Курсовая работа По дисциплине Технология машиностроения
 Скачать 3.58 Mb. Скачать 3.58 Mb.
|

2.2 Выбор заготовкиВыбор получения заготовки оказывает большое влияние на себестоимость изготовления детали, поэтому необходимо стремиться к тому, чтобы конфигурация и размеры заготовки были максимально приближены к конфигурации и размерам детали, а также, чтобы заготовка не требовала сложностей в получении. При выборе получения заготовки и метода ее формирования, необходимо учитывать следующие факторы: -технологические свойства материала; - конструктивные формы и размеры детали; -требуемая точность и качество поверхности заготовки.  Рисунок 2. Варианты использования заготовок: прокат шестигранный Из прутка на ленточнопильном станке отрезается штучная заготовка длиной 50±0,5 мм. 1)Шестигранный прокат Масса штучной заготовки из шестигранного проката m=ρ × (2 × √3 × А2) × L где ρ – плотность материала, A – ширина шестигранника, L – длина. M=7800*(2х√3*22,7*22,7)*50=8,9 кг  КИМ=0,97  Sпр=(960*8,9*2,2*0,87*1,47*1,5)-(3,47-2,22)=400 руб 2) Круглый прокат  КИМ=0,97 КИМ=0,8 Sпр=(3200*8,9*2,2*0,87*1,47*1,5)-(3,47-2,22)=1000 руб 2.3 Разработка маршрута обработки детали2.3.1 Выбор технологических базОпределившись с последовательностью обработки детали, а также установив наиболее приемлемые схемы базирования, назначим технологические базы (таблица 11). Таблица 11. Технологические базы
2.3.2 Выбор оборудованияMEBA 260 AP – это автоматический двухколонный ленточнопильный станок по металлу, который имеет прочную надежную конструкцию и обеспечивает максимальную производительность и качество пиления при минимальном износе ленточного полотна. Небольшие размеры станка способствуют экономии производственных площадей. Закрытая конструкция обеспечивает безопасность и защиту от стружки и охлаждающей жидкости. MEBA 260 AP – высокотехнологичный ленточнопильный станок, непревзойденный в своем классе по оснащению и мощности.  Рисунок 3. Ленточнопильный станок MEBA 260 AP Стандартная комплектация и основные характеристики MEBA 260 AP: Двухколонная линейная конструкция, жесткая рама портала. Подача пилы при помощи частотно-отрегулированного шпиндельного привода с автоматическим регулятором давления пиления. Плавная регулировка скорости пиления при помощи АС-привода. Центральная наглядная панель управления. Определитель высоты заготовки. Точная твердосплавная роликовая направляющая полотна. Щетка очистки полотна. Полотно может быть установлено под углом 2°. Элементы установки. 1 ленточная пила на станке 4/6 tpi. Цвет: серебристо-серый / серо-голубой (RAL 7001 / RAL 7031). Руководство по эксплуатации и список запасных частей на компакт-диске. Дополнительное оснащение ленточнопильного станка MEBA 260 AP: Автоматическая подача заготовки при помощи NC-управления с гидравлическим зажимом заготовки. Простое и легкое в использовании NC-управление с индикатором незашифрованного текста. Функция пиления без перезакрепления заготовки при коротких резах. Жесткая линейная подающая цанга с сервопозиционированием для самой высокой точности. Автоматическая регулировка направляющей полотна на ширину заготовки. Приводная щетка очистки полотна синхронизирована со скоростью полотна. Таблица 12. Технические характеристики Станок 16К20Ф3 патронно-центровой предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилями в один или несколько проходов в замкнутом полуавтоматическом цикле, а также для нарезания крепежных резьб (в зависимости от возможностей системы ЧПУ). Станок 16К20Ф3 используют в единичном, мелко- и среднесерийном производстве. Буквенно-цифирный индекс станка 16К20Ф3 обозначает следующее: цифра 1 - это токарный станок; цифра 6 – обозначает токарно-винторезный станок, буква К – поколение станка, цифра 20 – высота центров (200мм). Наличие «Ф3» в конце индекса говорит о наличии ЧПУ - числового программного управления.  Рисунок 4. Станок 16К20Ф3 Токарно-винторезный станок 16К20Ф3 с устройством ЧПУ NC-210 оснащем главным приводом Mitsubishi FR-740 и двумя приводами подач HA-075 и НА-040 по оси Z и X соотвественно. Он предназначен для токарной обработки в автоматическом режиме наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности по заранее составленной управляющей программе. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм - 16 мк. Область применения станка: мелкосерийное и серийное производство. Особенности конструкции: высокопрочная станина выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой, в зависимости от требований покупателя надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм Таблица 12. Технические характеристики 16К20Ф3  Токарно-винторезный станок 16К20 — универсальный металлообрабатывающий агрегат, используемый для нарезания резьбы, выполнения токарных операций и сверления. Данная модель является модификацией предыдущей версии станка — 1К62, она превосходит предшественника по всем эксплуатационным параметрам.  Рисунок 5. Токарно-винторезный станок 16К20 Рассмотрим назначение и сферу применения 16К20, изучим его конструкцию и технические характеристики, а также представим описание наладки агрегата и его ремонта. Данный агрегат способен выполнять следующие технические операции: обточка; расточка; подрезка торцов; сверление; развертывание; зенкерование; нарезание резьб (метрической, модульной, питчевой, дюймовой). Среди эксплуатационных преимуществ данного агрегата в сравнении с тогдашними аналогами выделим надежность, точность обработки, простоту обслуживания, выносливость и высокую производительность. Универсальный станок 16К20 обладает следующими характерными особенностями: жесткую конструкцию станины, которая имеет коробчатую форму и стоит на основании в виде монолитной плиты, станина укомплектована направляющими из каленой стали; возможность фиксации обрабатываемых заготовок в патроне либо в центрах; усиленная конструкция резцедержателя, обеспечивающая максимально надежную фиксацию рабочего инструмента; установленный на прецизионных подшипниках качения шпиндель; оснастка множеством ограничительных и блокирующих механизмов, за счет которых достигается безопасность работы; наличие масштабных линеек с визирами, дающих возможность оператору выставить резцовые салазки предельно точно; комплектация устройством отключения подачи суппорта. Советскими предприятиями производились аналоги данной модели, наиболее распространенными из которых являются: ЖА-805, МК6058, КА-280 и 16ВТ20. Технические характеристики Рассмотрим основные параметры токарного станка 16К20: группа точности (в соответствии с ГОСТ №8-82) — Н; максимальные диаметры обработки: над станиной — 400 мм, над суппортом — 220 мм; высота центров над направляющими — 215 мм; длина обрабатываемых деталей при установке в центрах: от 710 до 2000 мм; расстояние от центров до резцедержателя — до 225 мм; вес обрабатываемых заготовок: в центре — до 130 кг, в патроне — до 200 кг. Параметры шпиндельного узла 16К20: диаметр отверстия — 52 мм; диаметр прутка — 50 мм; частота вращения шпинделя — от 12 до 1600 об, на реверсном ходу — от 19 до 1900 об/мин; количество скоростей шпинделя: на прямом ходу — 22, на реверсном — 11; тип конуса шпинделя — Морзе 6К; тип конца шпинделя — 6К; фланец шпинделя — Ø170; максимальный крутящий момент — 1000 Нм. Параметры подачи: длина перемещений: продольного — от 646 до 1935 мм, поперечного — 300 мм; скорость перемещений: продольного — 3800, поперечного — 1900 мм/мин; диапазон подач: продольных — от 0.05 до 2.9, поперечных — 0.025 до 1.4 мм/об; количество подач в обеих направлениях — 42; максимальные усилия подачи: продольной — 5584, поперечно — 3530 Н. Параметры резцовых салазок: длина перемещения салазок — 150 мм; шаг перемещение на одно деление — 0.05 мм; угол поворота — до 90 градусов; сечение фиксатора резца — 25*25 мм; количество резцов в одной салазке — 4 шт. Параметры задней бабки: тип конуса бабки — Морзе 5; максимальное перемещение пиноли — 150 мм; шаг перемещения бабки на 1 деление лимба — 0.1;величина смещения бабки в поперечном направлении — 15 мм.  Рисунок 6. Универсальный вертикально-сверлильный станок 2Н125 Вертикально-сверлильный станок 2Н125ипользуется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя. Таблица 13. Технические характеристики вертикально-сверлильного станка 2Н125 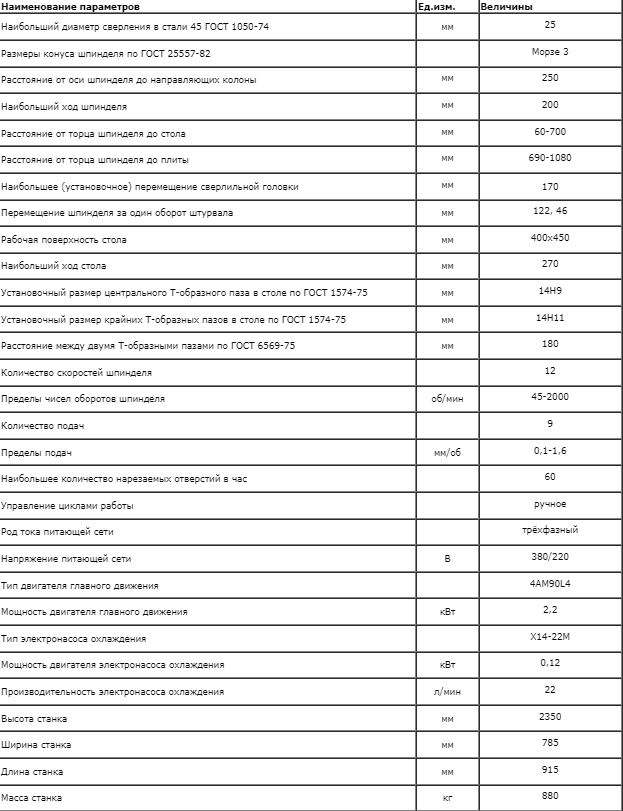 |