Курсовая работа По дисциплине Технология машиностроения
 Скачать 3.58 Mb. Скачать 3.58 Mb.
|

2.6 Расчет технологических норм времениПод техническим нормированием понимается установление норм времени на выполнение отдельной работы или нормы выработки в единицу времени. Под нормой времени понимается время, устанавливаемое на выполнение данной операции. Штучно-калькуляционное время (Тш.к.) определяется как Тш.к. = То + Тв + Тобсл. + Тот.л.н. + Тп.з./n= =(То + Тв )(1+х/100) + Тп.з./n где То – основное (технологическое) время, мин; Тв- вспомогательное время, мин Тобсл. – время на обслуживание, мин Тот.л.н. – время на отдых и личные нужды, мин Тп.з – подготовительно-заключительное время, мин Х- процент времени на обслуживание и отдых (от оперативного времени- (То + Тв ); n – число деталей в партии, шт. Основное и вспомогательное время составляют Топ – оперативное время, от которого в процентном соотношении считается Тобсл. и Тот.л.н . Вспомогательное время включает в себя время на установку, закрепление и снятие детали, приемы связанные с управлением оборудованием (ty), контрольные измерения (tизм), время на замену инструмента, (tперех.) – связанное с переходом. Подготовительно-заключительное время – это время, затраченное на подготовку исполнителя и средств технического оснащения к выполнению технологической операции. 060 Сверлильная операция То=1,95 мин tу.з.с.п.=3,0 мин (установка в кондуктор с выверкой);; n=42 tизм=1,1 мин (контроль линейных размеров); tизм=1,6мин (контроль диаметральных размеров); tизм= 0,5 мин- контроль качества поверхностей; Суммарное вспомогательное время tв∑= 7,7 мин Тп.з. = 20 мин [22]; x=15%. Тш.к.= (То + Тв )(1+х/100) + Тп.з./n =(0,22+7,7)(1+15/100) + 25/42 =9,5 мин Таблица 19. Таблица норм времени, по операциям:
Таблица 20. Таблица режимов резания:
3 Конструкторский раздел3.1 Расчет приспособления3.2 Принцип действия приспособления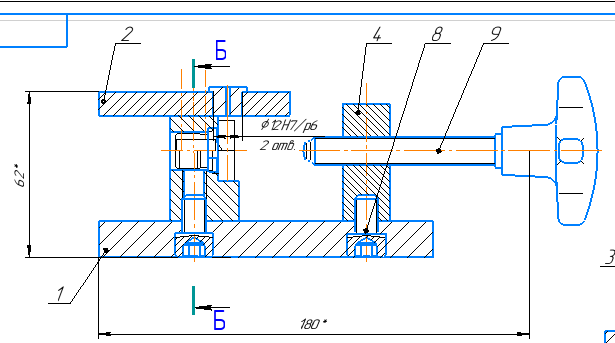 Рисунок 7. Кондуктор для сверления отверстий Данное приспособление предназначено для сверления отверстия ø1,6H14в детали «Заглушка». Приспособление устанавливается на стол сверлильного станка 2Н112. При обработке заготовок на сверлильных станках необходимо обеспечить получение следующих параметров. Точность обработанного отверстия Ø1,6Н14+0.16 – зависит от размера инструмента и практически не зависит от конструкции станочного приспособления. Размер 19,4 отверстия напрямую зависит от конструкции и точности элементов станочного приспособления. |