Билеты на сдачу разряда. Документ Microsoft Word (2) (Автосохраненный). Каждый рабочий чертеж должен отвечать на следующие вопросы какая деталь и в каком масштабе изображена на нем из какого материала она изготовлена
 Скачать 1.67 Mb. Скачать 1.67 Mb.
|

|
Билет №7. 1. 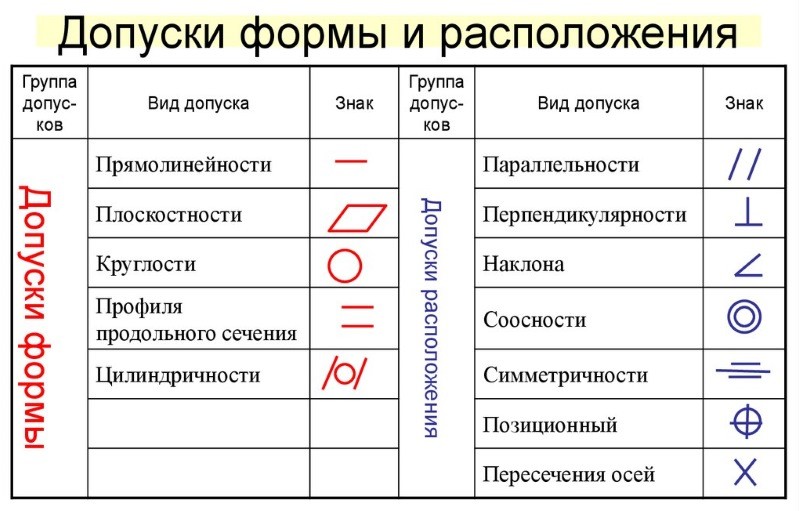 Механические приборы — линейки, штангенциркули, пружинные приборы, микрометрические и т. п. Как правило, механические приборы и инструменты отличаются простотой, высокой надежностью измерений, однако имеют сравнительно невысокую точность и производительность контроля. При измерениях необходимо соблюдать принцип Аббе (компараторный принцип), согласно которому необходимо, чтобы на одной прямой линии располагались ось шкалы прибора и контролируемый размер проверяемой детали, т. е. линия измерения должна являться продолжением линии шкалы. Если этот принцип не выдерживается, то перекос и непараллельность направляющих измерительного прибора вызывают значительные погрешности измерения. Оптические приборы — окулярные микрометры, измерительные микроскопы, коллимационные и пружинно-оптические приборы, проекторы, интерференционные средства и т. д. При помощи оптических приборов достигается наивысшая точность измерений. Однако приборы этого вида сложны, их настройка и измерение требуют больших затрат времени, они дороги и часто не обладают высокой надежностью и долговечностью. Пневматические приборы – это длинномеры. Этот вид приборов используется в основном для измерений наружных и внутренних размеров, отклонений формы поверхностей (в том числе внутренних), конусов и т. п. Пневматические приборы имеют высокую точность и быстродействие. Ряд измерительных задач, например точные измерения в отверстиях малого диаметра, решается только приборами пневматического типа. Однако приборы этого вида чаще всего требуют индивидуальной тарировки шкалы с использованием эталонов. Электрические приборы. Они получают все большее распространение в автоматической контрольно-измерительной аппаратуре. Перспективность приборов обусловлена, их быстродействием, возможностью документирования результатов измерений, удобством управления. 2. 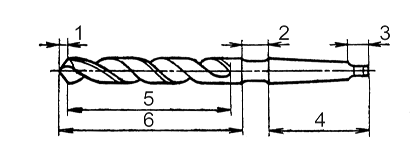 Спиральное сверло, состоит из рабочей части (6) , шейки (2), хвостовика (4) и лапки (3). В рабочей части различают режущую (1) и направляющую (5) части с винтовыми канавками. Шейка соединяет рабочую часть сверла с хвостовиком. Хвостовик необходим для установки сверла в шпинделе станка. Лапка служит упором при выбивании сверла из отверстия шпинделя. Точность и шероховатость поверхности, получаемые при сверлении. Диаметр отверстия при сверлении получается несколько больше диаметра сверла. Это объясняется тем, что сверло уводит в сторону от оси отверстия даже при незначительных неправильностях, допущенных при заточке сверла и его установке на станке, а также при неравномерной твердости обрабатываемого материала. Отверстие в металле, выполненное с помощью качественного сверла позволяет получить требуемые технические характеристики готового изделия. Точность выполнения такой операции во многом определяет угол заточки сверла по металлу.  3.См. Билет №1. 4. Эбонит получают путем смешения натурального каучука и серы. Эту смесь нагревают (вулканизируют) и получают твердое вещество темного цвета, которое обладает целым рядом несомненных достоинств. Среди этих достоинств следует выделить значительную химическую стойкость, прекрасные диэлектрические характеристики, возможность с легкостью поддаваться механической обработке, высокие электроизоляционные характеристики. К текстолитам относятся слоистые пластики, состоящие из тканевой основы, пропитанной фенолформальдегидной смолой и прошедшей процедуру горячего прессования. Чаще всего для производства текстолита используются хлопчатобумажные ткани, например, шифон, бязь, миткаль, бельтинг. Гетинакс - слоистый пластик, электроизоляционный материал, который состоит из бакелитовой бумаги, пропитанной резольными смолами. Изготавливается методом горячей прессовки при температурном режиме не ниже 130 градусов. Устойчивый к высоким температурам, используется в диапазоне от -60 до +100 ºС. 5. Техника безопасности при зенкеровании, зенковании. Надев спецодежду, волосы тщательно заправить под берет, расположить инструменты и заготовки в определенном установленном порядке на тумбочку или специальном приспособлении, убрать все лишнее, проверить исправную работу станка на холостом ходу, не оставлять ключа в сверлильном патроне после смены режущего инструмента, не браться за вращающийся режущий инструмент и шпиндель, не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями, постоянно следить за исправностью режущего инструмента и устройств для крепления заготовок и инструмента, не передавать и не принимать каких-либо предметов через работающий станок, не работать на станке в рукавицах, не оставлять работающий станок без присмотра. Билет №8 1. 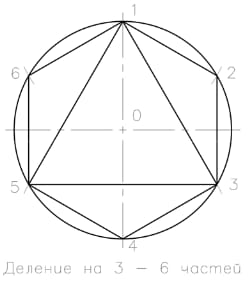 Для деления окружности на 3, 6 и кратное им количество частей, проводим окружность заданного радиуса и соответствующие оси. Деление можно начинать от точки пересечения горизонтальной или вертикальной оси с окружностью. Заданный радиус окружности последовательно откладывается шесть раз. Затем полученные точки на окружности последовательно соединяются прямыми линиями и образуют правильный вписанный шестиугольник. Соединение точек через одну даёт равносторонний треугольник, и деление окружности на три равные части. 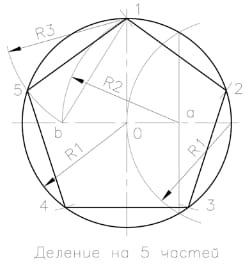 Построение правильного пятиугольника выполняется следующим образом. Проводим две взаимно перпендикулярные оси окружности равные диаметру окружности. Делим правую половину горизонтального диаметра пополам с помощью дуги R1. Из полученной точки «а» в середине этого отрезка радиусом R2 проводим дугу окружности до пересечения с горизонтальным диаметром в точке «b». Радиусом R3 из точки «1» проводят дугу окружности до пересечения с заданной окружностью (т.5) и получают сторону правильного пятиугольника. Расстояние «b-О» даёт сторону правильного десятиугольника. 2.См. Билет №1. 3.
4. Микрометр — это прецизионный измерительный прибор, который используется в механических мастерских по всему миру. Проверка показала, что механические, а также инструменты с цифровой индикацией, легко проводят высокоточные замеры. Измерительный прибор, предназначенный для измерения длины (линейного размера) с низкой погрешностью. Погрешность измерения микрометром составляет от 1 до 50 мкм в зависимости от измеряемых диапазонов и класса точности прибора. Шаг 1. Помещаем деталь между измерительными поверхностями. Для этого путем вращения барабана даем ход винту – раскрываем микрометр для измерения. Шаг 2. Зажимаем деталь, вращая гайку трещотки. Как только вы услышите щелчки, вращение нужно прекратить. Шаг 3. Смотрим значения. Размер вычисляется так: к значениям на горизонтальной шкале прибавляются значения на вертикальной шкале. 5. Хранить резьбонарезной инструмент необходимо по комплектам в деревянных футлярах, а измерительный — в мягких футлярах. Отдельные неукомплектованные инструменты хранят в специальных пирамидах, а метчики — в специально высверленных отверстиях в деревянных брусках. Рукоятки воротков, плашкодержателей, клуппов и гаечных ключей должны иметь чистую гладкую поверхность. Не рекомендуется работать замасленными рукоятками инструментов, так как в подобных случаях можно легко получить травму. Запрещается пользоваться ключами и воротками с погнутыми рукоятками, имеющими зазубрины и заусенцы. Нельзя применять гаечные ключи, имеющие зев большего размера, чем гайки. Не допускается применение двух ключей для получения более длинного рычага. После работы метчики, плашки, воротки и клуппы необходимо тщательно промыть керосином, протереть чистой сухой ветошью и смазать тонким слоем машинного масла. Запрещается сдувать стружку или удалять ее пальцами. Для удаления стружки с тисков или резьбовых ниток необходимо пользоваться щеткой или ветошью. В процессе работы следует остерегаться ранения рук о заусенцы и выступающие острые кромки инструмента. Перед началом работы нужно привести в порядок одежду и головной убор, свисающие части одежды или головного убора, длинные волосы могут быть захвачены вращающимися частями станка (шпинделями или метчиком), зацепиться за выступающие части. Поэтому перед работой надо подвязывать завязки на рукавах и на головном уборе, тщательно убирать длинные волосы под головной убор. При нарезании резьбы метчиком на станке нужно выполнять следующие правила техники безопасности: о не допускать образования длинных стружек: такие стружки, вращаясь вместе с метчиком, могут ударить по рукам или по лицу, а своевременно удалять стружку, так как большое ее количество может повлиять на качество резьбы. Для этого используют либо крючок, либо деревянную палочку; о не охлаждать работающий метчик смоченной ветошью: метчик может намотать ее на себя и захватить пальцы работающего. Билет №9. 1. Зависимый допуск – это допуск расположения или формы, указываемый на чертеже в виде значения, которое допускается превышать на величину зависящую от отклонения действительного размера рассматриваемого элемента от максимума материала. 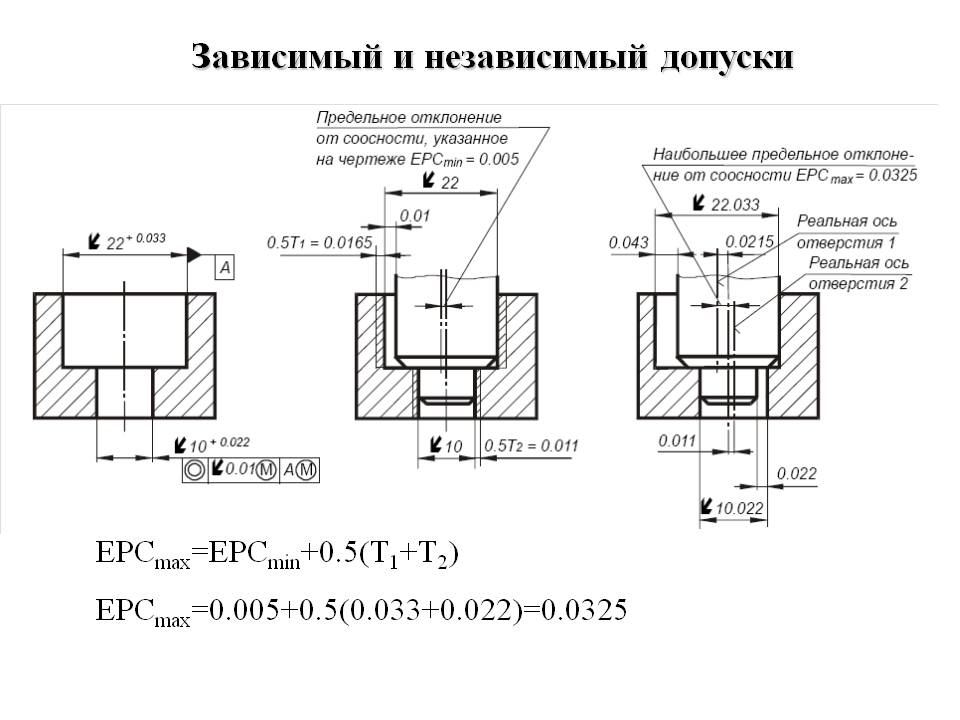 2. Зенковка – это многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок. Зенковки для цилиндрических углублений и опорных плоскостей часто называют цековками. Зенкер – это ноголезвийный (3 и более режущих кромок) режущий инструмент для обработки цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Работа зенкером называется зенкерование. Зенкерование является получистовой обработкой резанием. Метчик — инструмент для нарезания внутренних резьб, представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. 3.См. Билет №1. 4. Смазочно-охлаждающие жидкости (СОЖ) благоприятно воздействуют на процесс резания металлов, значительно уменьшают износ режущего инструмента, повышают качество обработанной поверхности и снижают затраты энергии, а также препятствуют образованию нароста у режущей кромки инструмента и способствуют удалению стружки и абразивных частиц из зоны резания. При обработке чугуна и других хрупких материалов СОЖ не применяют, так как эффект от их действия незначителен. При работе твердосплавным инструментом на высоких скоростях необходимо подавать обильную и непрерывную струю жидкости, так как при прерывистом охлаждении могут образоваться трещины в режущих пластинках из твердого сплава. Наиболее эффективны смазочно-охаждающие жидкости при резании вязких, пластичных и сильно упрочняющихся при деформации металлов. При этом с увеличением толщины среза и скорости резания положительный эффект на стружкообразование от действия СОЖ уменьшается. СОЖ должны обладать высокими охлаждающими, смазывающими, антикоррозионными свойствами и быть безвредными для работающего на станке. Масляные СОЖ. Их основа – минеральное или синтетическое масло. Для получения особых свойств жидкости в состав вводят присадки. Такие СОЖ отлично смазывают поверхности, но плохо снижают температуру, поэтому используются для мягких металлов при несложных работах. Водосмешиваемые СОЖ – в составе этих жидкостей могут быть спирты, эмульгаторы, масла, электролиты, присадки и т. д. Хорошо охлаждает инструменты и металлы, но обладают скромными смазывающими характеристиками. Минеральные СОЖ – производится из нефтяных продуктов, используется преимущественно для работы фрезерных и токарных станков для резания стали. Синтетические и полусинтетические СОЖ – эти виды смазочно-охлаждающих жидкостей изготавливаются на основе смеси водорастворимых полмиров с добавлением поверхностно-активных веществ, ингибиторов, биоцидов и т.д. Эмульсии СОЖ – составы с большей, по сравнению с водосмешиваемыми, концентрацией дисперсных компонентов. Такие жидкости имеют отличные смазывающие и противоизносные характеристики. 5. При шабрении необходимо выполнять следующие правила по технике безопасности. Обрабатываемая деталь должна быть надежно установлена и прочно закреплена. Не допускается работа неисправными шаберами (без ручек или с треснувшими ручками). При выполнении работ шлифовальными головками соблюдать правила электробезопасности. В процессе ручной и механизированной притирки, как и при выполнении других слесарных операций, необходимо строго соблюдать правила техники безопасности. Так, при ручной притирке не следует слишком быстро перемещать деталь, так как она может упасть и травмировать работающего. Притираемую деталь в закрепленном в тисках притире нельзя ударять о губки тисков, в противном случае возможны ущемления пальцев и порча детали. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||