Контур регулирования уровня металла в промежуточном ковше мнлз
 Скачать 460.85 Kb. Скачать 460.85 Kb.
|

3.1 Расчет настроек контура управления.Существует большое количество методик расчета оптимальных настроек регулятора в одноконтурных системах, метод симметричным оптимумом (СО) заключается в компенсации инерционных свойств объекта. Который обеспечивает малое время переходного процесса и перерегулирование, а также не требует большого объема расчетов. При использовании метода “СО” значения настроечных параметров ПИ-регулятора определяются по следующим формулам:   С учетом этого имеем: Тиз = 4τ = 40с; Кр = Тиз / 2Коб = 40/(2*0,32*10)=6,25 Зона нечувствительности релейного элемента и зона гистерезиса также являются настроечными параметрами контура управления. Он влияют на качество регулирования, т. е. то, насколько близко регулируемая величина будет подходить к заданному значению, и на частоту срабатывания ИМ. Точность регулирования возрастает с уменьшением величины зоны нечувствительности, однако при этом также растет частота колебаний исполнительного механизма, что нежелательно вследствие быстрого износа вращающихся частей. Кроме того, уменьшение зоны нечувствительности ограничено наличием погрешности измеряющего прибора. Время полного хода исполнительного механизма напрямую влияет на качество переходного процесса. Чем меньше время полного хода, тем больше скорость работы исполнительного механизма, а, следовательно, тем быстрее система в целом выходит на новое заданное значение. С уменьшением скорости исполнительного механизма возрастает перерегулирование, что не всегда допустимо на реальных объектах, в особенности нагревательных печах, связанных со строгим соблюдением технологических условий температурного режима. Также, в свою очередь, повышение скорости исполнительного механизма приводит к увеличению амплитуды колебаний вала исполнительного механизма, что вместе с зоной нечувствительности определяет срок службы последнего, и как следствие – рентабельность внедрения данной системы на производство. 3.2 Расчет траектории переходного процессаРасчет траектории переходного процесса основан на применении численного метода Эйлера, позволяющего рассчитать траекторию изменения выходного сигнала на выходе инерционного звена при любом изменении входного сигнала. Основой метода является дифференциальное уравнение звена первого порядка:  , ,или  Зная структурную схему контура управления можно последовательно рассчитать переходный процесс задания из одного установившегося состояния системы в другое на выходе объекта управления, при изменении задания в данном конкретном случае ступенчато на величину  . .4 РАСЧЕТ ПЕРЕХОДНОГО ПРОЦЕССА В КОНТУРЕ УПРАВЛЕНИЯРасчет переходного процесса вручную проводился для первых десяти точек траектории с шагом ∆t=0.5с, с динамическими параметрами настройки, рассчитанными в пункте 3.1 в целях проверки результатов машинного расчета, четкого понимания метода Эйлера и принципов работы контура цифрового управления.  Введём следующие обозначения: τ -текущее время, с; Х-входная величина ИМ; Хн-начальное положение вала ИМ, %хода ИМ; Y-установившееся значение регулируемой величины в соответствии со статической характеристикой, V; Z-выходная величина, V; Е-величина рассогласования (E=Zзад-Z); F-величина интеграла рассогласования (F=Edt); U-управляющее воздействие, формируемое ПИ-регулятором, %хода ИМ; σ-сигнум функция релейного элемента регулирующего устройства; ∆Z1/∆τ,∆Z2/∆τ-производные, мм/с; 1-величина зоны нечувствительности релейного элемента, %хода ИМ; 2-величина зоны гистерезиса релейного элемента, %хода ИМ; t=0: X=Xн=0 %хода ИМ: Y=Yн=Z1=Z2=0; F=0; Zзад=40 мм; Е=Zзад-Z2o=100-0=100 мм; F=Fн+  tE=0+50=50 ; tE=0+50=50 ;U=kр(E+F/Tи)=6,25(100+50/40)=632,8; Если U<-1,то σ=-1, если U>+1, тоσ=+1, в противном случае σ=0. σ(τ=0)=+1 t=0.5: X=Xн+σkимτ=50+0,51,59 =50,79%хода ИМ; Y=-0,78*50,79+0,019= 38,981; Z1=Z1пр+∆Z1/∆τ=0+0=0; Z2=Z2пр+∆Z2/∆τ=0; ∆Z1/∆τ=(Y-Z1)/To=(-38,98-0)/10=-3,89; ∆Z2/∆τ=(Z1-Z2)/τз=(0-0)/6=0 ; Е=Zзад-Z2=100-0=100мм; F=Fн+∆τE=0+50=50; U=kр(E+F/Tи)=6,25(100+50/40)= 632,8 ; Если U<-1,то σ=-1, если U>+1, тоσ=+1, в противном случае σ=0. σ(τ=0)=+1 t=1: X=Xн+σkимτ=50+11,59 =51,79%хода ИМ; Y=-0,78*51,79+0,019= -40,37; Z1=Z1пр+∆Z1/∆τ=0+(-3,89)=-3,89; Z2=Z2пр+∆Z2/∆τ=0; ∆Z1/∆τ=(Y-Z1)/To=(-40,37-(-3,89))/10=-4,42; ∆Z2/∆τ=(Z1-Z2)/τз=(-3,89-0)/6=-0,64 ; Е=Zзад-Z2=100-0=100мм; F=Fн+∆τE=0+50=50; U=kр(E+F/Tи)=6,25(100+50/40)= 632,8 ; Если U<-1,то σ=-1, если U>+1, тоσ=+1, в противном случае σ=0. σ(τ=0)=+1 t=1,5: X=Xн+σkимτ=50+1,51,59 =52,38 %хода ИМ; Y=-0,78*52,38+0,019= -40,83; Z1=Z1пр+∆Z1/∆τ=-3,89+(-4,42)=-8,31; Z2=Z2пр+∆Z2/∆τ=0+(-0,64)=-0,64; ∆Z1/∆τ=(Y-Z1)/To=(-40,83-(-8,31))/10=-3,25; ∆Z2/∆τ=(Z1-Z2)/τз=(-8,31-(-0,64))/6=-1,27; Е=Zзад-Z2=100-0,64=99,36мм; F=Fн+∆τE=49,68; U=kр(E+F/Tи)=6,25(99,36+49,68/40)=653,3 ; Если U<-1,то σ=-1, если U>+1, тоσ=+1, в противном случае σ=0. σ(τ=0)=+1 t=2: X=Xн+σkимτ=50+21,59 =53,18%хода ИМ; Y=-0,78*53,18 +0,019= -41,46; Z1=Z1пр+∆Z1/∆τ=-8,31+(-3,25)=-11,56; Z2=Z2пр+∆Z2/∆τ=-0,64+(-1,28)=-1,92; ∆Z1/∆τ=(Y-Z1)/To=(-41,46-(-11,56))/10=-2,9; ∆Z2/∆τ=(Z1-Z2)/τз=(-11,56-(-1,92))/6=-1,6; Е=Zзад-Z2=100-1,92=98,08мм; F=Fн+∆τE=49,04; U=kр(E+F/Tи)=6,25(98,08+49,04/40)=649,6 ; Если U<-1,то σ=-1, если U>+1, тоσ=+1, в противном случае σ=0. σ(τ=0)=+1 t=2,5: X=Xн+σkимτ=50+2,51,59 =53,97%хода ИМ; Y=-0,78*53,97 +0,019= -42,07; Z1=Z1пр+∆Z1/∆τ=-11,56+(-2,9;)=-14,46; Z2=Z2пр+∆Z2/∆τ=-1,92+(-1,6)=-3,52; ∆Z1/∆τ=(Y-Z1)/To=(-42,07-(-14,46;))/10=-2,7; ∆Z2/∆τ=(Z1-Z2)/τз=(-14,46-(-3,52))/6=-1,82; Е=Zзад-Z2=100-3,52=96,48мм; F=Fн+∆τE=49,24; U=kр(E+F/Tи)=6,25(96,48+49,24/40)=645,7 ; Если U<-1,то σ=-1, если U>+1, тоσ=+1, в противном случае σ=0. t=3: X=Xн+σkимτ=50+31,59 =54,77 %хода ИМ; Y=-0,78*54,77+0,019= -42,7; Z1=Z1пр+∆Z1/∆τ=-14,46+(-2,7;)=-17,16; Z2=Z2пр+∆Z2/∆τ=-3,52+(-1,82)=-5,34; ∆Z1/∆τ=(Y-Z1)/To=(-42,7-(-17,16;))/10=-2,5; ∆Z2/∆τ=(Z1-Z2)/τз=(-17,16-(-5,34))/6=-1,97; Е=Zзад-Z2=100-5,34=94,66 мм; F=Fн+∆τE=347,33; U=kр(E+F/Tи)=6,25(94,66+47,33/40)=640,81 ; Если U<-1,то σ=-1, если U>+1, тоσ=+1, в противном случае σ=0. σ(τ=0)=+1 t=3,5: X=Xн+σkимτ=50+3,51,59 =55,56%хода ИМ; Y=-0,78*55,56 +0,019= -43,31; Z1=Z1пр+∆Z1/∆τ=-17,16+(-2,5;)=-19,66; Z2=Z2пр+∆Z2/∆τ=-5,34+(-1,97)=-7,31; ∆Z1/∆τ=(Y-Z1)/To=(-43,31-(-19,66;))/10=-2,3; ∆Z2/∆τ=(Z1-Z2)/τз=(-19,66-(-7,31))/6=-2,05; Е=Zзад-Z2=100-7,31=692,69мм; F=Fн+∆τE=46,34; U=kр(E+F/Tи)=6,25(92,69+46,34/40)=635,62 ; Если U<-1,то σ=-1, если U>+1, тоσ=+1, в противном случае σ=0. σ(τ=0)=+1 t=4: X=Xн+σkимτ=50+41,59 =56,36%хода ИМ; Y=-0,78*56,36 +0,019= -43,94; Z1=Z1пр+∆Z1/∆τ=-19,66+(-2,3;)=-21,96; Z2=Z2пр+∆Z2/∆τ=-7,31+(-2,05)=-9,36; ∆Z1/∆τ=(Y-Z1)/To=(-43,94-(-21,96;))/10=-2,1; ∆Z2/∆τ=(Z1-Z2)/τз=(-21,96-(-9,36))/6=-2,1; Е=Zзад-Z2=100-9,36=90,64мм; F=Fн+∆τE=45,32; U=kр(E+F/Tи)=6,25(90,64+45,32/40)=630,19; Если U<-1,то σ=-1, если U>+1, тоσ=+1, в противном случае σ=0. σ(τ=0)=+1 t=4,5: X=Xн+σkимτ=50+4,51,59 =57,15%хода ИМ; Y=-0,78*57,15 +0,019= -44,56; Z1=Z1пр+∆Z1/∆τ=-21,96+(-2,1;)=-24,06; Z2=Z2пр+∆Z2/∆τ=-9,36+(-2,1)=-11,46; ∆Z1/∆τ=(Y-Z1)/To=(-44,56-(-24,06;))/10=-2,05; ∆Z2/∆τ=(Z1-Z2)/τз=(-24,06-(-11,46))/6=-2,1; Е=Zзад-Z2=100-11,46=88,54мм; F=Fн+∆τE=44,27; U=kр(E+F/Tи)=6,25(88,54+44,27/40)=624,6 Если U<-1,то σ=-1, если U>+1, тоσ=+1, в противном случае σ=0. σ(τ=0)=+1 5 ИССЛЕДОВАНИЕ ВЛИЯНИЯ ДИНАМИЧЕСКИХ ПАРАМЕТРОВ НАСТРОЙКИ КОНТУРА НА ПОКАЗАТЕЛИ КАЧЕСТВА ПЕРЕХОДНЫХ ПРОЦЕССОВВ реальном контуре управления вид переходного процесса искажается вследствие влияния на него таких показателей, как скорость исполнительного механизма, зона нечувствительности. Таким образом, рассчитав предварительно уставки регулятора по любому методу, в частности по методу “СО”, необходимо в дальнейшем экспериментально подбирать настройки, являющиеся оптимальными в каждом конкретном случае. В качестве настроечных параметров выступают: время интегрирования регулятора  ; ;коэффициент передачи регулятора  ; ;5.1 Влияние время интегрирования на качество переходного процессаПри увеличении Ти величина интегральной составляющей в ПИ-законе регулирования уменьшается. Это может привести к улучшению показателей качества переходного процесса. Исходными значениями динамических параметров настройки ПИ-регулятора приняты значения Кр опт и Ти опт, определенные по методу “СО”: Кропт =6.25 %хода ИМ/м, Тизопт=40с 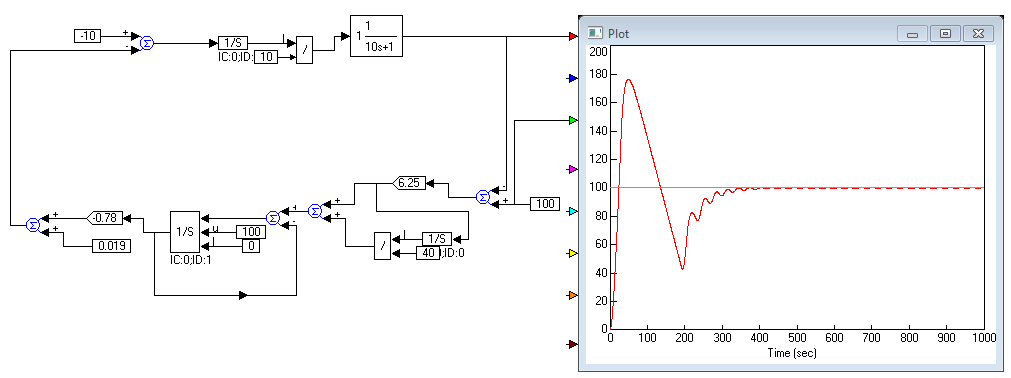 Рисунок 5.1 - Переходный процесс при Kр=6.25 и Тиз=40 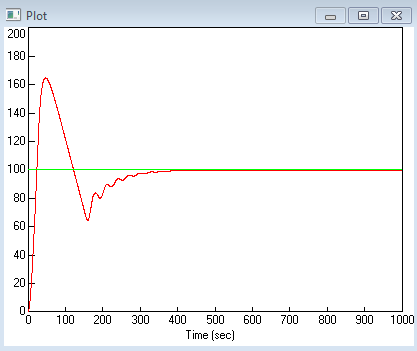 Рисунок 5.2 - Переходный процесс при Kр=6,25 и Тиз=60 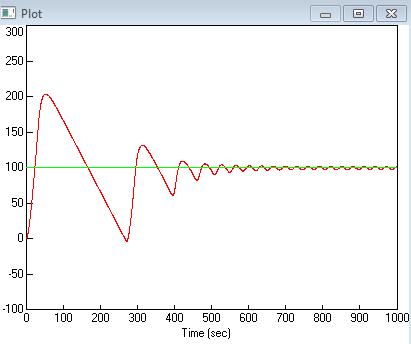 Рисунок 5.3 - Переходный процесс при Kр=6,25 и Тиз=20 Видно, что увеличение Ти улучшило показатели качества переходного процесса Вывод: Увеличение величины Ти до значения 60с. приводит к сокращению продолжительности переходного процесса и уменьшению величины перерегулирования, поэтому целесообразно для обеспечения лучшего качества регулирования принять значение Ти=60с. Дальнейшее увеличение Ти приводит к апериодическому переходному процессу и понижению быстродействия, и поэтому нецелесообразно. 5.2 Влияние коэффициента передачи на качество переходного процессаСледующим параметром настройки является коэффициент передачи регулятора Кр. Исследуем влияние величины Кр на показатели качества. 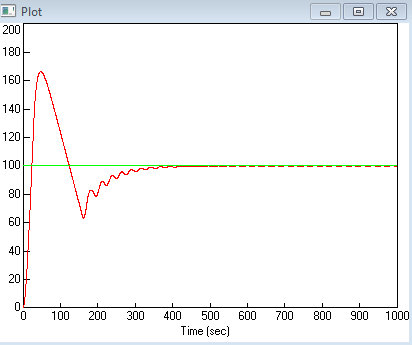 Рисунок 5.4 - Переходный процесс при Kр=0.825 и Тиз=60 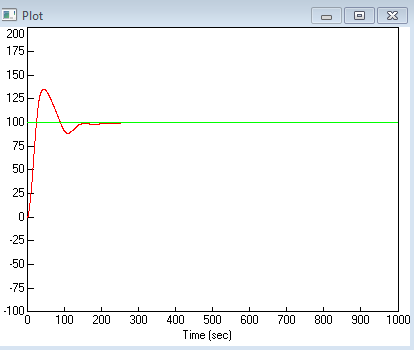 Рисунок 5.5 - Переходный процесс при Kр=1.25 и Тиз=60 Анализ этих значений показателей качества, а также переходных процессов представленных на рисунках 5.4 и 5.5 позволяет сделать вывод о нецелесообразности увеличения значения Кр по сравнению с его увеличением. Это обусловлено тем, что процесс становится апериодическим и характеризуется значительным понижением быстродействия контура, что недопустимо для автоматизируемого технологического процесса. ЗАКЛЮЧЕНИЕВ курсовом проекте в общей части были рассмотрены характеристики технологического процесса регулирования уровня металла в промежуточном ковше МНЛЗ. Рассмотрено назначение промежуточного ковша и кристаллизатора МНЛЗ. Представлен процесс, как объект управления. Сформулированы основные задачи управления, указаны, технологические параметры контроля и регулирования в системе. Рассмотрена локальная САР системы регулирования уровня металла в промежуточном ковше МНЛЗ, указано основное назначение САР, описано прохождение сигналов от датчика до исполнительного механизма с указанием типов приборов и видов сигналов. В специальной части был приведен расчет статической характеристики методом наименьших квадратов, для математического описания статической характеристики оптимизируемого процесса. Под математическим описанием понимается уравнение статической характеристики, полученной экспериментальным путем. Под оптимизацией понимается нахождение параметров системы, которые являются наилучшими для ее функционирования. В результате расчетов получено уравнение второй степени и построена статическая характеристика. Рассмотрена динамическая характеристика объекта управления, определены параметры объекта и составлено уравнение динамики и передаточной функции ОУ. Разработана структурная схема САУ технологического параметра с указанием технических средств, применяемых на производстве. В результате проделанных расчетов и соответствующего им анализа, контуру управления технологическим параметром – уровнем металла в промежуточном ковше – были подобраны значения настроечных параметров обеспечивающих переходный процесс с показателями качества: Kр=1,25 Тиз=60 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВhttp://wwwcdl.bmstu.ru/mt10/UTS/source/automated_control_of_rolling.pdf https://studfiles.net/preview/1744708/ http://electricalschool.info/spravochnik/apparaty/1888-termometry-soprotivlenija-princip.html Ившин, В.П. Современная автоматика в системах управления технологическими процессами [Текст]: учебное пособие / В.П. Ившин, М.Ю. Перухин. – М.: «НИЦ Инфра-М», 2018. – 400 с. Рогов, В.А. Технические средства автоматизации и управления [Текст]: учебник / В.А. Рогов, А.Д. Чудаков. М.: «Юрайт», 2017. – 406 с. Салганик, В.М. Основы автоматизации технологических процессов [Текст]: учебное пособие / В.М. Салганик, Г.В. Щуров, П.П. Полецков, Д.Н. Чикишев, Д.Ю. Алексеев. – Магнитогорск: «МГТУ», 2014. – 82 с. Шишмарёв, В.Ю. Автоматизация технологических процессов [Текст]: учебное пособие/ В. Ю. Шишмарёв. – Санкт-Петербург: «Academia», 2017. — 352 с. Иванов, А.А. Автоматизация технологических процессов и производств [Текст]: учебное пособие / А.А. Иванов. – М.: «Форум», 2017. — 224 с. Андреев, С.М. Разработка и моделирование несложных систем автоматизации с учетом специфики технологических процессов [Текст]: учебное пособие / С.М. Андреев, Б.Н. Парсункин. – М.: «Академия», 2016. – 286 с. Матвейчук, Н.М. Теория автоматического управления [Текст]: учебно-методическое пособие / Н.М. Матвейчук, А.Г. Сеньков. – Минск: «БГАТУ», 2018. – 100 с. Ротач, В.Я. Автоматизация настройки систем управления [Текст]: учебное пособие / В.Я. Ротач, В.Ф. Кузищин, А.С. Клюев. – М.: Альянс, 2015. – 272 с. Коновалов, Б.И. Теория автоматического управления [Текст]: учебно-методическое пособие / Б.И. Коновалов, Ю.М. Лебедев. – СПб.: «Лань», 2016. – 224 с. Клюев, А.С. Автоматизация настройки систем управления [Текст]: учебное пособие / А.С. Клюев, В.Я. Ротач, В.Ф. Кузищин. – М.: «Альянс», 2015. — 272 c. Цветкова, О.Л. Теория автоматического управления [Текст]: учебник / О.Л. Цветкова. - Москва: «Директ-Медиа», 2016. - 207 с. |