|
Конспект лекций по дисциплине Основные способы сварки наплавки. Конспект лекций по дисциплине Основные способы сварки, наплавки и пайки для подготовки бакалавров по направлению 5522700Машины и технология сварочного производства
11.4. Технология сварки взрывом. 11.4.1. Подготовка материалов к сварке. Перед сваркой взрывом соединяемые материалы должны быть очищены от загрязнений масляными пленками, ржавчиной, окалиной, так как при скоростях детонации 2000-2500 м/с с контактной поверхности удаляется только тонкий слой до 12 мкм. Свариваемые поверхности должны быть зачищены до металлического блеска или протравлены и обезжирены. 11.4.2. Выбор параметров режима сварки взрывом. Для приближенного определения нижней границы области сварки можно использовать выражение  , ,
где HV – твердость по Виккерсу. Учитывая, что при малых углах соударения  , минимальная скорость метания можно определить из выражения: , минимальная скорость метания можно определить из выражения:
 . .
Максимальную скорость метания пластины оценивают по формуле:

где r – отношение массы заряда взрывчатого вещества к массе пластины:
 ; ;
 - плотность и толщина заряда взрывчатого вещества и метаемой пластины соответственно. - плотность и толщина заряда взрывчатого вещества и метаемой пластины соответственно.
Для расчета угла соударения на практике применяется следующая зависимость:
 . .
Метаемая пластина приобретает максимальную скорость на расстоянии  , поэтому на практике сварочный зазор выдерживают в пределах , поэтому на практике сварочный зазор выдерживают в пределах  . .
11.4.3. Оборудование, применяемое при сварке взрывом.
Оборудование и оснастка для сварки металлов взрывом зависят от формы свариваемых деталей и места проведения работ.
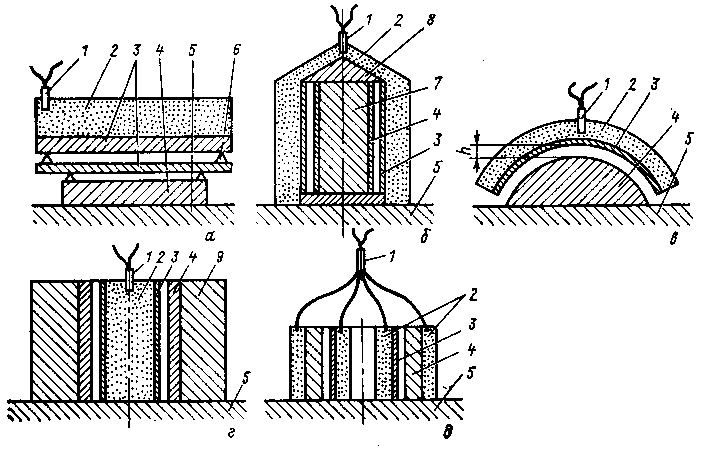
Рис. 11.4. Технологические схемы и оборудование для сварки взрывом:
а – параллельная для плоских изделий (многослойная); б – плакирование наружной поверхности труб; в – эквидистатная; г – плакирование внутренней поверхности труб; д – плакирование крупногабаритных обечаек; 1 – детонатор; 2 заряд взрывчатого вещества; 3 метаемый элемент; 4 – неподвижный элемент; 5 – опора; 6 – установочный элемент; 7 – стержень; 8 – конус; 9 – матрица.
Контрольные вопросы:
1. Какой слой называется плакирующим?
2. Каковы технологические возможности сварки прокаткой?
3. Какие параметры входят в режим сварки прокаткой?
4. В чем состоит сущность сварки взрывом?
5. Какие методы подготовки поверхностей применяется при сварке взрывом?
Лекция № 12. Высокочастотная сварка. Магнитно-импульсная сварка План: 12.1. Сущность высокочастотной сварки 12.2. Методы подвода тока при высокочастотной сварке 12.3. Сущность магнитно-импульсной сварки 12.1. Сущность высокочастотной сварки Высокочастотная сварка – сварка давлением, при которой для нагрева свариваемых поверхностей используются токи высокой частоты. Этот ток может подводится к свариваемым поверхностям деталей двумя способами: - при помощи проводников (кондуктора), подключающих свариваемые детали к источнику ТВЧ (кондуктивный способ подачи энергии); - за счет индуктирования в свариваемых деталях тока высокой частоты с помощью токопроводящего витка (индуктора), подключенного к источнику ТВЧ (индукционный способ подачи энергии). Нагрев свариваемых поверхностей при высокочастотной сварке обеспечивается за счет использования основных эффектов, связанных с прохождением тока высокой частоты по металлическим проводникам: поверхностного эффекта и эффекта близости. При пропускании тока высокой частоты по проводнику вокруг и внутри проводника создается магнитное поле, которое, согласно закону электромагнитной индукции, вызывает в проводнике э. д. с. самоиндукции, которая будет направлена противоположно э. д. с. источника питания. При этом э. д. с. самоиндукции, воздействующая на внутренние линии тока, будет больше, чем э. д. с. самоиндукции, воздействующая на поверхностные линии тока. Это приводит к тому, что плотность тока на поверхности будет больше, чем во внутренней области проводника. Такая неравномерность будет увеличиваться по мере повышения частоты тока, т.е. величина э. д. с. самоиндукции пропорциональна частоте тока. Таким образом, с повышением частоты тока концентрация тока на поверхности проводника будет увеличиваться. Этот эффект называется поверхностным эффектом. |
|
|
 Скачать 3.05 Mb.
Скачать 3.05 Mb.