Курсовая работа По дисциплине Технология машиностроения
 Скачать 3.58 Mb. Скачать 3.58 Mb.
|

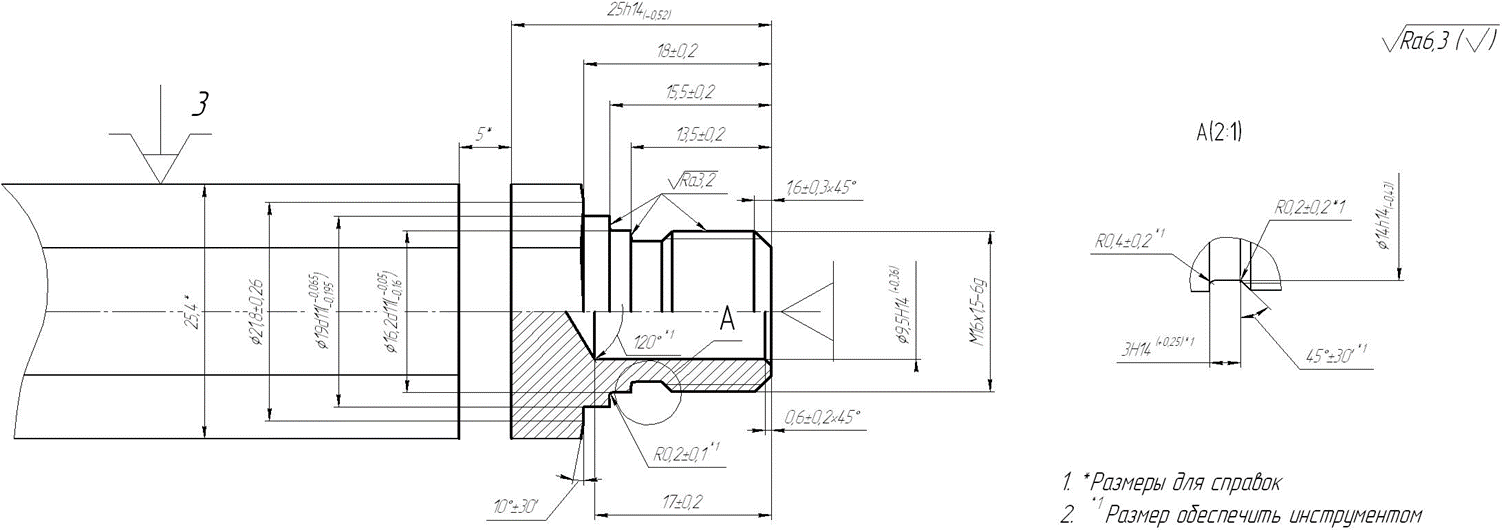
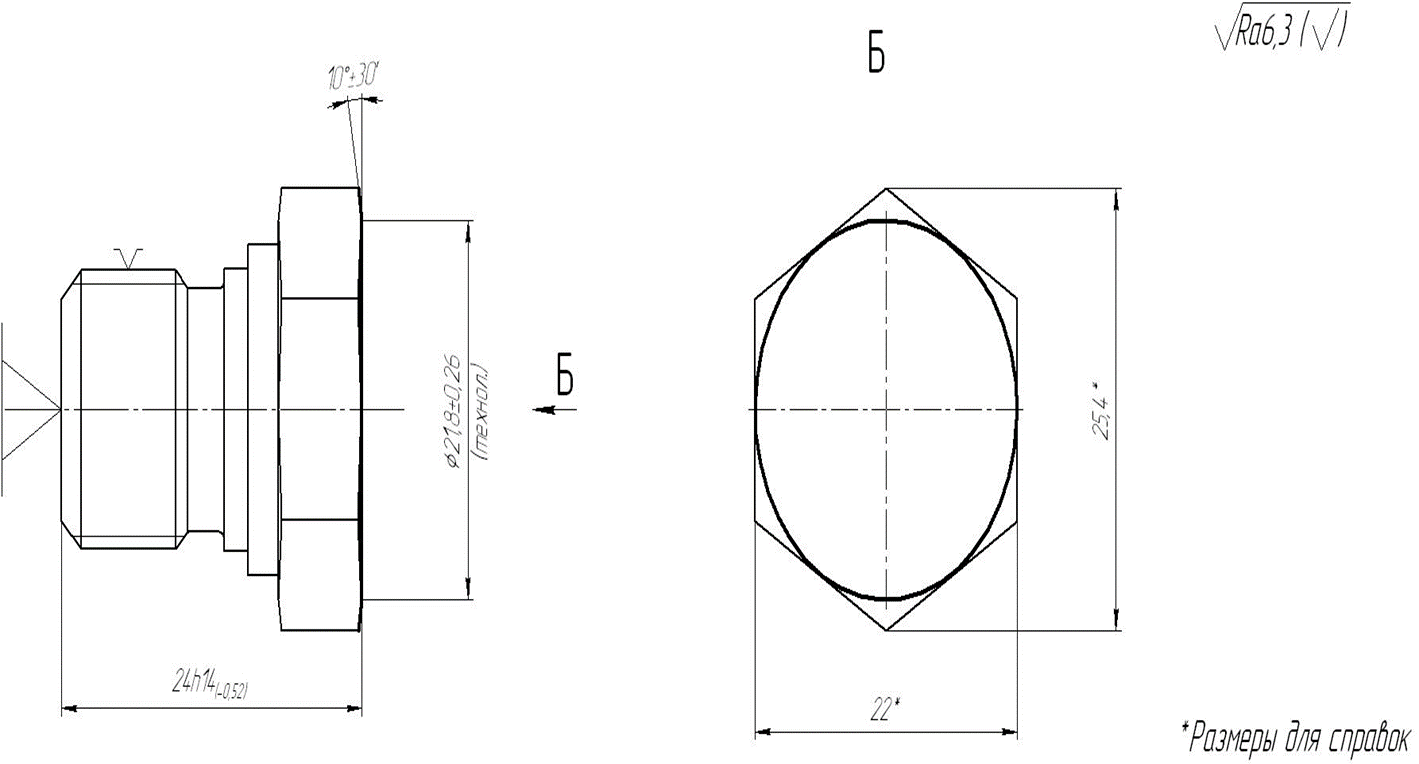
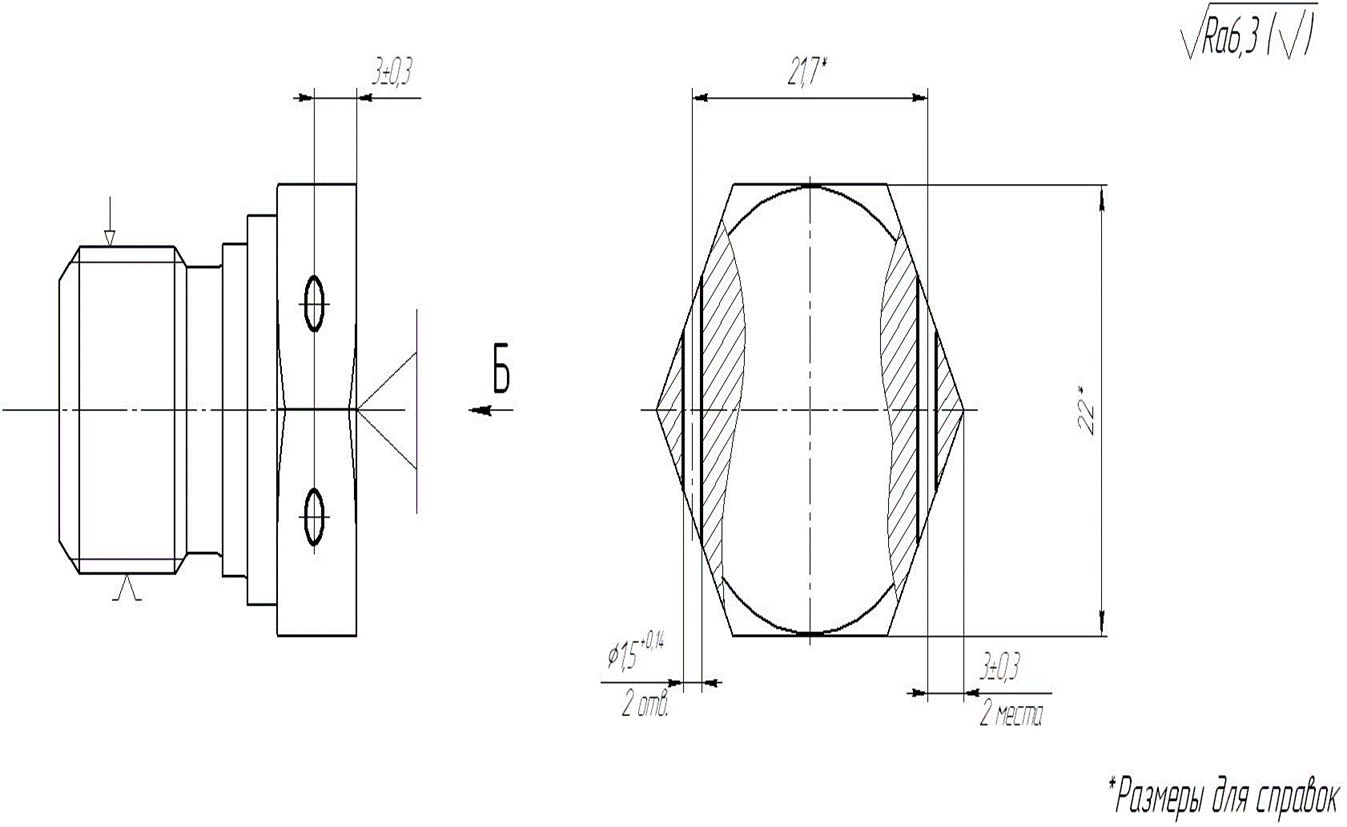
2.3.3 Последовательность технологических переходовПлан обработки 1,6 Ra 6,3: Заготовка из проката шестигранного Rz160, Т240 =2,1 мм предварительное точение Rz 80, Т160 =0,8 мм (12кв.); Значения уточнений не увеличиваются, что свидетельствует о правильности назначения переходов. 2.3.4 Выбор режущего, вспомогательного и измерительного инструментаПри выборе приспособлений учитываются характеристики приспособления: размеры, обеспечение необходимых схем базирования, точность. Таблица 14. Технологическое оснащение, применяемое для изготовления детали «Заглушка»
2.3.5 Технологический маршрут изготовления деталиТаблица 15. Технологический маршрут изготовления детали
2.4 Расчет припусков табличным методомТехнологический процесс механической обработки заключается в том, что с поверхности заготовки удаляется слой или слои металла таким образом, что в конце обработки получается готовая деталь, заданная чертежом. Слой металла, удаляемый с заготовки называется припуском. Различают операционный и общий припуски. Операционный припуск - это слой материала, удаляемый с заготовки при выполнении одной технологической операции (ГОСТ1109-82). Операционный припуск назначают для компенсации производственных погрешностей, возникших при выполнении технологической операции. Производственные погрешности характеризуются отклонениями размеров, геометрическими нарушениями формы, поверхностными микро неровностями, глубиной дефекта поверхностного слоя, а так же отклонениями взаимосвязанных поверхностей. Общий припуск - это слой материала, удаляемый с заготовки с целью получения готовой детали. Его назначают для компенсации погрешностей заготовки и погрешностей, возникающих на технологических операциях. Припуск измеряется по нормали к обрабатываемой поверхности и отсчитывается на размер. Поэтому при обработке цилиндрической поверхности припуск отсчитывают на диаметр, при обработке плоскости или торца - на линейный размер. От припуска необходимо отличать напуск. Напуск - это увеличение припуска в целях упрощения конфигурации заготовки из-за невозможности или нерентабельности ее изготовления с контуром, соответствующим контуру детали. Удаление припуска сопровождается выполнением операционных размеров. Так как операционные размеры имеют номинальное, минимальное и максимальное значения, то различают номинальный припуск, минимальный припуск, максимальный припуск. Технологический процесс механической обработки заключается в том, что с поверхности заготовки удаляется слой или слои металла таким образом, что в конце обработки получается готовая деталь, заданная чертежом. Слой металла, удаляемый с заготовки называется припуском. Различают операционный и общий припуски. Операционный припуск - это слой материала, удаляемый с заготовки при выполнении одной технологической операции (ГОСТ1109-82). Операционный припуск назначают для компенсации производственных погрешностей, возникших при выполнении технологической операции. Производственные погрешности характеризуются отклонениями размеров, геометрическими нарушениями формы, поверхностными микро неровностями, глубиной дефекта поверхностного слоя, а так же отклонениями взаимосвязанных поверхностей. Общий припуск - это слой материала, удаляемый с заготовки с целью получения готовой детали. Его назначают для компенсации погрешностей заготовки и погрешностей, возникающих на технологических операциях. Припуск измеряется по нормали к обрабатываемой поверхности и отсчитывается на размер. Поэтому при обработке цилиндрической поверхности припуск отсчитывают на диаметр, при обработке плоскости или торца - на линейный размер. От припуска необходимо отличать напуск. Напуск - это увеличение припуска в целях упрощения конфигурации заготовки из-за невозможности или нерентабельности ее изготовления с контуром, соответствующим контуру детали. Удаление припуска сопровождается выполнением операционных размеров. Так как операционные размеры имеют номинальное, минимальное и максимальное значения, то различают номинальный припуск, минимальный припуск, максимальный припуск. Таблица 16. Расчет припусков табличным методом
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||