конспект-метрология. Конспект лекций по дисциплине Метрология, стандартизация, сертификация Казань 2012
 Скачать 2.75 Mb. Скачать 2.75 Mb.
|

Рис. 2.12. Примеры обозначения шероховатости на чертежахЕсли параметры Rа, Rz, Rmax определены на базовой длине в соответствии с ГОСТ 2789-73, то эти базовые длины не указываются в требованиях к шероховатости (рис. 2.12, б). При необходимости дополнительно к параметрам шероховатости поверхности устанавливаются требования по направлению неровностей поверхности (табл. 2.3), а также по способу или последовательности способов получения (обработки) поверхности. При этом способ обработки указывают только в случаях, когда он является единственно приемлемым для получения требуемого качества поверхности. Таблица 2.3 Направления неровностей поверхности по ГОСТ 2789 – 73
При указании двух и более параметров шероховатости поверхности значения параметров записывают сверху вниз в следующем порядке: высота неровностей профиля, шаг неровностей профиля, относительная опорная длина профиля (рис. 2.12, а). Допускается применять упрощенное обозначение шероховатости поверхностей с разъяснением его в технических требованиях чертежа (рис. 2.12, в). Допускаемые значения Rа и Rz в зависимости от допуска размера и формы установлены по четырем уровням относительной геометрической точности, определяемых соотношением допусков геометрии и размера соответственно: A=60 %, B=40 %, С=25 % и D 25% (табл. 2.4). Таблица 2.4 Параметры шероховатости в зависимости от допусков размера IT и формы TF
Точность формы и расположения Допуски формы и расположения поверхностей деталей машин и приборов, термины, определения, относящиеся к основным видам отклонений, стандартизованы ГОСТ 24642 – 81. В основу нормирования и систему отсчета отклонений формы и расположения поверхностей положен принцип прилегающих поверхностей и профилей, элементов, деталей, сборочных единиц (узлов). Все отклонения и допуски подразделяются на три группы: формы; расположения; суммарные – формы и расположения. Общие термины и определения Профиль – это линия пересечения поверхности с плоскостью или заданной поверхностью. Различают профили номинальной и реальной поверхностей. Нормируемый участок - это участок поверхности или линии, к которому относится допуск на отклонение формы или расположение элемента. Нормируемый участок должен задаваться размерами, определяющими его площадь, длину или угол сектора (в полярных координатах). Если нормируемый участок не задан, то допуск или отклонение формы или расположения должен относиться ко всей поверхности или длине рассматриваемого элемента. База - элемент детали (или выполняющее ту же функцию сочетание элементов), определяющий одну из плоскостей или осей системы координат, по отношению к которой задается допуск расположения или определяется отклонение расположения рассматриваемого элемента. Базами могут быть, например, базовая плоскость, базовая ось, базовая плоскость симметрии. Комплект баз - совокупность двух или трех баз, образующих систему координат, по отношению к которой задается допуск расположения или определяется отклонение расположения рассматриваемого элемента. Прилегающая плоскость и прилегающая прямая - плоскость или прямая, соприкасающаяся с реальной поверхностью или профилем и расположенная вне материала детали так, чтобы отклонение от нее наиболее удаленной точки соответственно реальной поверхности или профиля в пределах нормируемого участка имело минимальное значение (рис. 2.13, а). Прилегающая окружность - это окружность минимального диаметра, описанная вокруг реального профиля (для наружной поверхности вращения), или максимального диаметра, вписанная в реальный профиль (для внутренней поверхности вращения) (рис. 2.13, б и в). 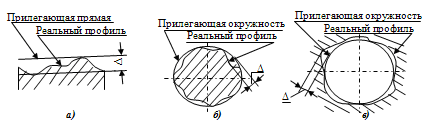 Рис. 2.13. Прилегающая прямая (а) и окружности (б, в) Прилегающий цилиндр – это цилиндр минимального диаметра, описанный вокруг реальной поверхности (для наружной поверхности вращения), или максимального диаметра, вписанный в реальную поверхность (для внутренней поверхности вращения). Прилегающий профиль продольного сечения цилиндрической поверхности – две параллельные прямые, соприкасающиеся с реальным профилем (двумя реальными образующими, лежащими в продольном сечении) и расположенные вне материала детали так, чтобы наибольшее отклонение точек образующих профиля имело минимальное значение (рис. 2.14). Общая ось - это прямая, относительно которой наибольшее отклонение осей нескольких рассматриваемых поверхностей вращения в пределах длины этих поверхностей, имеет минимальное значение (рис. 2.15, а). Для двух поверхностей общей осью является прямая, проходящая через оси рассматриваемых поверхностей в их средних сечениях (рис. 2.15, б). 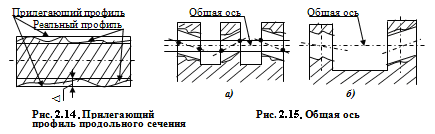 Общая плоскость симметрии - это плоскость, относительно которой наибольшее отклонение плоскостей симметрии нескольких рассматриваемых элементов в пределах длины этих элементов имеет минимальное значение (рис. 2.16). Выступающее поле допуска расположения – поле допуска или часть его, ограничивающие отклонение расположения элемента за пределами протяженности этого элемента (наружный участок выступает за пределы длины элемента) (рис. 2.17).  Приняты следующие буквенные обозначения: — отклонение формы или отклонение расположения поверхностей; Т — допуск формы или допуск расположения; L — длина нормируемого участка. Классификация отклонений и допусков формы и расположения приведена в табл. 2.5. Отклонения и допуски формы К отклонениям формы относятся отклонения прямолинейности, плоскостности, круглости, профиля продольного сечения и цилиндричности. Отклонения формы плоских поверхностей. Отклонение от плоскостности определяют как наибольшее расстояние от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка (рис. 2.18, а). Частными видами отклонений от плоскостности являются выпуклость (рис. 2.18, б) и вогнутость (рис. 2.18, в). Отклонение от прямолинейности (см. рис. 2.13, а) определяют как большее расстояние от точек реального профиля до прилегающей прямой. Таблица 2.5 Допуски формы и расположения и их условные знаки 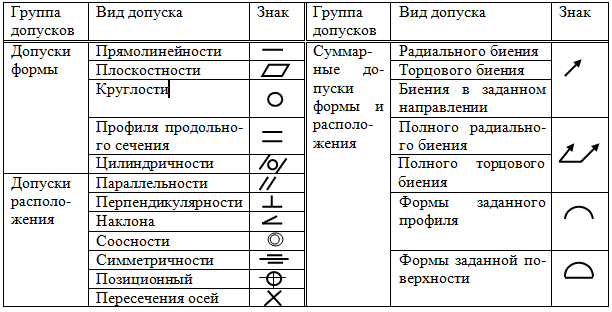 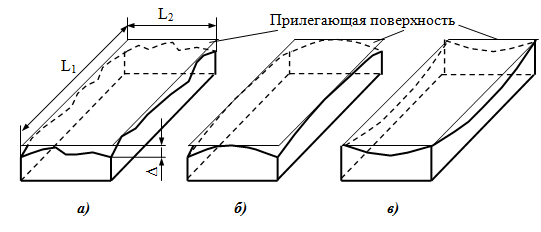 Рис. 2.18. Отклонение формы плоских поверхностей Отклонения формы цилиндрических поверхностей. Отклонение от круглости - наибольшее расстояние от точек реального профиля до прилегающей окружности (рис. 2.13, б и в). Частными видами отклонений от круглости являются овальность и огранка (рис. 2.19, а и б). Огранка может быть с четным и нечетным числом граней. Огранка с нечетным числом граней характеризуется равенством размера d (рис. 2.19, б). Отклонение от цилиндричности — наибольшее расстояние от точек реальной поверхности до прилегающего цилиндра в пределах нормируемого участка L (рис. 2.19, в). Отклонение профиля продольного сечения - наибольшее расстояние от точек образующих реальной поверхности, лежащих в плоскости, проходящей через ее ось, до соответствующей стороны прилегающего профиля в пределах нормируемого участка (см. рис. 2.14). Отклонение профиля продольного сечения характеризует отклонения от прямолинейности и параллельности образующих. Частными видами отклонения профиля продольного сечения являются конусообразность (рис. 2.19, г), бочкообразность (рис. 2.19, д) и седлообразность (рис. 2.19, е).  Рис. 2.19. Отклонение формы цилиндрических поверхностей Отклонение от прямолинейности оси (или линии) в пространстве и поле допуска прямолинейности оси Т показаны на рис. 2.19, ж. Отклонения и допуски расположения Отклонением расположения поверхности или профиля называют отклонение реального расположения поверхности (профиля) от его номинального расположения. Количественно отклонения расположения оценивают в соответствии с определениями, приведенными ниже. При оценке отклонений расположения отклонения формы рассматриваемых поверхностей (профилей) и базовых элементов (обобщенный термин, под которым понимают поверхность, линию или точку) должны быть исключены из рассмотрения. При этом реальные поверхности (профили) заменяют прилегающими, а за оси, плоскости симметрии и центры реальных поверхностей (профилей) принимают оси, плоскости симметрии и центры прилегающих элементов. Отклонение от параллельности плоскостей (рис. 2.20, а) - разность наибольшего и наименьшего расстояний между прилегающими плоскостями в пределах нормируемого участка. Отклонение от параллельности осей (прямых) в пространстве - геометрическая сумма отклонений от параллельности проекций осей (прямых) в двух взаимно перпендикулярных плоскостях; одна из этих плоскостей является общей плоскостью осей, т. е. плоскостью, проходящей через одну (базовую) ось и точку другой оси (рис. 2.20, б). Отклонение от перпендикулярности плоскостей показано на рис. 2.20, в. Отклонение от соосности относительно общей оси - это наибольшее расстояние (1, 2 …) между осью рассматриваемой поверхности вращения и общей осью двух или нескольких поверхностей вращения на длине нормируемого участка (рис. 2.20, г). Допуск соосности в диаметральном выражении равен удвоенному наибольшему допускаемому значению отклонения от соосности, а в радиусном выражении - наибольшему допускаемому значению этого отклонения. Поле допуска соосности – область в пространстве, ограниченная цилиндром, диаметр которого равен допуску соосности в диаметральном выражении Т или удвоенному допуску соосности в радиусном выражении R, а ось совпадает с базовой осью (рис. 2.20, д). Двоякая количественная оценка соосности (в диаметральном и радиусном выражении) принята по рекомендации ИСО также для симметричности и пересечения осей. Ранее эти отклонения определяли только в радиусной мере. 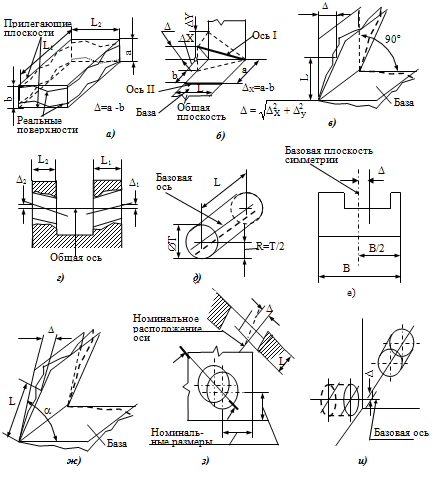 Рис. 2.20. Отклонения расположения Отклонение от симметричности относительно базовой плоскости — наибольшее расстояние между плоскостью симметрии рассматриваемой поверхности и базовой плоскостью симметрии в пределах нормируемого участка (рис. 2.20, е). Допуск симметричности проставляется в диаметральном выражении Т или в радиусном выражении Т/2. Отклонение наклона – отклонение угла между прилегающей плоскостью (или осью поверхности вращения) и базовой от номинального угла , выраженное в линейных единицах на длине нормируемого участка L (рис. 2.20, ж). Позиционное отклонение — наибольшее отклонение реального расположения элемента (его центра, оси или плоскости симметрии) от его номинального расположения в пределах нормируемого участка (рис. 2.20, з). Отклонение от пересечения осей, которые номинально должны пересекаться, определяют как наименьшее расстояние между рассматриваемой и базовой осями (рис. 2.20, и). Допуск пересечения проставляется в диаметральном выражении Т или в радиусном выражении Т/2. Суммарные отклонения и допуски формы и расположения поверхностей Суммарным отклонением формы и расположения называется отклонение, являющееся результатом совместного проявления отклонения формы и отклонения расположения рассматриваемого элемента (поверхности или профиля) относительно заданных баз. Количественно суммарные отклонения оцениваются по точкам реальной нормируемой поверхности относительно прилегающих базовых элементов или их осей. Радиальное биение поверхности вращения относительно базовой оси является результатом совместного проявления отклонения от круглости профиля рассматриваемого сечения и отклонения его центра относительно базовой оси. Оно равно разности наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения до базовой оси в сечении, перпендикулярном этой оси ( на рис. 2.21, а). Торцовое биение – разность наибольшего и наименьшего расстояний от точек реального профиля торцовой поверхности до плоскости, перпендикулярной базовой оси. Определяется на заданном диаметре d или любом (в том числе и наибольшем) диаметре торцовой поверхности (рис. 2.21, б).  Рис. 2.21. Суммарные отклонения формы и расположения Биение в заданном направлении – разность наибольшего и наименьшего расстояний от точек реального профиля поверхности вращения в сечении рассматриваемой поверхности конусом, ось которого совпадает с базовой осью, а образующая имеет заданное направление, до вершины этого конуса (рис. 2.21, в). Полное радиальное биение – разность наибольшего Rmax и наименьшего Rmin расстояний от всех точек реальной поверхности в пределах нормируемого участка L до базовой оси (рис. 2.21, г). Полное торцовое биение — разность наибольшего и наименьшего расстояния от точек всей торцовой поверхности до плоскости, перпендикулярной базовой оси (рис. 2.21, д). Отклонение формы заданного профиля – наибольшее отклонение точек реального профиля, определяемое по нормали к нормируемому профилю в пределах нормируемого участка L (рис. 2.21, е). Отклонение формы заданной поверхности – наибольшее отклонение точек реальной поверхности от номинальной поверхности, определяемое по нормали к номинальной поверхности в пределах нормируемых участка L1, L2 (рис. 2.21, ж). Зависимый и независимый допуск формы и расположения Допуски расположения или формы, устанавливаемые для валов или отверстий, могут быть зависимыми и независимыми. Зависимым называется допуск формы или расположения, минимальное значение которого указывается в чертежах или технических требованиях и которое допускается превышать на величину, соответствующую отклонению действительного размера детали от проходного предела (наибольшего предельного размера вала или наименьшего предельного размера отверстия): Тзав = Тmin +Tдоп , где Тmin - минимальная часть допуска, связанная при расчете с допустимым зазором. ; Тдоп - дополнительная часть допуска, зависящая от действительных размеров рассматриваемых поверхностей. Зависимые допуски расположения устанавливаются для деталей, которые сопрягаются с контрдеталями одновременно по двум и более поверхностям и для которых требования взаимозаменяемости сводятся к обеспечению собираемости, т. е. возможности соединения деталей по всем сопрягаемым поверхностям. Зависимые допуски связаны с зазорами между сопрягаемыми поверхностями, и предельные отклонения их должны быть в соответствии с наименьшим предельным размером охватывающей поверхности (отверстий) и наибольшим предельным размером охватываемой поверхности (валов). Зависимые допуски обычно контролируют комплексными калибрами, являющимися прототипами сопрягаемых деталей. Эти калибры всегда проходные, что гарантирует беспригоночную сборку изделий. Пример. На рис. 2.22 показана деталь с отверстиями разных размеров 20+0,1 и 30+0,2 с допуском на соосность Тmin = 0,1 мм. Дополнительная часть допуска определится по выражению Тдоп = D1дейст – D1min + D2дейст – D2min . При наибольших значениях действительных размеров отверстий Тдоп max = 30,2 –30 + 20,1 –20 = 0,3. При этом Тзав max = 0,1 + 0,3 = 0,4.  Рис. 2.22. Зависимый допуск соосности отверстий Независимым называют допуск расположения (формы), числовое значение которого постоянно для всей совокупности деталей, изготовляемых по данному чертежу, и не зависит от поверхностей. Например, когда необходимо выдержать соосность посадочных гнезд под подшипники качения, ограничить колебание межосевых расстояний в корпусах редукторов и т. п., следует контролировать собственно расположение осей поверхностей. Числовые значения допусков формы и расположения поверхностей. Согласно ГОСТ 24643 - 81 для каждого вида допуска формы и расположения поверхностей установлено 16 степеней точности. Числовые значения допусков от одной степени к другой изменяются с коэффициентом возрастания 1,6. В зависимости от соотношения между допуском размера и допусками формы или расположения устанавливают следующие уровни относительной геометрической точности: А – нормальная относительная геометрическая точность (допуски формы или расположения составляют примерно 60 % допуска размера); В – повышенная относительная геометрическая точность (допуски формы или расположения составляют примерно 40 %. допуска размера); С – высокая относительная геометрическая точность (допуски формы или расположения составляют примерно 25 % допуска размера). Допуски формы цилиндрических поверхностей, соответствующие уровням А, В и С, составляют примерно 30, 20 и 12 % допуска размера, так как допуск формы ограничивает отклонение радиуса, а допуск размера — отклонение диаметра поверхности. Допуски формы и расположения можно ограничивать полем допуска размера. Эти допуски указывают только тогда, когда по функциональным или технологическим причинам они должны быть меньше допусков размера или неуказанных допусков по ГОСТ 25670 - 83. Обозначение на чертежах допусков формы и расположения Вид допуска формы и расположения согласно ГОСТ 2.308 – 79 следует обозначать на чертеже знаками (графическими символами), приведенными в табл. 2.5. Знак и числовое значение допуска вписывают в рамку, указывая на первом месте знак, на втором — числовое значение допуска в миллиметрах, на третьем (при необходимости) - буквенное значение базы (баз) или поверхности, с которой связан допуск расположения. На рис. 2.23 приведены некоторые правила простановки допусков формы и расположения на чертежах: а – допуск и база А относятся к поверхности, а не к оси (стрелку располагают на некотором расстоянии от конца размерной линии); б – допуск и база Б относятся к боковой поверхности резьбы; в – допуск и база В относятся к оси или плоскости симметрии (конец соединительной линии должен совпадать с продолжением размерной линии этого элемента); г – допуск и база Г относятся к оси резьбы; д – допуск и база Д относятся к общей оси; е – допуск относится ко всей поверхности (длине элемента) и на нормируемом участке, который может занимать любое положение на поверхности; ж – выступающее поле допуска (контур выступающей части нормируемого элемента указывают сплошной тонкой линией).  Рис. 2.23. Правила простановки допусков формы и расположения Кроме нанесения отклонений формы и расположения на чертеже иногда применяют текстовые записи в случаях, когда условные обозначения слишком затемняют чертеж или не раскрывают полностью технических требований к изготовлению детали. В текстовой части дается краткое наименование заданного отклонения и буквенное обозначение или наименование параметра (например, поверхности), для которого задаются отклонение и его числовая величина. Если допускаемое отклонение относится к расположению поверхностей, то показываются еще и базы, относительно которых задано отклонение. Органы и службы стандартизации Российской Федерации Органы и службы стандартизации — организации, учреждения, объединения и их подразделения, основной деятельностью которых является осуществление работ по стандартизации или выполнение определенных функций по стандартизации. Органы по стандартизации — это органы, признанные на определенном уровне, основная функция которых состоит в руководстве работами по стандартизации. Руководство российской национальной стандартизацией, как уже указывалось выше, осуществляет национальный орган по стандартизации — агентство Ростехрегулирование. Он как орган по стандартизации, признанный на национальном уровне, имеет право представлять интересы страны в области стандартизации в соответствующей международной или региональной организации по стандартизации. Ростехрегулирование осуществляет: — принятие программы разработки национальных стандартов; — утверждение национальных стандартов; — учет национальных стандартов, правил стандартизации, норм и рекомендаций в этой области и обеспечение их доступности заинтересованным лицам; — введение в действие общероссийских классификаторов технико-экономической и социальной информации. Ростехрегулирование осуществляет свои функции непосредственно и через свои межрегиональные территориальные управления (МТУ), а также российские службы стандартизации. В структуру Ростехрегулирования входят:
Службы стандартизации — специально создаваемые организации и подразделения для проведения работ по стандартизации на определенных уровнях управления — государственном, отраслевом, предприятий (организации). Российские службы стандартизации — научно-исследовательские институты Госстандарта России (23 научно-исследовательские организации) и технические комитеты по стандартизации. К научно-исследовательским институтам Госстандарта, например, относятся: НИИ стандартизации (ВНИИстандарт) — головной институт в области национальной системы стандартизации; ВНИИ сертификации продукции (ВНИИС) — головной институт в области сертификации продукции (услуг) и систем управления качеством продукции (услуг); ВНИИ по нормализации в машиностроении (ВНИИНМАШ) — головной институт в области разработки научных основ унификации и агрегатирования в машиностроении и приборостроении; ВНИИ комплексной информации по стандартизации и качеству (ВНИИКИ) — головной институт в области разработки и дальнейшего развития Единой системы классификации и кодирования технико-экономической информации, стандартизации научно-технической терминологии. Федеральный фонд стандартов и технических условий ВНИИКИ проводит в установленном порядке учет и регистрацию стандартов и ТУ, учитывает и хранит отечественную и зарубежную НД, обеспечивает по заявкам копиями стандартов и ТУ. Технические комитеты по стандартизации (ТК) создаются на базе организаций, специализирующихся по определенным видам продукции (услуг) и имеющих в данной области наиболее высокий научно-технический потенциал. В настоящее время зарегистрировано более 350 ТК. Как указывалось выше, любой стандарт — продукт согласованного мнения всех заинтересованных в этом документе сторон (пользователей). Задача Технического комитета (далее — ТК) заключается в обеспечении «круглого стола» участников разработки проекта стандарта. Поэтому и состав этих ТК включают представителей разработчиков, изготовителей, поставщиков, потребителей (заказчиков) продукции, обществ (союзов) потребителей и других заинтересованных предприятий и организаций, а также ведущих ученых и специалистов в конкретной области. ТК несут ответственность за качество и сроки разрабатываемых ими проектов стандартов в соответствии с действующим законодательством и заключенными договорами на проведение этих работ. Для организации и координации работ по стандартизации в отраслях народного хозяйства в необходимых случаях создают подразделения (службы) стандартизации министерств (и других органов государственного управления) и головные организации по стандартизации из числа организаций с высоким научно-техническим потенциалом в соответствующих областях науки и техники. Руководители предприятий непосредственно несут ответственность за организацию и состояние выполняемых работ по стандартизации на этих предприятиях. Предприятия создают при необходимости службы стандартизации (отдел, лабораторию, бюро), которые выполняют научно-исследовательские, опытно-конструкторские и другие работы по стандартизации. Характеристика национальных стандартов Национальные стандарты и общероссийские классификаторы технико-экономической и социальной информации, в том числе правила их разработки и применения, представляют собой национальную систему стандартизации. Национальный стандарт Российской Федерации — утвержденный органом РФ по стандартизации стандарт, в котором в целях добровольного многократного использования устанавливаются характеристики продукции, правила осуществления и характеристики процессов производства, эксплуатации, хранения, перевозки, реализации и утилизации, выполнения работ или оказания услуг. Виды национальных стандартов Вид стандарта – характеристика, определяющаяся его содержанием в зависимости от объекта стандартизации. ГОСТ Р 1.0 установил следующие основные виды стандартов: — стандарты основополагающие; — стандарты на продукцию; — стандарты на услуги; — стандарты на процессы (работы); — стандарты на методы контроля; — стандарты на термины и определения. Основополагающий стандарт – стандарт, имеющий широкую область распространения и/или содержащий общие положения для определенной области. Основополагающий стандарт может применяться непосредственно в качестве стандарта или служить основой для разработки других стандартов и иных нормативных или технических документов. Основополагающий стандарт в узком смысле — системообразующий стандарт, определяющий общие положения в «цепочке» стандартов конкретной системы, например: ГОСТ Р 1.0—2004 «Стандартизация в Российской Федерации. Основные положения»; ГОСТ Р 50779.0—95 «Статистические методы. Основные положения»; СНиП 10.01—94 «Система нормативных документов в строительстве. Основные положения». Существует два подвида стандартов — организационно-методические и общетехнические. При стандартизации организационно-методических и общетехнических объектов устанавливаются положения, обеспечивающие техническое единство при разработке, производстве, эксплуатации продукции и оказании услуг, например: организация работ по стандартизации; разработка и постановка продукции на производство; правила оформления технической, управленческой, информационно-библиографической документации; общие правила обеспечения качества продукции и другие общетехнические правила. Основополагающие организационно-методические стандарты устанавливают общие организационно-технические положения по проведению работ в определенной области (например, ГОСТ Р 1.2—2004 «Стандартизация в Российской Федерации. Правила разработки, утверждения, обновления и отмены»). Основополагающие общетехнические стандарты устанавливают: научно-технические термины, многократно используемые в науке, технике, производстве; условные обозначения различных объектов стандартизации — коды, метки, символы (например, ГОСТ 14192—96 «Маркировка грузов»); требования по обеспечению единства измерений (ГОСТ Р 8.000—2000 «Государственная система обеспечения единства измерений») и пр. Доля основополагающих стандартов в общем фонде национальных стандартов составляет 18%. Стандарт на продукцию — стандарт, устанавливающий требования, которым должна удовлетворять продукция или группа однородной продукции, с тем чтобы обеспечить ее соответствие своему назначению. В ГОСТ Р 1.0—2004 указывается, что стандарты на продукцию устанавливают для групп однородной продукции или конкретной продукции: а) технические требования; б) методы контроля безопасности; в) технические требования к основным потребительским свойствам; г) требования к условиям и правилам эксплуатации; д) требования к транспортированию, хранению, применению и утилизации. На продукцию разрабатывают следующие основные подвиды стандартов: 1) стандарт общих технических условий; 2) стандарт технических условий. В первом случае стандарт содержит общие требования к группам однородной продукции, во втором - к конкретной продукции. Указанные стандарты в общем случае включают следующие разделы: классификация, основные параметры и (или) размеры; общие технические требования; правила приемки; маркировка, упаковка, транспортирование, хранение. По группам однородной продукции могут разрабатываться стандарты узкого назначения: стандарты технических требований; стандарты правил приемки; стандарты правил упаковки, транспортирования и хранения. Стандарты на процессы устанавливают требования к выполнению различного рода работ на отдельных этапах жизненного цикла продукции (услуги) – разработка, изготовление, хранение, транспортирование, эксплуатация, утилизация для обеспечения их технического единства и оптимальности. Стандарты на работы (процессы) должны содержать требования безопасности для жизни и здоровья населения и охраны окружающей природной среды при проведении технологических операций. На современном этапе большое значение приобретают стандарты на управленческие процессы в рамках систем обеспечения качества продукции (услуг) — управление документацией, закупками продукции, подготовкой кадров и пр. Речь идет о стандартах по системам менеджмента качества. Стандарты на методы контроля должны в первую очередь обеспечивать всестороннюю проверку всех обязательных требований к качеству продукции (услуги). Устанавливаемые в стандартах методы контроля должны быть объективными, точными и обеспечивать воспроизводимые результаты. Выполнение этих условий в значительной степени зависит от наличия в стандарте сведений о погрешности измерений и других характеристиках, предусмотренных комплексом стандартов, выполненных на основе международных стандартов ИСО. Для каждого метода в зависимости от специфики его проведения устанавливают: а) средства испытаний и вспомогательные устройства; б) порядок подготовки к проведению испытаний; в) порядок проведения испытаний; г) правила обработки результатов испытаний; д) правила оформления результатов испытаний; е) допустимую погрешность испытаний. В определении стандарта на методы контроля указывается на элементы контроля качества — испытания, измерения, анализ, а также такие аспекты их стандартизации, как установление требований: а) к используемому оборудованию; б) условиям и процедурам осуществления всех; в) обработке и представлению полученных результатов; г) квалификации персонала. Необходима выработка единой идеологии по вопросам установления правил и методов испытаний (измерений), необходимых при применении ТР. Дело в том, что согласно п. 11 ст. 7 ФЗ о техническом регулировании указанные правила разрабатываются каждым федеральным органом исполнительной власти самостоятельно в пределах их компетенции в течение шести месяцев со для официального опубликования ТР и утверждаются Правительством РФ. Единая идеология может быть достигнута путем приоритетного использования стандартизированных методов испытаний, в том числе документов государственной системы, измерений. Разработка иных методов испытаний при наличии по ним национальных стандартов, гармонизированных с международными, приведет к появлению технических барьеров в торговле. В связи с широким распространением фальсификации товаров на мировом рынке и в России в частности очень актуально введение в действие стандартов, позволяющих проводить идентификацию продукции и тем самым выявлять фальсифицированную продукцию. Стандарты могут быть узкого назначения — проверка одного показателя качества (например, стандарт на метод определения паропроницаемости чистошерстяных и полушерстяных тканей) либо широкого назначения — проверкакомплекса показателей (стандарт на методы испытаний шелковых и полушелковых штучных изделий). Практика обязательной сертификации вызвала необходимость разработки стандартов смешанного вида— стандартов на продукцию и методы контроля, в частности стандартов на требования безопасности к продукции (услуге) и методы контроля безопасности. Пример: ГОСТ 25779 «Игрушки. Общие требования к безопасности и методы контроля». Доля стандартов на методы контроля в общем фонде стандартов составляет 24%. Стандарт на услугу устанавливает требования, которым должна удовлетворять группа однородных услуг (услуги туристские, услуги транспортные) или конкретные услуги (классификация гостиниц, грузовые перевозки) с тем, чтобы обеспечить соответствие услуги ее назначению. Стандарт на термины и определения — стандарт, устанавливающий термины, к которым даны определения, содержащие необходимые и достаточные признаки понятия. Терминологические стандарты выполняют одну из главных задач стандартизации — обеспечение взаимопонимания между всеми сторонами, заинтересованными в объекте стандартизации. Порядок разработки и утверждения стандартов осуществляется по следующей общей схеме. 1. Национальный орган по стандартизации разрабатывает и утверждает программу разработки национальных стандартов (далее — НС). Разработчик стандарта организует уведомление о разработке НС, которое должно содержать информацию об имеющихся в проекте положениях, отличающихся от положений соответствующих международных стандартов. Разработчик НС обеспечивает доступность проекта НС заинтересованным лицам для ознакомления. 2. Разработчик дорабатывает проект НС с учетом полученных замечаний заинтересованных лиц, проводит публичное обсуждение проекта. Срок публичного обсуждения проекта НС не может быть менее чем два месяца. 3. Проект НС одновременно с перечнем полученных в письменной форме замечаний представляется в Технический комитет (ТК) по стандартизации, который организует проведение экспертизы данного проекта. По результатам экспертизы ТК готовит мотивированное предложение об утверждении или отклонении проекта НС. Данное предложение направляется национальному органу по стандартизации, который на основе представленных ТК документов принимает решение. Уведомление об утверждении НС подлежит опубликованию в печатном издании федерального органа исполнительной власти по техническому регулированию и в информационной системе общего пользования в электронно-цифровой форме в течение 30 дней со дня утверждения НС. 4. Национальный орган по стандартизации утверждает и публикует в печатном издании федерального органа исполнительной власти по техническому регулированию и в упомянутой выше информационной системе перечень НС, которые могут на добровольной основе применяться для соблюдения требований ТР. Процедура разработки и принятия стандартов регламентирована ГОСТ Р 1.2—2004 «Стандартизация в Российской Федерации. Правила разработки. Утверждения. Обновления и отмены». Применение национальных стандартов Применение национального стандарта – это использование указанного нормативного документа в различных видах деятельности, например в производстве, торговле и пр. Необходимость применения документов в области стандартизации, в частности национальных стандартов, в отношении продукции (услуг) на территории РФ с целью вывоза с ее территории определяет, как правило, договор (контракт). В договор о поставке продукции или исполнении услуги должно быть включено условие о соответствии продукции (услуг) обязательным требованиям стандартов. Применение национального стандарта подтверждается в соответствии со ст. 22 ФЗ о техническом регулировании знаком соответствия национальному стандарту в порядке, определенном ГОСТ Р 1.9— 2004 «Знак соответствия национальному стандарту Российской Федерации. Изображение. Порядок применения». Знак соответствия является формой доведения до приобретателей и других заинтересованных сторон информации о соответствии конкретной продукции требованиям национальных стандартов на эту продукцию. Подтверждение соответствия осуществляется по инициативе заявителя в форме добровольной сертификации. Применением знака соответствия национальному стандарту является маркирование им непосредственно продукции, тары, упаковки, товарно-сопроводительной документации, прилагаемой к продукции, поступающей к приобретателю при реализации. Применением знака соответствия национальному стандарту является также использование этого знака в рекламе, проспектах, на официальных бланках и вывесках, при демонстрации экспонатов на выставках и ярмарках. Маркирование продукции знаком соответствия осуществляется по инициативе субъектов хозяйственной деятельности и в случае, если необходимость маркирования продукции знаком соответствия установлена в договоре (контракте) на поставку продукции. Знаком соответствия может маркироваться продукция, на которую имеются национальные стандарты следующего содержания: — стандарты общих технических условий (технических условий); — стандарты общих технических требований (технических требований).
Сертификация – форма осуществляемого органом по сертификации подтверждения соответствия объектов требованиям технических регламентов, положениям стандартов или условиям договоров.Сертификация продукции является одним из путей обеспечения высокого качества продукции, повышения научного и торгово-экономического сотрудничества между странами, укрепления доверия между ними. В сертификации продукции, услуг и иных объектов участвуют первая (изготовитель или продавец), вторая (потребитель или покупатель), третья стороны. Третья сторона— лицо или орган, признаваемые независимыми от участвующих сторон в рассматриваемом вопросе (ИСО/ МЭК 2). Система сертификации – совокупность правил выполнения работ по сертификации, ее участников и правил функционирования системы сертификации в целом. Оценка соответствия – прямое или косвенное определение соблюдения требований к объекту. Подтверждение соответствия – документальное удостоверение соответствия продукции или иных объектов, процессов производства, эксплуатации, хранения, перевозки, реализации и утилизации, выполнение работ или оказание услуг требованиям технических регламентов, положениям стандартов или условия договоров. Форма подтверждения соответствия – определенный порядок документального удостоверения соответствия продукции или иных объектов, процессов производства, эксплуатации, хранения, перевозки, реализации и утилизации, выполнение работ или оказание услуг требованиям технических регламентов, положениям стандартов или условия договоров. Сертификат соответствия – документ, удостоверяющий соответствие объекта требованиям технических регламентов, положениям стандартов или условиям договоров. Знак обращения на рынке - обозначение, служащее для информирования приобретателей о соответствии выпускаемой в обращение продукции требованиям технических регламентов. Изображение знака обращения на рынке устанавливается Правительством РФ. Он не является специальным защищенным знаком и наносится в информационных целях. Знак соответствия - обозначение, служащее для информирования приобретателей о соответствии объекта сертификации требованиям системы добровольной сертификации или национальному стандарту. Декларирование соответствия - форма подтверждения соответствия продукции требованиям технических регламентов. Декларация о соответствии - документ, удостоверяющий соответствие выпускаемой в обращение продукции требованиям технических регламентов. Заявитель - физическое или юридическое лицо, осуществляющее обязательное подтверждение соответствия. Орган по сертификации – юридическое лицо или индивидуальный предприниматель, аккредитованные в установленном порядке для выполнения работ по сертификации. Идентификация продукции - установление тождественности характеристик продукции ее существенным признакам. Перечни продукции, соответствие которой может быть подтверждено декларацией о соответствии, утверждаются постановлением правительства Российской Федерации. Декларация о соответствии имеет юридическую силу наравне с сертификатом. К объектам сертификации относятся продукция, услуги, работы, системы качества, персонал, рабочие места и пр. В соответствии с законом РФ «О техническом регулировании» сертификация осуществляется в целях:
Сертификация имеет ряд достоинств особенно в международных торгово-экономических отношениях. Она способствует: достижению доверия к качеству изделий; предотвращению импорта в страну изделий, не соответствующих требуемому уровню качества продукции; предотвращению экспорта аналогичной продукции; упрощению выбора продукции потребителем; защите изготовителя от конкуренции с поставщиками несертифицированной продукции и обеспечению ему рекламы и рынка сбыта; улучшению «качества» стандартов путём выявления в них устарелых положений и стимулированию переработки этих стандартов. |







 ерпендикулярное
ерпендикулярное


 ерекрещивающееся
ерекрещивающееся









