Реферат Каталитический крекинг АХМЕТШИН. "Каталитический крекинг"
 Скачать 208.05 Kb. Скачать 208.05 Kb.
|

|
Министерство образования и культуры Российской Федерации Федеральное Государственное Бюджетное Образовательное учреждение Высшего профессионального образования «Уфимский государственный нефтяной технический Университет» Реферат по дисциплине: "Основы переработки нефти и газа" на тему: "Каталитический крекинг" Выполнил : ст.гр.ГРДЗ 19-01 Ахметшин А.А Проверил: препод. Мустафин И.А УФА 2022 ОглавлениеВведение 2 1 Назначение процесса 3 2 Сырье процесса 4 3 Параметры процесса 6 4 Катализаторы 7 5 Реакции 10 6 Технологическая схема и ее описание 13 6.1 Типы реакторов 13 6.2 Описание технологической схемы установки каталитического крекинга с псевдоожиженным слоем катализатора 15 7 Материальный баланс 20 8 Качество продуктов 21 Заключение 25 Список литературы 26 ВведениеСовременная нефтеперерабатывающая промышленность отличается стремлением к углублению переработки нефти. Это можно легко объяснить ограниченностью ее запасов, а также введение более серьезных экологических требований к нефтепродуктам. Получение дополнительного количества светлых фракций по сравнению с потенциалом достигается только при более широком применении термокаталитических процессов. Каталитический крекинг, перерабатывая тяжелое сырье, дает возможность дополнительно получать до 15-20% в расчете на нефть высокооктанового бензина. Помимо этого, вырабатываемый в данном процессе легкий каталитический газойль можно использовать в качестве компонента дизельного топлива, если подвергнуть дополнительной очистке. В настоящее время существует некоторое разнообразие установок каталитического крекинга, которые отличаются друг от друга конструкцией реактора и регенератора, а также их взаимным расположением. Подавляющее большинство составляют установки с псевдоожиженным слоем катализатора (процесс FCC) и лифт-реактором. Отличительная черта данных установок - сравнительно короткое время контакта сырья с катализатором. В данном реферате подробно рассмотрены основы технологии, оборудования, материальный баланс и качество продуктов. Представлен графический материал, отражающий схему каталитического крекинга с реактором псевдоожиженного слоя катализатора. 1 Назначение процессаСуть всех термокаталитических процессов состоит в облагораживании исходных топлив. Каталитический крекинг - процесс расщепления углеводородов на несколько более мелких молекул под действием повышенных температур в присутствии катализатора. Целевой продукт процесса - бензиновая фракция с высоким октановым числом, благодаря таким группам углеводородов - как арены, алкены и алканы разветвленного строения. Каталитический крекинг представляет собой реакции, которые характеры и для термических и для термокаталитических процессов. Однако преобладающими реакциями являются реакции распадов (или деалкилирования) и изомеризации осколков молекулы. Парафины, как при термическом крекинга, распадаются на олефин и парафин меньшей, чем олефин молекулярной массы. К тому же, распад молекулы происходит в нескольких местах углеводородной цепи, но не на краю, поскольку ионы карбония +С2Н5 и +СН3 мало стабильны. Это приводит к тому, что в реакционной смеси накапливаются газообразные углеводороды С3-С4 предельного и непредельного характера. 2 Сырье процессаВ последнее время в процесс каталитического крекинга все чаще вовлекаются продукты деасфальтизации мазутов и гудронов. Для остаточных компонентов характерны такие показатели, как: более высокая температура выкипания; повышенное содержание полиядерных нафтеновых и ароматических углеводородов, смол и асфальтенов, металлов (ванадия, никеля, железа, натрия); серы и азота; высокая коксуемость. Присутствие сернистых соединений в сырье ведет к получению высокосернистых топлив, что способствует загрязнению атмосферы. В связи с этим, сырье каталитического крекинга подвергают гидроочистки. Тяжелое сырье крекинга содержит некоторые количества металлоорганических соединений ванадия и никеля, которые забивают поры и блокируют активные центры катализатора, способствуя его дезактивации. Это способствует увеличению выхода газа, олефинов и кокса, а значит снижается выход бензина. К тому же, присутствие металлов вызывает механические разрушения катализаторов. Для решения этой проблемы есть несколько путей: предварительная деметаллизация сырья или непрерывная деметаллизация части циркулирующего в системе крекинга катализатора; применение добавок, пассерующих отравляющее действие металлов на катализатор. Соединения азота, присутствующие в сырье, снижают активность катализаторов, загрязняют газы регенерации вредными оксидами азота. В данном случае, предварительная подготовка сырья крекинга способствует увеличению выхода целевых продуктов и снижает загрязнение окружающей среды. Выход кокса напрямую зависит от химического состава сырья. Увеличение содержания ароматических углеводородов в сырье способствует повышению выхода кокса, сухого газа, снижению выхода бензина[ CITATION Кап07 \l 1049 ]. 3 Параметры процессаДля данного процесса характерно постоянство выхода продуктов при заданной конверсии сырья независимо от значений краткости циркуляции катализатора и массовой скорости подачи сырья. Определяющими факторами технологического режима крекинга являются парциальное давление паров сырья, время контакта катализатора с сырьем для лифт-реактора, конверсия сырья, полнота регенерации катализатора температура реакция. На действующих промышленных установках данные параметры тесно связаны с производительностью и температурой регенерации, температурой нагрева сырья, расходом водяного пара, который подается на смешение с сырьем в реактор, и другими параметрами. В таблице 1 представлены результаты крекинга вакуумного дистиллята на катализаторе Цеокар-2 в реакторе с псевдоожиженным слоем. Таблица 1 - Результаты крекинга вакуумного дистиллята на катализаторе Цеокар-2 в реакторе с псевдоожиженным слоем
Контактирование сырья с катализатором происходит либо в движущемся слое, кипящем слое или в сквозно-проточном реакторе лифтного типа. Время реакции на современных установках составляет от 2-4 секунд до десятых долей секунды в процессе MSCC. Температурный интервал для промышленных установок каталитического крекинга 450-530ºС. Увеличение температуры способствует газообразованию. Снижение температуры ниже данного предела и увеличение времени контакта приводит к быстрому закоксовыванию и потери активности катализатора. Низкая кратность циркуляции катализатора приводит к увеличению времени контакта и как следствие - закоксовывание катализатора. Увеличение кратности циркуляции благоприятно влияет на процесс - сокращается продолжительность времени контакта, увеличивается активность катализатора, выход бензина увеличивается[ CITATION Ахм02 \l 1049 ]. Увеличение давления приводит к росту газообразования и повышению выхода кокса, ухудшает селективность. 4 КатализаторыК промышленным катализаторам предъявляются следующие требования: стабильность активности, то есть активность, которая способна сохраняться продолжительное время в процессе работы установки; катализатор должен быть селективным, то есть способным давать максимальный выход целевого продукта, а именно бензина; катализатор должен быть термически стабильным, так как он регенерируется при достаточно высоких температурах; катализатор должен быть механически прочным, поскольку он непрерывно перемещается в системе реакторного блока, испытывая удары о твердую поверхность и истирание; катализатор должен быть стойким к отравлению сернистыми, азотистыми и металлорганическими соединениями, находящимся в сырье [ CITATION Кап07 \l 1049 ]. В настоящее время практически на всех установках каткрекинга используются цеолитсодержащие катализаторы. Промышленные катализаторы, используемые в процессе каталитического крекинга состоят из: носителя (матрицы), которая выполняет две функции: носителя, а также слабого кислотного катализатора предварительного крекинга исходного нефтяного сырья. Обычно в качестве материала носителя используют синтетический алюмосиликат, который обладает высокой удельной поверхностью и оптимальной поровой структурой, которая обеспечивает доступ для крупных молекул сырья, подвергающегося крекингу. Химический состав носителя имеет вид: Na2O(Al2O3·xSiO2), где х-число молей оксида кремния на 1 моль оксида алюминия. активного компонента - цеолита, осуществляющий дальнейшие каталитические реакции, которые приводят к образованию конечных целевых продуктов. Цеолиты выражаются структурной формулой: Ме2/nO · Al2O3 · x SiO2 · y H2O, где n - валентность катиона металла Ме; x - мольное соотношение оксидов кремния и алюминия, называется силикатным модулем, у - число молей воды. вспомогательных добавок - активных и неактивных, улучшающие или придающие некоторые специфические технологические, физико-химические, а также механические свойства алюмосиликатных цеолитсодержащих катализаторов каткрекинга. Наиболее распространенные дополнительные добавки: в качестве промоторов, которые интенсифицируют регенерацию закоксованного катализатора, применяют платину; для улучшения качеств целевой продукции используются добавки на основе ZSM-5, повышающие октановые числа на 1-2 единицы; для снижения отравляющего действия примесей сырья на катализатор применяют технологию каткрекинга с добавлением в сырье специальных пассиваторов металлов (металлоорганические комплексы сурьмы, висмута, фосфора или олова); для увеличения механической прочности катализатора в состав матрицы вводят тонкодисперсную смесь алюминия. На установках Российской Федерации с движущимся слоем шарикового катализатора до сих пор применяются шариковые катализаторы АШНЦ-3 (без редкоземельных элементов), АШНЦ-6, Цеокар-2 и Цеокар-4 (все с редкоземельным соединением La2O3), Ц-100, Ц-600. В таблице 1 приведен химический состав шариковых катализаторов[ CITATION Про75 \l 1049 ] Таблица 1 - Химический состав шариковых катализаторов
Натриевая форма синтетических цеолитов не отличается высокой эффективностью. Более высокая активность наблюдается у двухвалентных катионных форм - кальциевых, марганцевых, но наиболее высокую активность цеолитовым катализаторам придают редкоземельные элементы - лантан, празеодим, самарий. Натрий с помощью ионного обмена может быть заменен на практически любой металл. Чистые цеолиты достаточно дорогие и чрезвычайно активные, в связи с этим практикуется введение 3-15% цеолита в аморфный алюмосиликат в процессе приготовления катализатора. Расход катализатора определяется в значительной мере стойкостью шариковых цеолитсодержащих катализаторов к износу и раскалыванию. Современные импортные промышленные цеолитсодержащие катализаторы 3-4 раза износоустойчивее, чем первые цеолитсодержащим катализаторы и аморфные алюмосиликаты. Популярный шариковый цеолитсодержащий катализатор российского производства Цеокар-2 также значительно превосходит аморфный алюмосиликат по стойкости к износу и раскалыванию. Качество и выход продуктов при применении катализаторов АШНЦ-3 и Цеокар-2 практически одинаковые [ CITATION Алю75 \l 1049 ]. 5 РеакцииВсе химические реакции, протекающие при крекинге нефтяных фракций, невозможно рассмотреть, так как сырье содержит большое количество индивидуальных углеводородов. В связи с этим, как правило, рассматриваются реакции аренов, алкенов, алканов, циклоалканов, углеводородов смешанного строения, а также описывают схемы, учитывающие основные направления, конечные и промежуточные продукты крекинга. При таком подходе используется схема последовательно-параллельных реакций расщепления молекул нефтяного сырья, представленная на рисунке 1. Тем не менее, она не отражает изменения состава продуктов в результате превращения молекул одних групп углеводородов в другие.  Рисунок 1 – Схема основных превращений сырья в процессе каталитического крекинга Конечные и промежуточные продукты разделяются по фракционному составу (по температурам кипения) на газ (до 28оС), бензин (28-200оС), легкий (200-350оС) и тяжелый (свыше 350оС) газойли, а также кокс. К наиболее важным реакциям каткрекинга относятся следующие: крекинг парафиновых углеводородов; крекинг нафтеновых углеводородов с образованием алкенов; отрыв боковой цепи (деалкилирование) алкилароматических углеводородов; расщепление боковых цепей алкилароматических и раскрытие нафтеновых колец нафтено-ароматических (гибридных) углеводородов; крекинг алкенов с образованием алкенов меньшей молярной массы; изомеризация алкенов и алканов; перераспределение между ароматическими углеводородами алкильных групп; диспропорционирование непредельный с малой молярной массой; полимеризация алкенов, конденсация аренов и коксообразование; перераспределение водорода. Реакции углеводородов в процессе каталитического крекинга протекают по карбокатионному механизму. Распад по С-С связи высокомолекулярных молекул сырья, образуются низкомолекулярные углеводорода: крекинг парафинов: крекинг олефинов: деалкилирование алкилароматики: крекинг нафтенов: где n=m+p. Вторичные реакции углеводородов на поверхности цеолита с участием карбений-ионов (инициирование цепи): Расположение углеводородов по убыванию их склонности к химическим превращениям при каталитическом крекинге: алкены > арены с большим числом боковых цепей > циклоалканы > алканы. Реакционная способность различных углеводородов в условиях промышленного процесса объясняется избирательностью адсорбции на поверхности катализатора – в первую очередь адсорбируются ненасыщенные углеводороды (алкены, арены). Наименьшей адсорбируемостью обладают алканы. Способность образовывать кокс возрастает в ряду полициклических аренов возрастает в ряду: бензол→нафталин→антрацен и в ряду: бензол→дифенол→терфенил. 6 Технологическая схема и ее описание6.1 Типы реакторовСуществуют несколько типов реакторов каталитического крекинга: Реактор с движущимся слоем шарикового катализатора представлен на рисунке 2. К недостаткам можно отнести большое время контакта, ухудшение селективности крекинга вследствие протекания вторичных реакций. 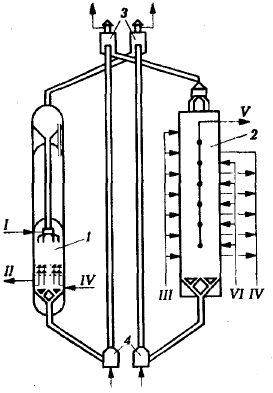 1 -реактор; 2 -регенератор; 3-сепараторы; 4-дозеры; I-сырье; II - продукты крекинга; III - воздух; IV - водяной пар; V-дымовые газы; VI - вода Рисунок 2 - Схема реакторного блока установки каталитического крекинга с движущимся слоем шарикового катализатора Реактор с псевдоожиженным (кипящим) слоем катализатора обладает рядом достоинств, а именно: высокая удельная производительность, легкость транспортирования микросферического катализатора и регулирования параметров, отсутствие байпасных участков и градиента температуры в кипящем слое и другие. Недостатки данного реактора: неравномерность времени пребывания сырья в зоне реакции, в результате которой часть сырья подвергается стильному крекингу, а часть легкому; невозможность обеспечить максимально высокую селективность крекинга. Схемы реакторного блока отечественных установок каталитического крекинга с псевдоожиженным слоем катализатора представлены на рисунке 3. Лифт - реактор или прямоточный реактор с восходящим потоком газокатализаторной смеси представлен на рисунке 4. Данный реактор является более эффективным, чем предыдущие [ CITATION htt4 \l 1049 ]. 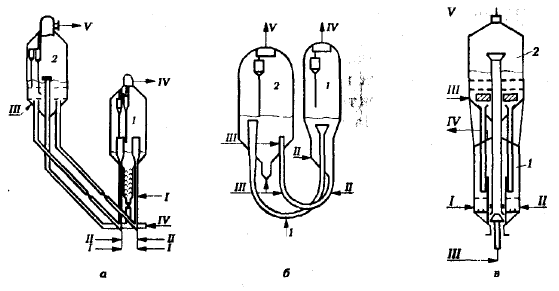 а-1А/1М; б-43-103; в-ГК-3; 1-реактор; 2 - регенератор; I-сырье; II - водяной пар; III-воздух; IV - продукты крекинга; V-дымовые газы Рисунок 3 - Схемы реакторного блока отечественных установок каталитического крекинга с псевдоожиженным слоем катализатора 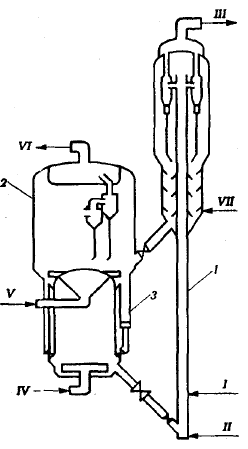 1-лифт-реактор; 2-двухступенчатый регенератор; 3-холодильник катализатора; I-сырье; II - разбавитель; III - продукты реакции; IV-первичный воздух; V-вторичный воздух; VI - дымовые газы; VII-водяной пар Рисунок 4 - Схема реакторного блока современной установки каталитического крекинга фирмы "ЮОП" 6.2 Описание технологической схемы установки каталитического крекинга с псевдоожиженным слоем катализатораВ настоящее время в Российской Федерации работают около 20 установок каталитического крекинга с псевдоожиженным слоем. Подобные установки представлены на Уфимском НПЗ, Куйбышевском НПЗ, Сызранском НПЗ, Московском НПЗ и других. Процесс крекинга в псевдоожиженном слое (FCC, а в российской терминологии ККФ) является более перспективным в сравнении с процессом, реализуемым на установках с движущимся слоем катализатора[ CITATION Сра \l 1049 ]. Основными разработчиками технологий FCC каталитического крекинга являются следующие компании: UOP, ABB Lummus Global Inc, Kellog Brow Root, Shell Global Solution, Stonr Webster. Технологическая схема установки каталитического крекинга с псевдоожиженным (кипящим) слоем представлена на рисунке 5. Сырье, которое нагрето в печи П-1 до температуры 350ºС, вводится в поток регенерированного катализатора перед его пуском в реактор Р-1. Полное испарение и частичное превращение сырья происходят еще до поступления взвеси в кипящий слой, а в этом слое каталитический крекинг заканчивается. Отработавший катализатор направляется в нижнюю, конусную отпарную секцию - десорбер, где из пор закоксованного катализатора отпариваются летучие углеводородные компоненты. Отпаренный закоксованный катализатор направляеют в регенератор Р-2. Для поддержания движения, в основание восходящей линии пневмотранспорта направляют воздуходувкой В-3 часть воздуха, транспортируемого в регенератор для сжигания кокса. Уменьшение концентрации твердой фазы на данном участке гарантирует устойчивый транспорт отработанного катализатора. Катализатор, прошедший регенерацию, возвращается из регенератора Р-2 в реактор. Пары, которые образуются при контакте сырья с катализатором, уменьшают концентрацию твердой фазы; в итоге обеспечивается движущий импульс в линии регенерированного катализатора. Пары продуктов процесса и сопровождающий их водяной пар покидают кипящийслой реактора при температуре 490-500ºС и давлении около 0,18 МПа, проходят циклонные сепараторы и отправляются в ректификационную колонну К-1. Большая масса катализаторной мелочи отделяется в циклонах и возвращается в кипящий слой; самые мелкие пылевые частицы уносятся в ректификационную колонну и отмываются в ее нижней части циркулирующей флегмой, образуя шлам. Из колонны К-1 выводятся два боковых погона, нижний - тяжелый каталитический газойль с началом кипения, равным 350ºС. Данный продукт целесообразно направить на повторный крекинг в смеси со свежим сырьем. Верхний боковой погон представляет собой легкий каталитический газойль с пределами выкипания 195-350ºС. Газ и бензин совместно с водяным паром выводятся с верха колонны К-1. В конденсаторе-холодильнике Т-1 образуются конденсаты нестабильного бензина и водяного пара, которые потом расслаиваются в газоводоотделителе Е-1. Нестабильный бензин и равновесный с ним жирный газ транспортируют в систему газофракционирования (на схеме не указана). Для выброса катализатора из реактора и регенератора при плановых и аварийных остановках предусмотрена емкость Б-1; для подпитки системы свежим катализатором и для регулирования его уровня в реакторе имеется емкость Б-2. Газы, которые выходят из регенератора при температуре приблизительно 600 ºС, содержат значительные количества оксида углерода и несут большой потенциал тепла. Применение этого тепла, особенно после дожигания оксида углерода, дает возможность получить в котле - утилизаторе П-3 большое количество водяного пара при давлении около 4 МПа. Для обеспечения точности регулировки отвода избыточного тепла из кипящего слоя в регенераторе Р-2, в змеевики регенератора подают не воду, а насыщенный пар из увлажнителя Т-2. Пар, перегревшийся в первой секции змеевиков, охлаждают, впрыскивая водный конденсат в камеру Т-3, до нужной температуры и направляют в следующую секцию для нагрева. После второй секции пар подается в паровую турбину компрессора углеводородного газа, направляемого на газофракционирование. Чтобы разогреть регенератор при пуске установки предусмотрена топка П-2, где нагревают воздух, подаваемый в регенератор. По достижении температуры катализатора в регенераторе 300ºС, топку П-2 отключают, и направляют топливо непосредственно в кипящий слой регенератора, вплоть до выхода на нормальный режим. Скоростью циркуляции катализатора управляют, регулируя количество воздуха, подаваемого на транспортирование отработанного катализатора. Из-за влияния колебания давления в реакторе Р-1 и в регенераторе Р-2 на циркуляцию катализатора влияют колебания, разность давлений между этими аппаратами поддерживается постоянной с помощью автоматически регулируемой задвижки на дымовой трубе регенератора[ CITATION Сми80 \l 1049 ]. 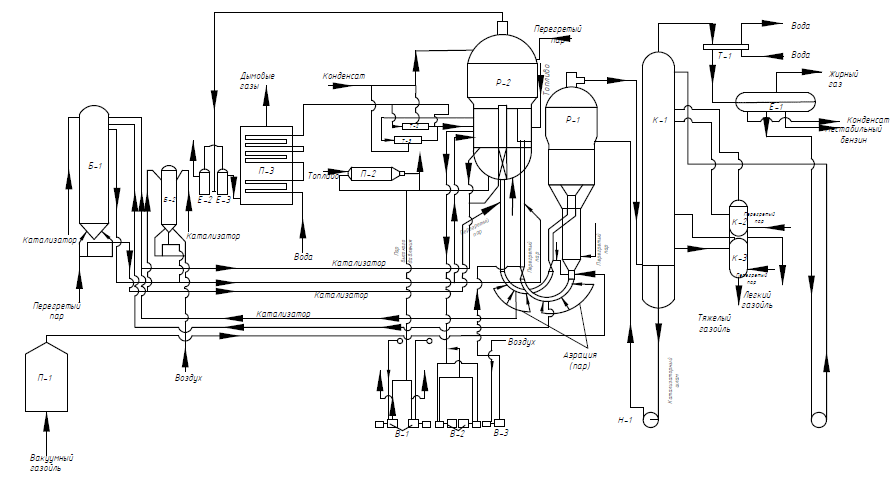 Рисунок 5 - Технологическая схема установки каталитического крекинга с псевдоожиженным (кипящим) слоем 7 Материальный балансНиже приводятся примерные материальные балансы установок каталитического крекинга прямогонного вакуумного газойля с псевдоожиженным слоем микросферического цеолитсодержащего (I) и с плотным слоем шарикового аморфного (II) катализаторов. Таблица 2 - Материальные балансы установок каталитического крекинга с псевдоожиженным слоем микросферического цеолитсодержащего (I) и с плотным слоем шарикового аморфного (II) катализаторов[ CITATION Кап07 \l 1049 ].
8 Качество продуктовПри данном каталитическом процессе образуется жидкий продукт - бензин, тяжелый и легкий газойли, а также углеводородный газ и кокс. В газе содержится преимущественно тяжелые углеводороды, как правило, бутанового ряда, среди которых много изобутана и бутиленов. Крекинг на катализаторах АШНЦ-3 и Цеокар-2 отличается высокой глубиной превращения сырья (в среднем на 9-11 % масс.), большими выходами газа (на 1,0-2,5% масс.) и бензина (на 10-13% масс.), меньшими выходами кокса (на 0,4-0,2 % масс.) и фракции дизельного топлива ( на 2-3% масс.), чем на аморфном алюмосиликатном катализаторе[ CITATION Алю75 \l 1049 ]. Максимальный выход бензина наблюдается в интервале температур 460-475°С и составляет для АШНЦ-3 46,0 % и для Цеокар-2 47,5% масс. Выход кокса же практически одинаков (5,2% масс. на сырье). В таблице 3 приведен состав газа и качество бензинов, полученных в процессе каталитического крекинга разных катализаторах при оптимальных режимах процесса. Таблица 3 - Состав газа и качество продуктов, полученных в процессе каталитического крекинга на разных катализаторах
Пропилен - один из наиболее важных компонентов газа как сырье для процессов нефтехимии, изобутана бутиленов и пропилена для алкилирования с целью получения высокооктанового компонента. Продукты, получаемые в присутствии цеолитсодержащих катализаторов, более ароматизированы, чем получаемые в присутствии аморфных катализаторов. Бензин каталитического крекинга выкипает до 200°С и содержит большое количество непредельных (до 30% масс.) и ароматических (до 35% масс.) углеводородов. Октановое число составляет от 80 до 82 по исследовательскому методу и от 90 до 92 по моторному методу. Легкий газойль каталитического крекинга содержит большое количество ароматических углеводородов, поэтому для использования его в качестве дизельного топлива, его необходимо предварительно подвергать глубокому гидрированию. Без предварительного облагораживания допустимо использование только в качестве печного или котельного топлива. Тяжелый газойль также богат ароматическими углеводородами и представляет собой ценное сырье для получения технического углерода и для установок замедленного коксования. Также возможно его использование при получении электродного кокса. Исходя из подробного рассмотрения качества продуктов каталитического крекинга, можно судить о преимуществах его перед термическим крекингом, а именно: каталитический крекинг более селективен и дает возможность образованию С3-С4 углеводородов в газах, а вот в газах термического процесса преобладают С1-С2 углеводороды; алкенов и алканов изостроения, а также ароматических углеводородов. Это благодаря более интенсивному протеканию реакций изомеризации и ароматизации; благодаря реакциям Н-переноса в продуктах каталитического процесса значительно меньше моноолефинов и отсутствуют дельфины; в результате каталитического крекинга образуются бензины с более высокими показатели качества (октановыми числами), химической стабильностью, также выход его значительно выше. ЗаключениеВ данном реферате мною были подробно рассмотрены основные аспекты технологии каталитического крекинга. Технологии каталитического крекинга имеют достаточно быстрые темпы развития. Однако, существуют и различные направления по модернизации существующих установок: разработка новых катализаторов для увеличения выходов продукции более высокого качества; реконструкция реактора для повышения выхода и качества продукции, точнее ввод системы быстрого разделения, высокопроизводительные устройства подачи сырья, малое время контакта; модернизация процесса регенерации (реконструкция регенераторов для минимальной дезактивации катализаторов, непрерывной регенерации и так далее); оптимизация энергетических затрат установки; использование узко направленных процессов каталитического крекинга, например для производства олефинов (технология DCC), переработки тяжелого сырья (технологии R2C, HOC, RCC и другие). Список литературыCITATION Кап07 \l 1049 : , [1], CITATION Ахм02 \l 1049 : , [2], CITATION Кап07 \l 1049 : , [1], CITATION Про75 \l 1049 : , [2], CITATION Алю75 \l 1049 : , [3], CITATION htt4 \l 1049 : , [5], CITATION Сра \l 1049 : , [6], CITATION Сми80 \l 1049 : , [5], CITATION Алю75 \l 1049 : , [5],
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||