные процедуры называются операциями. Операция – это элементарное действие (работа), направленное на преобразование предмета труда и получение заданного результата. Производственная операция – это отдельная часть производственного процесса. Обычно она выполняется на одном рабочем месте без переналадки оборудования и совершается при помощи набора одних и тех же орудий труда. Операции, как и производственные процессы, подразделяются на основные и вспомогательные. При основной операции предмет обработки меняет свои формы, размеры и качественные характеристики, при вспомогательной – этого не происходит. Вспомогательные операции лишь обеспечивают нормальное протекание и выполнение основных операций. В основе организации производственного процесса лежит рациональное сочетание во времени и пространстве всех основных и вспомогательных операций. В зависимости от вида и назначения продукции, степени технической оснащенности и основного профиля производства различают ручные, машинно-ручные, машинные и аппаратурные операции. Ручные операции выполняются вручную с использованием простого инструмента (иногда механизированного), например, ручная окраска изделий, слесарная обработка, наладка и регулировка механизмов. Машинно-ручные операции осуществляются при помощи машин и механизмов, но при непосредственном участии рабочих (например, перевозка грузов на автомобилях, обработка деталей на станках с ручным управлением). Машинные операции выполняются без участия или при ограниченном участии рабочих. Выполнение технологических операций может осуществляться при этом в автоматическом режиме, по установленной программе лишь под контролем рабочего. Аппаратурные операции протекают в специальных агрегатах (трубопроводах, колоннах, в термических и плавильных печах и др.). |