6.2.Расчет остальных межоперационных размеров.
На остальные обрабатываемые поверхности подшипника припуски и допуски рассчитываем по программе и записываем их значение в таблицу 6.2.
Таблица 6.2.
Припуски и допуски на обрабатываемые поверхности корпуса.
Поверхность
|
Размер ,мм
|
Припуск , мм
|
Допуск ,мм
|
табличный
|
расчетный
|
|
1
|
2,0
|
0,6
|
0,6
|
0,1
|
2
|
4,1
|
0,6
|
0,6
|
0,12
|
3
|
∅2,2
|
2*1,1
|
2*1,1
|
0,1
|
4
|
1,4
|
1,4
|
1,4
|
0,1
|
5
|
∅4,3
|
2*2,15
|
2*2,15
|
0,12
|
6
|
3,5
|
0,6
|
0,6
|
0,12
|
8
|
1
|
0,4
|
0,4
|
0,1
|
10
|
∅17
|
2*0,6
|
2*0,6
|
0,18
|
11
|
0,7
|
0,7
|
0,7
|
0,06
|
12
|
∅6
|
2*3
|
2*3
|
0,12
|
14
|
0,8
|
0,2
|
0,2
|
0,06
|
8. Расчет режимов резания, силы резания и требуемой
мощности станка.
Расчет режимов резания выполняется в соответствии с алгоритмом, приведенном в 1, а значения эмпирических и табличных данных выбираются по справочной литературе [2].
Для расчетов используем программу «Расчет режимов резания»
8.1. Операция 010 токарная.
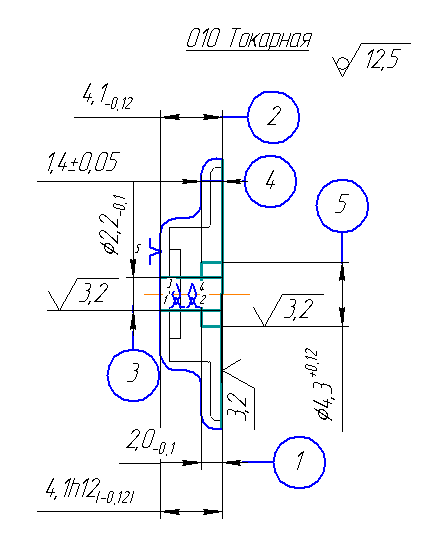
Рис.8.1. Операционный эскиз операции 010 токарная.Оборудование [2 c.10] станок токарный 16 Б 16Т1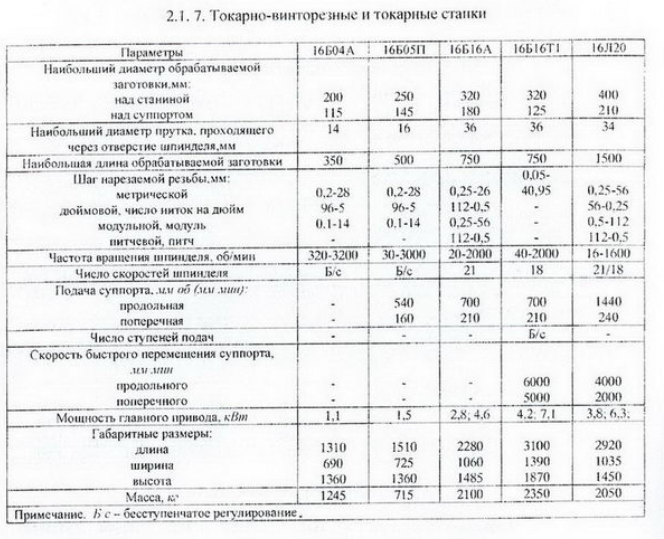
Рис.8.2. Характеристика станка.
Станочное приспособление-патрон 3 х кулачковый пневматический самозажимной.
Переход –подрезание торца 1 .Инструмент [2 c.24] Резец токарный подрезной отогнутый правый с пластинами из твердого сплава Т15 К6 (по ГОСТ 18880-73)
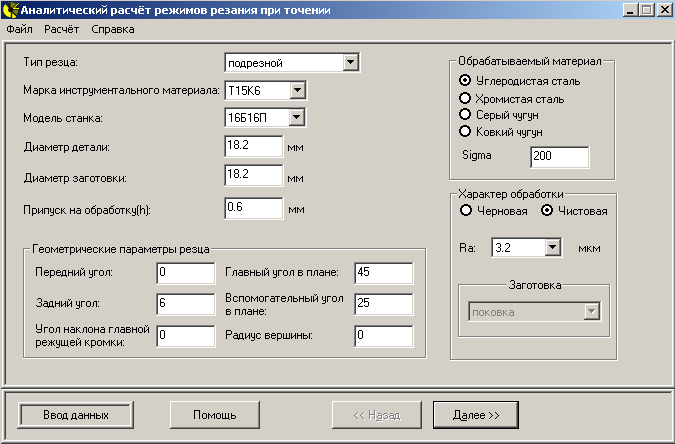
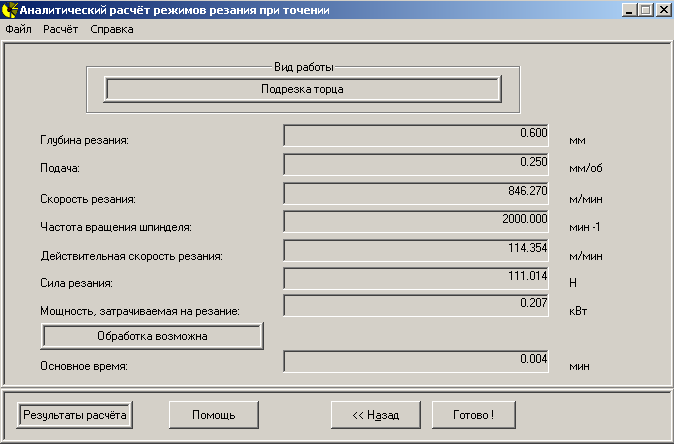
Рис.8.3. 1 переход операции 010
2. Переход –сверление отверстия ∅2,2 .Инструмент [2 c.30] Сверло спиральное с цилиндрическим хвостовиком , материал сплава Р5М6 (по ГОСТ 4010-77)
|
 Скачать 0.74 Mb.
Скачать 0.74 Mb.