Багдалов курсовая. Курсовой проект по мдк 02. 02 Основы проектирования технологических процессов
 Скачать 0.53 Mb. Скачать 0.53 Mb.
|

2.6 Выбор сварочного оборудованияОборудование применяемое для заготовительных и технологических работ Отрезная операция – операция выполняется воздушно-плазменной резкой, преимущество которой в ее простоте процесса резки, применении недорогого плазмообразующего газа, высокой чистоте реза (для стали 08Х18Н9Т без последующей механической обработки). Наиболее рациональное решение применить аппарат воздушно-плазменной резки ПУРМ-140 (см. табл. 1.9), который дает необходимую мощность, режимы резки, а также относительно невысокой стоимостью, что не мало важно в условиях производства. Плазменная резка применяется для раскроя обечайки и резки трубы Ø219х4, вырезки отверстий под варку патрубков [10]. Таблица 1. 9 - Технические характеристики
Сборка обечаек по продольному стыку Сборка обечаек по продольному стыку осуществляется с целью обеспечения требуемого превышения кромок и необходимого зазора в стыке согласно ГОСТ 16098 – 80 на способ сварки. Сборку продольных стыков обечаек осуществлять c помощью специальных приспособлений: винтовых стяжек (рисунок ), полуструбцин (расстояние м/д. полуструбцинами 400 мм.), а также вспомогательного оборудования. 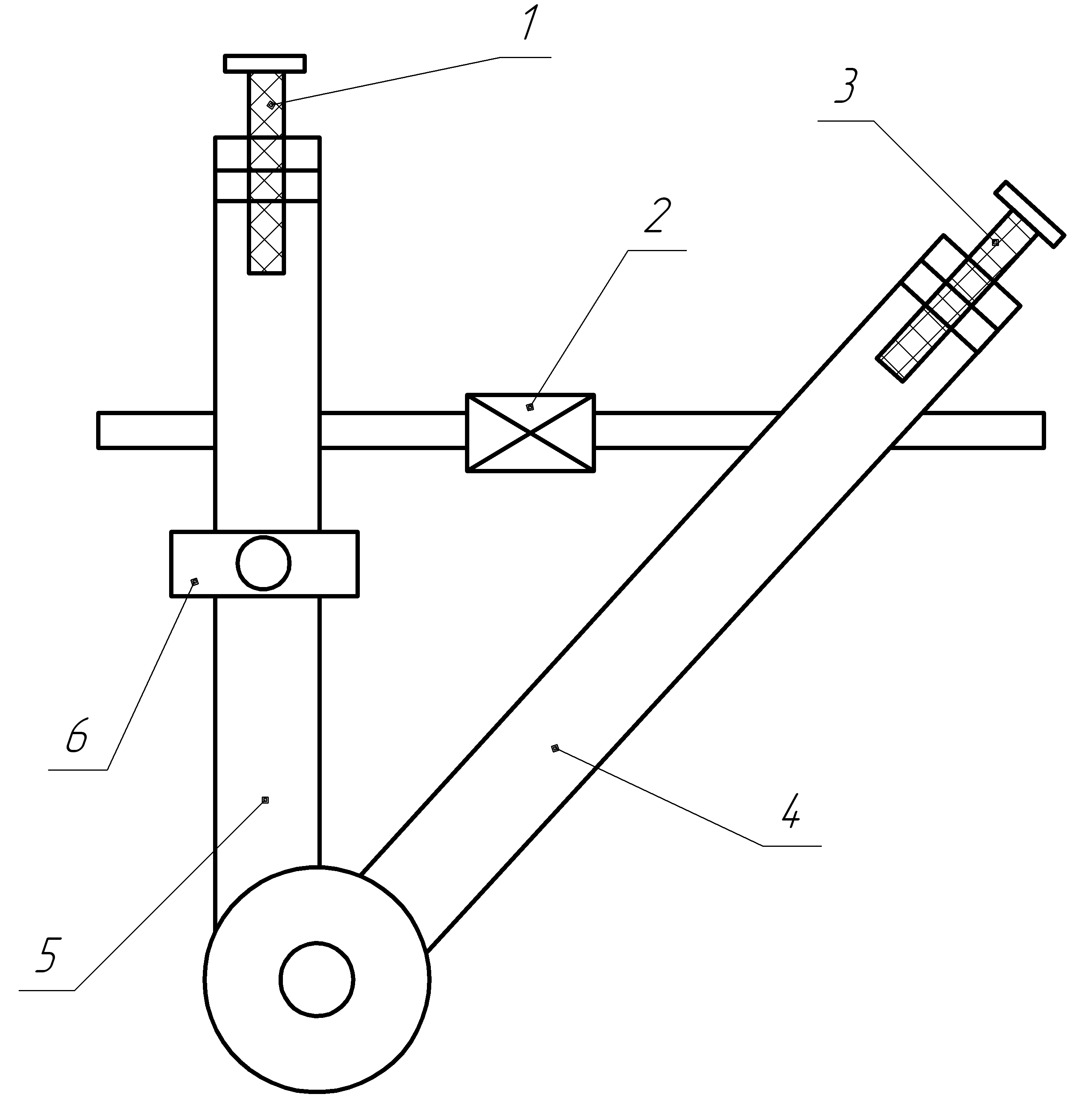 Рис. 1.6 Схема винтовой стяжки 1 – винтовой зажим левого плеча; 2 – механизм сближения плеч; 3 – винтовой зажим правого плеча; 4 – правое плечо; 5 – левое плечо; 6 – механизм изменения длины левого плеча Сборку продольных стыков обечаек производят на роликовом стенде Т-30А с применением УСП. Роликовый стенд предназначен для вращения длинных цилиндрических изделий при автоматической сварке продольных и кольцевых швов. Технические данные стенда приведены в таблице 1.10 . Таблица1.10 - Техническая характеристика роликового стенда Т-30А
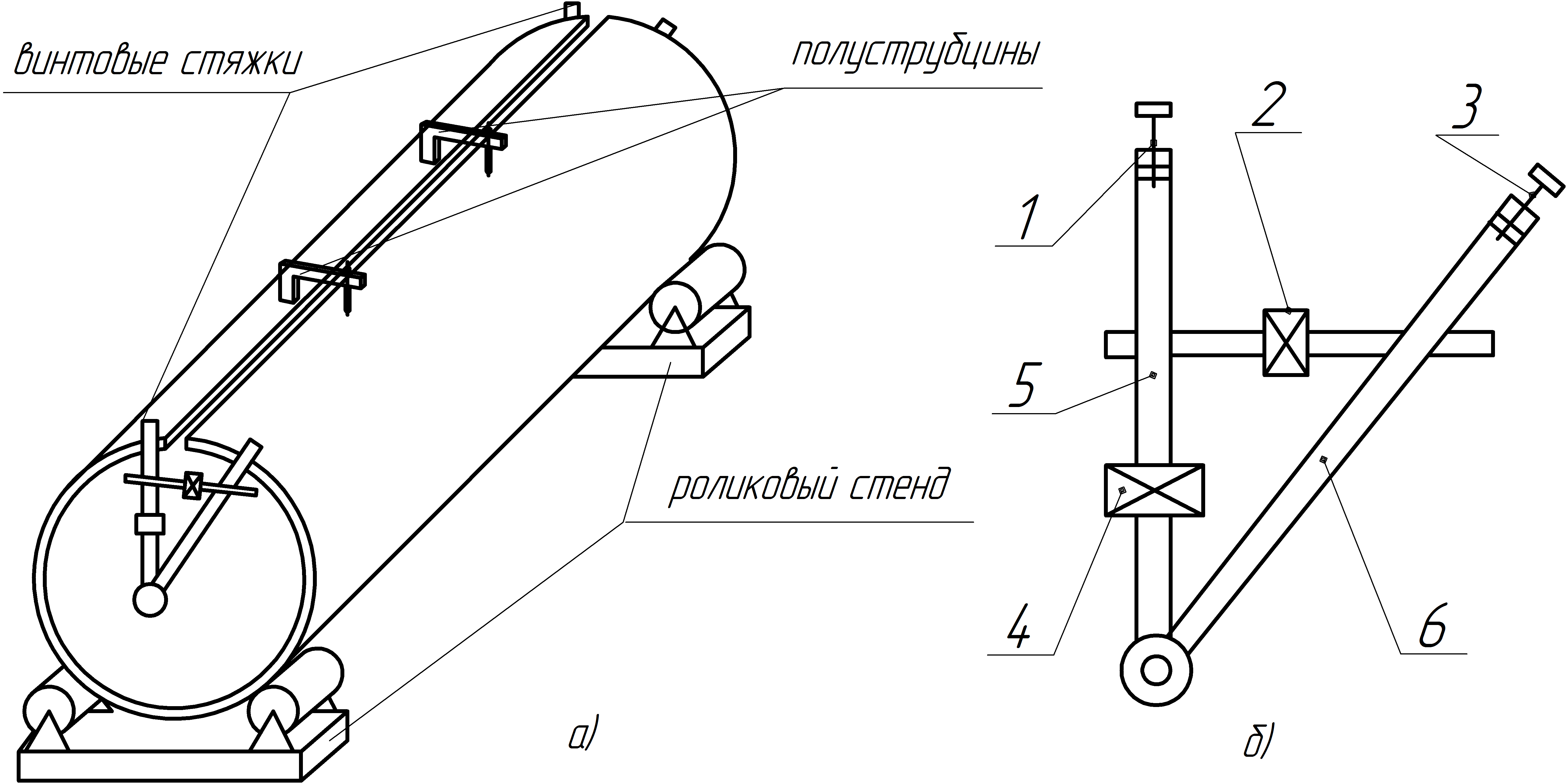 Рис. 1.7 Установка зазора и превышения кромок в стыке Сварка продольных и кольцевых стыков корпуса аппарата. Сварку продольных и кольцевых стыков корпуса аппарата будем производить автоматической сваркой под флюсом на специальной установке У-416 (рисунок ).Ее техническая характеристика приведена в таблице 1.11 .  1 – обечайка; 2 – роликовый стенд; 3 – пневмоцилиндр флюсовой подушки; 4 – сварочный трактор; 5 – консольная балка (велобалкон); 6 – сварочный автомат; 7 – входная планка; 8 – выводная планка; 9 – концевой выключатель; 10 – велосипедная тележка; 11 – привод велосипедной тележки; 12 – привод велобалкона; 13 – флюсовый поджим. Рис. 1.8 Установка У-416 для сварки продольных и кольцевых стыков аппарата Таблица 1.11. – Техническая характеристика универсальной установки У-417 для сварки продольных и кольцевых швов цилиндрических изделий
Для установки выбираем сварочный трактор ТС-17М, техническая характеристика которого приведена в таблице 1.12 . Таблица 1.12. – Техническая характеристика сварочного трактора ТС-17М
Для вваривания патрубков и прихватки продольных и кольцевых швов применяем сварочный полуавтомат ПДГ-505 (см. табл. 1.13). Таблица 1.13.– Техническая характеристика полуавтомата ПДГ-505
Сварку в среде защитных газах ведут в основном на постоянном токе. Для питания сварочного оборудования будем применять источник питания - выпрямитель. Они собираются из полупроводниковых элементов, которые обладают свойством проводить ток только в одном направлении. В обратном направлении полупроводники почти не пропускают ток. Наибольшее распространение в сварочных выпрямительных установках получили селеновые и кремневые полупроводниковые элементы. В сварочных выпрямительных установках используют трехфазную мостовую схему выпрямления. Трехфазные выпрямители обеспечивают высокую стабильность горения дуги. Выпрямитель обеспечивает: преобразование напряжения трехфазной сети переменного тока в требуемое для процесса сварки напряжение постоянного тока с созданием необходимой падающей внешней характеристики и обеспечиванием возможности плавного регулирования силы сварочного тока в нужных пределах. Для питания полуавтомата будем применять источник питания - выпрямитель ВДУ - 504, Выпрямитель ВДУ - 504 рассчитан на повторно-кратковременный режим работы ПВ=60%. Предназначен для однопостовой механизированной сварки в углекислом газе или под слоем флюса, а также для ручной дуговой сварки штучными электродами. Технические характеристики выпрямителя ВДУ - 504 приведены в таблице 1.14 . Таблица 1.14- Технические характеристики выпрямителя ВДУ - 504
Сварочный автомат Учитывая режимы сварки и характер производства выбираем подвесную головку для сварки под слоем флюса А-1416П. Сварочный автомат А–1416 (рис. 1.9)  Рис. 1.9 Сварочный автомат ПВ 100%, Ø проволоки сплошной 1,2-5,0 мм., подвесной, самоходный автомат. Обеспечивает сварку и наплавку под флюсом. Сварочный автомат А-1416 (см. табл. 1.15) подвесной самоходный предназначен для двухдуговой сварки сплошной проволокой под слоем флюса низкоуглеродистых и легированных сталей на постоянном токе с независимыми от параметров дуги скоростями сварки и подачи электродной проволоки. Глубокое регулирование скорости подачи электродной проволоки и скорости сварки, получаемое сменными шестернями, обеспечивает широкий диапазон применения автомата.
Универсальный сварочный выпрямитель ВДУ-1000 Универсальный сварочный выпрямитель ВДУ-1000 используется как источник тока при комплектации сварочных автоматов. ВДУ-1000 (сварочный выпрямитель) вместе со сварочным автоматом используются для наплавки и сварки под флюсом на постоянном токе. Основные преимущества выпрямителя ВДУ-1000 (см. табл.1.16): - Надежное зажигание и устойчивое горение сварочной дуги - Функция защиты от перегрева - Возможна местная и дистанционная регулировка сварочных параметров - Небольшой вес и энергопотребление источника в сравнении с аналогами - ВДУ-1000 имеет 2 вида внешних жестких вольт-амперных характеристик для наплавки и сварки под слоем флюса - Класс изоляции Н (ГОСТ 8865-70) Таблица 1.16 -Технические характеристики выпрямителя сварочного ВДУ-1000
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 3450
3450