|
|
Конспект лекций по дисциплине Основные способы сварки наплавки. Конспект лекций по дисциплине Основные способы сварки, наплавки и пайки для подготовки бакалавров по направлению 5522700Машины и технология сварочного производства
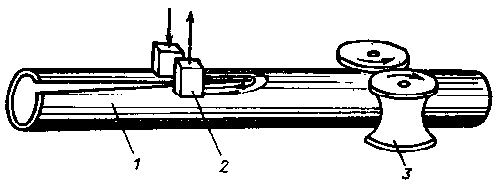
Рис. 12.1. Схема кондуктивного токоподвода при непрерывной высокочастотной стыковой сварке:
1 – трубная заготовка; 2 – контакты кондуктора; 3 – сварочные валки.
Проходя вдоль кромок, электрический ток нагревает их до температуры сварки, и сварочные валки, обеспечивают сжатие торцов кромок и их деформацию, необходимую для образования соединения.
2) Индуктивный подвод тока при непрерывной высокочастотной стыковой сварке наиболее распространен при высокочастотной сварке продольных швов труб, замкнутых профилей и изделий аналогичной формы. В зависимости от диаметра свариваемых труб применяются либо охватывающие, либо внутренние индукторы. При прохождении тока высокой частоты по катушке индуктора в теле трубной заготовки индуктируется ток, который, встречая щель, образованную кромками, замыкается через точку их соприкосновения.
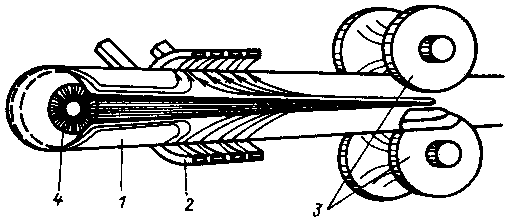
Рис. 12.2. Схема индуктивного токоподвода при непрерывной высокочастотной стыковой сварке:
1 – трубная заготовка; 2 – индуктор; 3 – сварочные валки; 4 – магнитопровод.
Энергия, передаваемая от индуктора к трубной заготовке, затрачивается на нагрев кромок до температуры сварки и на бесполезный нагрев трубной заготовки. Эффективность передачи энергии в значительной мере повышается, если внутри трубной заготовки установить магнитопровод из ферромагнитного материала.
3) Одновременная стыковая сварка основана на нагреве свариваемых стыков за счет принудительной концентрации тока. Свариваемые трубы помещаются внутри цилиндрического индуктора так, чтобы стык находился внутри цилиндрического индуктора. При пропускании через индуктор ТВЧ в свариваемых стыках индуктируется ток, обратный по фазе току индуктора. Вследствие эффекта близости индуктированный ток протекает по полосе, ширина которой зависит от ширины индуктора и величины зазора между трубой и индуктором. После нагрева стыков до сварочной температуры к ним прикладывается сварочное давление и происходит осадка.
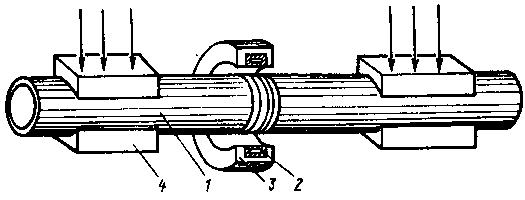
Рис. 12.3. Схема стыковой высокочастотной сварки труб:
1 – свариваемая труба; 2 – индуктор; 3 – магнитопровод; 4 – зажимы для фиксации свариваемых труб и создания осадки.
12.3. Сущность магнитно-импульсной сварки
Магнитно-импульсная сварка относится к способам сварки с высокоинтенсивным силовым воздействием. Она характеризуется высокой скоростью соударения соединяемых деталей и малой длительностью процесса, стабильностью воспроизведения рабочих режимов, высокой производительностью.
Магнитно-импульсная сварка – сварка с применением давлением, при которой соединение осуществляется в результате соударения свариваемых частей, вызванного воздействием импульсного магнитного поля. Малая длительность процесса магнитно-импульсной сварки и отсутствие рекристаллизации или образования новых фаз в зоне соединения позволяет предположить, что прочность соединения определяется числом атомов, образовавших химические связи и релаксации упругих напряжения в той мере, в какой это необходимо для возникновения связей.
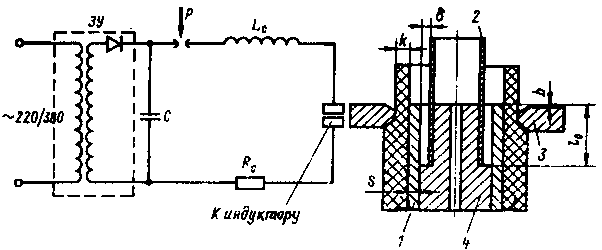
Рис. 12.4. Схема магнитно-импульсной сварки: 1 – метаемая деталь; 2 – неподвижная деталь; 3 – индуктор-концентратор; 4 – центрирующая металлическая оправка; ЗУ – зарядное устройство; С – емкость накопителя; З – разрядник. Свариваемые метаемые 1 и неподвижные 2 детали с зазором  вводят в рабочую зону индуктора 3, питаемого током от мощной батареи конденсаторов С. При разряде конденсаторных батарей ток, протекающий через индуктор, образует в окружающем его пространстве электромагнитное поле, которое наводит вихревой ток в подвижной детали. Взаимодействие двух встречно-направленных токов приводит в движение метаемую деталь, которая мгновенно с большой скоростью перемещается до соударения с неподвижной деталью, обеспечивая их сварку. вводят в рабочую зону индуктора 3, питаемого током от мощной батареи конденсаторов С. При разряде конденсаторных батарей ток, протекающий через индуктор, образует в окружающем его пространстве электромагнитное поле, которое наводит вихревой ток в подвижной детали. Взаимодействие двух встречно-направленных токов приводит в движение метаемую деталь, которая мгновенно с большой скоростью перемещается до соударения с неподвижной деталью, обеспечивая их сварку.
Основными управляемыми параметрами магнитно-импульсной сварки является энергия магнитного импульса W, толщина метаемой детали s, зазор между неподвижной и метаемой деталями , а также величина ввода метаемой детали в рабочую зону индуктора b и длина ее метаемого участка l0.
Технологические возможности. Магнитно-импульсной сваркой соединяют трубчатые детали диаметром до 100 мм как между собой, так и с другими деталями, а также плоские детали по внутреннему и наружному контуру с толщиной метаемых деталей 0,5 – 2,5 мм при минимальной толщине неподвижных деталей 0,3 мм. Магнитно-импульсной сваркой сваривают алюминий, алюминиевые сплавы, медь, нержавеющие стали и титановые сплавы в однородном и разнородном сочетании.
|
|
|
 Скачать 3.05 Mb.
Скачать 3.05 Mb.