ГОСТ Р 56512-2015 - Контроль неразрушающий. Магнитопорошковый ме. Контроль неразрушающий
 Скачать 1.14 Mb. Скачать 1.14 Mb.
|

|
К.3.4 Контроль протяженного сварного шва с применением электромагнита постоянного тока для обнаружения разнонаправленных трещин Контроль проводят СПП по участкам, каждый из которых проверяют дважды (рисунок К.10 а): сначала устанавливают полюсные наконечники в положение 1а-1б, намагничивают, наносят магнитную суспензию и осматривают КУ. Затем электромагнит устанавливают в положение 2а-2би проводят полный цикл магнитного контроля. При этом обнаруживаются разнонаправленные трещины. Далее проводят контроль при установке электромагнита в положения полюсных наконечников 3а-3б, 4а-4б,  - , ( - , ( ) - ( ). Расположение полюсных наконечников и контролируемых участков показано на рисунке К.10 б. ) - ( ). Расположение полюсных наконечников и контролируемых участков показано на рисунке К.10 б.На этом рисунке  - ширина контролируемого участка. Зона невыявляемости дефектов примерно равна 20 мм. Расстояние между полюсными наконечниками соседних участков равно - ширина контролируемого участка. Зона невыявляемости дефектов примерно равна 20 мм. Расстояние между полюсными наконечниками соседних участков равно К.4 Контроль стыкового сварного шва на трубчатой конструкции с применением соленоида (обмотки кабеля) Для контроля стыкового сварного шва на трубчатой конструкции кабель наматывают по обе стороны от шва (рисунок К.11). Для намагничивания зоны контроля рекомендуется обеспечивать примерно 10000-12000 ампер-витков при контроле СОН и 8000-10000 ампер-витков при контроле СПП. Зоны 4 и 5, примыкающие к виткам соленоида, являются зонами невыявляемости дефектов. При таком способе намагничивания на сварном шве выявляются продольные трещины. Рисунок К.10 - Схемы последовательной установки полюсных наконечников электромагнита постоянного тока при контроле сварного шва по участкам для обнаружения разнонаправленных трещин 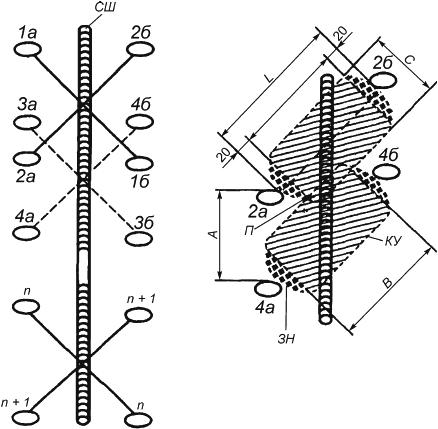 а - положение полюсных наконечников; б - положение участков контроля КУ;  - расстояние между полюсными наконечниками; - расстояние между полюсными наконечниками;  - расстояние между местами установки полюсных наконечников; ЗН - зоны невыявляемости дефектов; КУ - контролируемые участки (заштрихованы); П - зоны перекрытия КУ; СШ - сварной шов; , - ширина и длина контролируемого участка - расстояние между местами установки полюсных наконечников; ЗН - зоны невыявляемости дефектов; КУ - контролируемые участки (заштрихованы); П - зоны перекрытия КУ; СШ - сварной шов; , - ширина и длина контролируемого участкаРисунок К.10 - Схемы последовательной установки полюсных наконечников электромагнита постоянного тока при контроле сварного шва по участкам для обнаружения разнонаправленных трещин Рисунок К.11 - Контроль стыкового сварного шва на трубчатой конструкции с применением обмотки кабелем 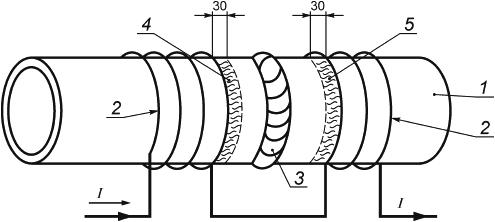 1 - трубчатая конструкция; 2 - обмотка кабеля; 3 - сварной шов; 4, 5 - зоны невыявляемости трещин; - намагничивающий ток в обмотке соленоидаРисунок К.11 - Контроль стыкового сварного шва на трубчатой конструкции с применением обмотки кабелем Библиография
| |||||||||||||||||||||||||||||||