Солярные плотничные и паркетные работы {179}. Л. Н. Креиндлин столярные, плотничные и паркетные работы 2е издание, переработанное и дополненное
 Скачать 5.9 Mb. Скачать 5.9 Mb.
|

|
§ W Строгание древесины Инструменты для ручного строгания. После распиливания заготовки имеют риски, шероховатость, покоробленность. Все эти дефекты устраняют строганием. Кроме того, при строгании заготовкам придают нужную форму. Для ручного строгания исполь- 30 зуют деревянные рубанки. Рубанок (рис. 18, а) состоит из деревянного корпуса, в который вставлен нож, прочно закрепленный клином. Клин опирается на заплечики, сделанные с боков летка. Плоскость поверхности летка, к которой прилегает нож, должна обеспечить его плотное прилегание. Качание ножа не допускается. В подошве рубанка, т. е. в нижней части корпуса, имеется узкая прорезь (пролет) шириной (5,7 ± 0,5... 1) мм, через которую за подошву выступает лезвие ножа. Для лучшей работы рубанком и удобного^продвижения его по материалу в передней части имеется рог.^Швдошва рубанка, фуганка должна быть ровной, гладкой. Ввиду того что подошва работает на истирание, в ней делают вклейку из древесины граба, клена, белой акации, ясеня или бука. Рог, упор, клин, накладки выполняют из древесиной, предусмотренной для изготовления подошвы корпуса, и из древесины березы, ильма. Ручки изготовляют из фанерной необлицованной плиты ПФ-А. Склеивают подошву рубанка и накладку на водостойких клеях. Древесина для изготовления рубанка, фуганка не должна иметь трещин, гнили, прорости, червоточин, сучков больших размеров, несросшихся сучков, смоляных кармашек и др. Влажность древесины должна быть (10 ±2) %. Поверхности деталей рубанков, фуганков, за исключением подошвы корпусов (колодок) и поверхности клина, прилегающей к ножу, покрывают светлым водостойким лаком. Шерхебель (ГОСТ 14666—79) (рис. 18, б) предназначен для грубого строгания древесины вдоль, поперек и под углом к волокнам. После строгания шерхебелем поверхность древесины получается неровной со следами углублений в виде желобков. Это вызвано тем, что лезвие ножа имеет овальную форму с радиусом 35 мм. При работе нож выпускают до 3 мм. При работе шерхебелем стружка получается узкая и толстая. Масса шерхебеля составляет 0,82 кг. Рубанок с одиночным ножом (ГОСТ 14664—77) (рис. 18, в) применяют для выравнивания поверхности после распиливания или для строгания ее после обработки шерхебелем. Лезвие у ножа шириной 40...50 мм прямолинейное, выпускают его на 1 мм. Так как в этом рубанке нет стружколома (горбатика), стружка образуется без излома, поэтому на поверхности обрабатываемой древесины часто получаются задиры, а иногда отколы. Масса рубанка 0,9 кг. Рубанок с двойным ножом (ГОСТ 14665—77) (рис. 18, г) используют для чистового строгания древесины, застрагивания торцов, а также свилеватой древесины и древесины с задирами. Этот рубанок помимо ножа имеет контрнож — стружколом. Наличие стружколома улучшает качество строгания, так как стружка после отделения поднимается вверх по ножу, отгибается и, попадая на стружколом, ломается. Излом стружки после отделения предотвращает возможность ее отщепа или откола от поверхности древесины. Масса рубанка 0,97 кг. Чем ближе к ножу будет установлен стружколом, тем скорее 31 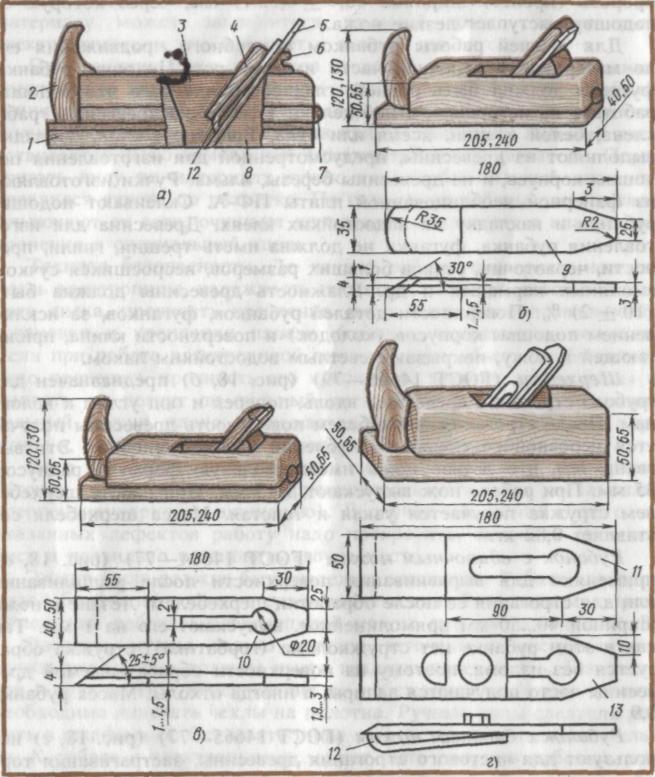 Рис, 18. Рубанки: а — общий вид, б — шерхебель, в — с одиночным ножом, г — с двойным ножом; / — корпус» 2 — рог, 3 — леток, 4 — клин, 5 — нож, 6 — упор, 7 — пробка, 8 — подошва, 9 — нож шерхебельный, 10 — нож одиночного рубанка, II — нож двойного рубанка, 12 — стружколом, 13 — нож со стружколомом 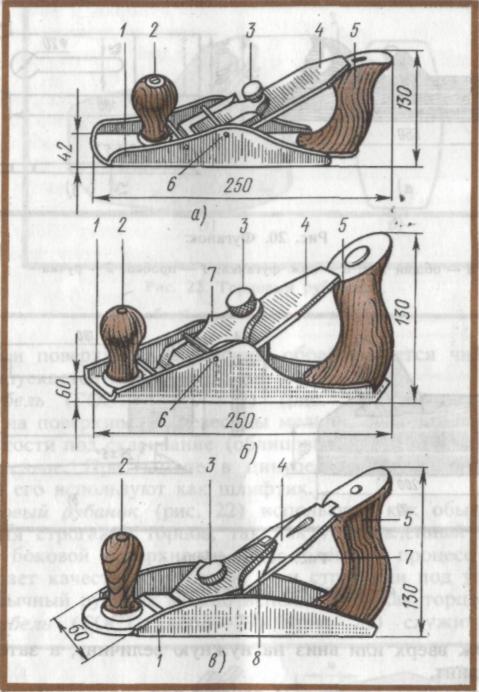 Рис. 19. Металлические рубанки: а — шерхебель, б — рубанок с одиночным ножом, в — рубанок с двойным ножом; / — корпус, 2 — рог-рукоятка, 3 — винт, 4 — нож, 5 — ручка, 6 — стержень, 7 — прижим, 8 — основание под нож он обломит стружку, поэтому для более качественной обработки древесины стружколом ставят ближе к ножу. Но вместе с тем следует учесть, что очень близко (менее 2 мм) стружколом ставить нельзя, так как стружка при этом будет забиваться под лезвие и процесс строгания затруднится. Помимо деревянных рубанков для строгания древесины применяют металлические шерхебели и рубанки с одиночным и двойным ножами (рис. 19). Рубанки представляют собой металлический корпус, в который вставлен нож, закрепленный в корпусе винтом. Рог и ручку делают из древесины. Величину снимаемой стружки регулируют вылетом ножа. Для этого надо освободить винт и пере- 3 Столярные, плотничные и паркетные работы "  Рис. 20. Фуганок: а — общий вид; б — нож фуганка; / — пробка, 2 — ручка 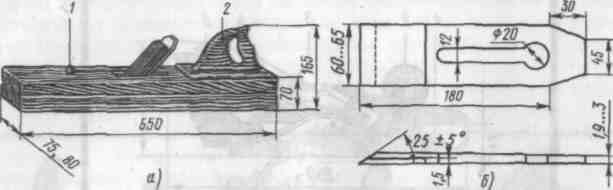 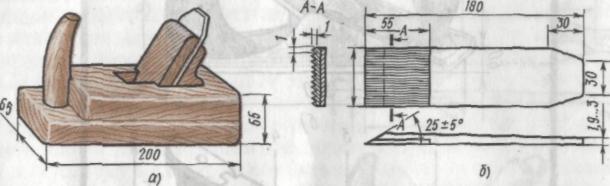 Рис. 21. Цинубель: а — общий вид, б — цинубельный нож местить нож вверх или вниз на нужную величину, а затем снова закрепить винт. Фуганок (ГОСТ 14670—77) служит для окончательного чистового строгания, а также для прифуговки отдельных деталей (рис. 20). Фуганок почти в три раза длиннее рубанка, что позволяет строгать им длинные детали. В передней части фуганка на корпусе расположена пробка, ударом молотка по которой из корпуса выбивают нож из летка. Лезвие ножа должно выступать на 1 мм. При обработке фуганком древесины с волнистой поверхностью получается стружка в виде небольших кусков, а при повторном проходе образуется непрерывная тонкая стружка, показывающая, что строгание следует закончить, так как поверхность получается гладкой. Масса фуганка 3,25 кг. Более короткие детали обрабатывают полуфуганком (ГОСТ 14671—77), имеющим более короткий корпус (530 вместо 650 мм). Для зачистки древесины, имеющей задиры и свилеватость, применяют рубанок с укороченным корпусом — шлифтик. Шлиф-тик имеет узкую щель (шириной 5 мм) и увеличенный угол присадки (60°), благодаря чему при работе им снимается тонкая 34 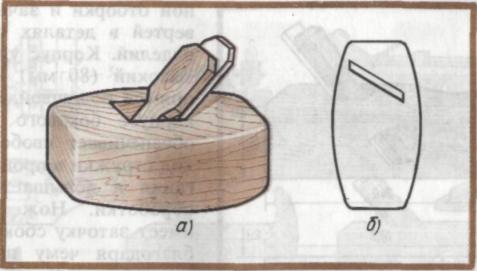 Рис. 22. Торцовый рубанок: - общий вид, б — подошва рубанка стружка и поверхность древесины обрабатывается чище. Лезвие ножа выпускается на 0,5 мм. Цинубель (ГОСТ 14667—79) (рис. 21) служит для образования на поверхности древесины мелких, едва заметных борозд и ворсистости под склеивание (облицовывание). Нож имеет зазубренное лезвие. При замене в цинубеле зазубренного ножа на обычный его используют как шлифтик. Торцовый рубанок (рис. 22) используют как обычный рубанок и для строгания торцов, так как установленный в нем под углом к боковой поверхности нож облегчает процесс строгания и повышает качество обработки. При строгании под углом к оси доски обычный рубанок можно использовать как торцовый. Зензубель (ГОСТ 14668—79) (рис. 23) служит для руч- 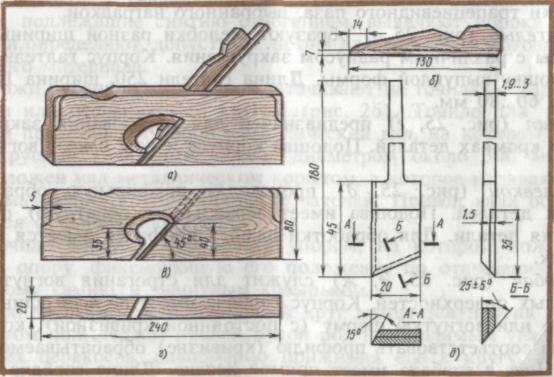 а — общий вид, б — клин, Рис. 23. Зензубель: вид корпуса сбоку, г — вид снизу, д — нож зензубеля 35 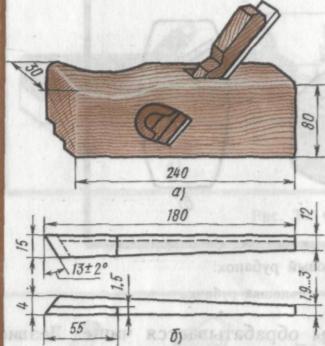 ной отборки и зачистки четвертей в деталях столярных изделий. Корпус у зензубеля высокий (80 мм) и узкий с прямой подошвой. Наличие в корпусе бокового отверстия обеспечивает свободный выход стружки в процессе строгания и повышает качество обработки. Нож зензубеля имеет заточку сбоку и снизу, благодаря чему при работе им образуется четверть. Масса зензубеля 0,38 кг. Фальцгебелъ(ГОСТ 14669—79) (рис. 24) служит для выборки четвертей в Рис 24. Фальцгебель: деталях столярных изделий; в отличие от зензубеля имеет а — общий вид, б — нож ступенчатую подошву. Масса фальцгебеля 0,5 кг. Шпунтубель (рис. 25, а) предназначен для ручной выборки пазов-шпунтов на кромках и пластях деталей. Состоит из двух корпусов, соединенных винтами, причем в одном из корпусов крепят нож. Корпуса устанавливают на требуемом расстоянии паза (шпунта) от кромки детали. Для выборки пазов разной ширины имеется набор ножей. Длина шпунтубеля 250, ширина 20, высота 80 мм; масса 1,1 кг. Грунтубель (рис. 25, б) служит для выборки паза, а также зачистки трапециевидного паза, выбранного наградкой. Галтелью (рис. 25, в) образуют желобки разной ширины или глубины с различным радиусом закругления. Корпус галтели имеет подошву выпуклой формы. Длина галтели 250, ширина 10...25, высота 60...80 мм. Штап (рис. 25, г) предназначен для образования закруглений на кромках деталей. Подошва корпуса и нож имеют вогнутую форму. Калевкой (рис. 25, д) производят профильную обработку кромок деталей. Подошва имеет зеркальную (обратную) форму профиля детали. Для обработки разных профилей имеется набор калевок. Горбач (рис. 25, е, ж) служит для строгания вогнутых и выпуклых поверхностей. Корпус горбача имеет по всей длине выпуклую или вогнутую форму (с постоянной кривизной), которая должна соответствовать профилю (кривизне) обрабатываемой детали. Нож у горбача имеет прямое лезвие. Длина горбача 100... , ширина и высота 60 мм. Ручное строгание. Работы по строганию древесины заключают-в подборе материала для строгания, заточке ножей, наладке 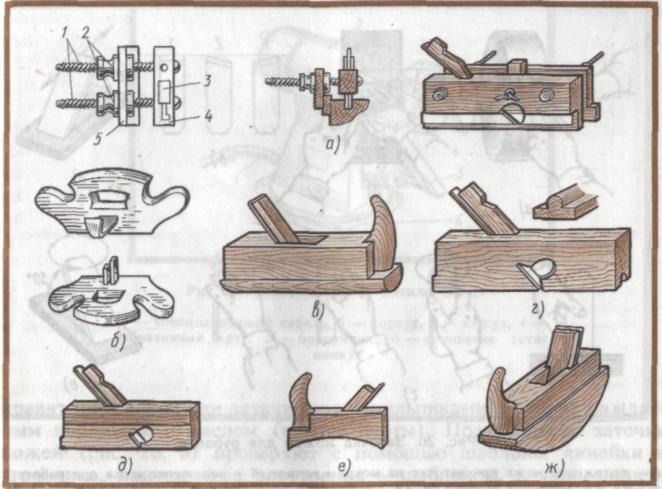 Рис. 25. Инструменты для профильного строгания: а — шпунтубель, б — грунтубель, в — галтель, г — штап, д — калевка, е — горбач с вогнутым корпусом, ж — горбач с выпуклым корпусом; / — винты, 2 — гайки, 3 — нож, 4 — корпус, 5 — направляющая планка инструмента, строгании, проверке качества выполненных работ. При подборе материала определяют лицевую сторону и направление волокон, устанавливают, имеет ли он выпуклости или вогнутости, подлежащие снятию строганием, выявляют пороки древесины и определяют, допустимы ли они для деталей, изготовляемых из этого материала. Ножи рубанков и фуганков затачивают на точилах с карборундовым или песчаниковым кругом (рис. 26). Точило для заточки ножей представляет собой металлический вал, на котором укреплен круглый точильный камень диаметром около 500 мм. Вал расположен над металлическим корытом, в которое наливают воду для смачивания круга в процессе заточки. Привод вала осуществляется от электродвигателя. Точило следует оборудовать упором, на котором нож будет иметь опору, фиксирующую его положение по отношению к точильному камню, и защитным козырьком. При заточке ножей точильный круг вращается против лезвия, при этом нож держат правой рукой под необходимым углом прямо, без перекосов, равномерно прижимая его к кругу, а левой рукой поддерживают нож. Затачивают ножи на мокром точиле до тех пор, пока на противоположной стороне не образуются заусенцы. Если заусенцы незначительны и видны в виде тонких и ров- 37 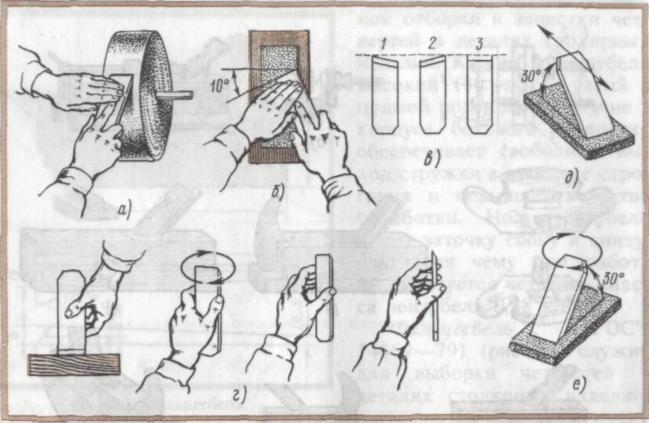 Рис. 26. Заточка ножей для рубанка: а — положение ножа при заточке на мокром точиле, б — положение ножа при работе на оселке, в — проверка заточки фаски, г — порядок проверки лезвия ножа «на глаз» (1,2 — неправильно, 3 — правильно), д — заточка на абразивном бруске (прямолинейными движениями), е — то же, круговыми движениями ных полосок, затачивание считается удовлетворительным. Большие, крупные заусенцы образуются при сильном нажиме на нож в процессе затачивания. Поэтому нож прижимают к кругу плотно, но не сильно. В процессе заточки надо сохранить угол заострения (25 ± 5)°. Если с ножа не удалить заусенцы, им работать нельзя, так как он быстро затупится. При затачивании ножей на точиле следует стоять несколько в стороне от круга и работать в предохранительных очках, так как образующиеся искры и отлетающие мелкие кусочки камня (абразивы) могут попасть в глаза. Ножи точат также на мелкозернистых точильных брусках типа БП, с помощью которых с фаски ножей снимают заусенцы и зазубрины. Бруски следует смачивать несколькими каплями керосина или водой. При затачивании прямолинейными движениями нож берут за хвостовую часть правой рукой и фаской кладут плотно на брусок, а левой рукой прижимают его к бруску. Затем равномерными движениями двигают нож вперед и назад вдоль бруска с сохранением угла заострения (см. рис. 26, д).При затачивании кругообразными движениями нож также берут за хвостовую часть руками и, прижимая фаской к бруску, непрерывными и равномерными кругообразными движениями двигают его по поверхности камня (см. рис. 26, е). Профильные ножи шерхебеля и галтели точат на брусках, а 38 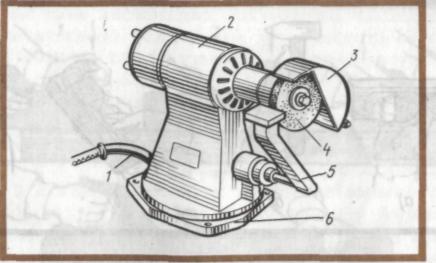 Рис. 27. Электрическое точило ЭТ-1: / — токоподводящий кабель, 2 — корпус, 3 — кожух, 4 — абразивный круг, 5 — подручник, 6 — основание (станина) правят на оселках или затачивают напильниками и правят наждачным порошком с маслом (в виде пасты). Правильность заточки ножей (рис. 26, в) проверяют с помощью шаблона, линейки и угольника, причем угол заострения — шаблоном, а прямолинейность — линейкой и угольником. У правильно заточенного ножа лезвие должно прилегать к линейке плотно, без просветов. Лезвие ножа считается острым, когда им можно срезать волос. Правят ножи оселком — мелкозернистым точильным бруском. Перед правкой оселок смачивают минеральным маслом или керосином. Так как оселки в процессе затачивания засаливаются, их периодически промывают керосином. Лезвие на оселке правят кругообразными движениями, но можно править путем движения оселка по фаске закрепленного ножа. Работающий прикладывает нож фаской к оселку и кругообразными движениями ведет по нему, сохраняя угол заострения, затем он прокладывает нож к оселку другой стороной и правит также кругообразными движениями до полного снятия заусенцев. Для заточки столярно-плотничных инструментов (ножей рубанков, долот, стамесок) применяют электрическое точило ЭТ-1 (рис. 27). Точило совершает 45 (2700) с-1. Мощность электродвигателя точила 0,32 кВт, напряжение 220 В. На станке устанавливают точильный (абразивный) круг диаметром 100 мм. Размеры станка 310 X 166 X 205 мм, масса 7 кг. Наладка рубанков и фуганков состоит из разборки инструмента для смены ножей, установки и крепления ножа. Разбирают рубанок следующим образом. Берут его в левую руку и, слегка ударяя молотком по заднему торцу, ослабляют клин, после чего клин и нож легко вынимаются. Затем острый нож и клин вставляют в леток и ударяют по переднему торцу рубанка (по лобовой части) (рис. 28). Клин должен плотно прилегать к ножу, лезвие ножа — равномерно выступать из подошвы рубанка 39  Рис. 28. Наладка рубанка: а — положение рубанка при закреплении или ослаблении ножа, б — положение молотка при ударе по торцу рубанка для ослабления или закрепления ножа, в — положение рубанка при установке или выемке ножа, г — проверка правильности выпуска ножа за подошву корпуса «на глаз» на необходимую величину (без перекоса). Уменьшают величину выступа лезвия ударами молотка по заднему торцу рубанка, а увеличивают слабыми ударами молотка по хвосту (торцу) ножа там, где угол лезвия виден больше. Правильность выпуска лезвия проверяют «на глаз», поднимая рубанок подошвой вверх на уровень глаза. Если при этом лезвие будет видно в виде узкой полосы — нитки, нож «присажен» правильно. Нож устанавливают передней гранью по отношению к горизонтальной плоскости (плоскости подошвы) под углом 45° — у шерхебеля, рубанков с одиночным и двойным ножом, зензубеля и фальцгебеля и под углом 80° — у цинубеля. Приемы строгания. До начала строгания ручным инструментом следует тщательно осмотреть обрабатываемую деталь, определить направление волокон и лицевую сторону. Строгать древесину следует вдоль волокон, так как при этом поверхность получается более гладкой и затрачивается меньше усилий на строгание. Строгать нужно движением рук на полный размах, по прямой линии с равномерным нажимом на инструмент. При этом корпус тела должен быть немного наклонен вперед и при строгании оставаться неподвижным. Строгание должно производиться за счет движения рук, а не корпуса тела, иначе работающий быстро устанет. Обрабатываемую заготовку закрепляют на верстаке между гребенкой (упором) и тисками так, чтобы направление волокон совпадало с направлением строгания. Заготовка должна лежать на верстаке плотно, не выгибаясь. Правой рукой берут хвостовую часть корпуса, а левой — рог и устанавливают рубанок на обрабатываемую заготовку. В начале строгания (рис. 29, а, 1) нажимают левой рукой на переднюю часть рубанка, а правой — слегка на заднюю часть. В середине строгания (рис. 29, а, 2) нажимают одинаково и 40 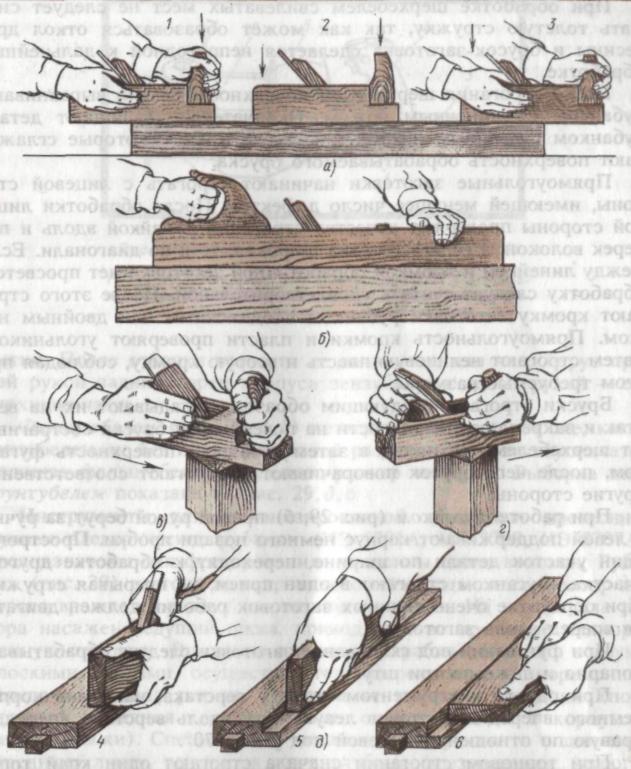 Рис. 29. Приемы строгания: а — рубанком, б — фуганком, в — строгание торца от себя, г — строгание торца на себя, д — отборка четверти зензубелем, фальцгебелем и грунтубелем; 1, 2, 3 — нажим на рубанок в начале, середине и в конце строгания соответственно, 4 — начальная отборка четверти, 5 — отборка четверти, 6 — зачистка четверти равномерно на весь рубанок, а в конце строгания (рис. 29, а, 3), когда рубанок сходит с обрабатываемой заготовки, следует усилить нажим на правую руку, с тем чтобы не «завалить» конец обрабатываемой заготовки. Если необходимо отвести рубанок назад, поднимают его заднюю часть и передвигают. Сначала строгают заготовку шерхебелем под некоторым (острым) углом по направлению волокон, так как если строгать этим инструментом вдоль волокон, можно снять лишнюю древесину. 41 При обработке шерхебелем свилеватых мест не следует снимать толстую стружку, так как может образоваться откол древесины и брусок-заготовка сделается непригодной к дальнейшей обработке. После строгания шерхебелем поверхность детали выравнивают рубанком с одиночным ножом. Окончательно зачищают деталь рубанком с двойным ножом или полуфуганком, которые сглаживают поверхность обрабатываемого бруска. Прямоугольные заготовки начинают строгать с лицевой стороны, имеющей меньшее число дефектов. После обработки лицевой стороны проверяют качество строгания линейкой вдоль и поперек волокон, а если заготовка широкая, то и по диагонали. Если между линейкой и кромкой обработанной заготовки нет просветов, обработку следует считать удовлетворительной. После этого строгают кромку заготовки рубанком с одиночным или двойным ножом. Прямоугольность кромки и пласти проверяют угольником. Затем строгают нелицевую пласть и вторую кромку, соблюдая при этом требуемые размеры. Бруски строгают следующим образом: укладывают их на верстак и закрепляют; неровности на поверхности бруска сострагивают шерхебелем, рубанком, а затем зачищают поверхность фуганком, после чего брусок поворачивают и строгают соответственно другие стороны. При работе фуганком (рис. 29, б) правой рукой берут за ручку, а левой поддерживают корпус немного позади пробки. Прострогав один участок детали по ширине, переходят к обработке другого участка. Фуганком строгают в один прием, не прерывая стружки. При обработке очень длинных заготовок рабочий должен двигаться вперед вдоль заготовки. При фуговании под склеивание заготовки следует обрабатывать попарно и даже по три штуки. При работе инструментом стоят у верстака, наклонив корпус немного вперед и поставив левую ногу вдоль верстака вперед, а правую по отношению к левой под углом 70°. При торцовом строгании сначала строгают один край торца от себя (рис. 29, в) до середины детали, а затем с другой на себя (рис. 29, г). При этом способе строгания отщепов и отколов на поверхности и кромках не получается. Во избежание образования отщепов рекомендуется обрабатывать торцы до строгания боковых сторон бруска. Зензубелем отбирают четверть (рис. 29, д, 4) по заранее сделанной разметке. Начальную отборку четверти производят следующим образом: берут правой рукой за заднюю часть корпуса, а левой за подошву позади ножа, причем большой палец располагают сверху корпуса, как показано на рисунке. Строгание ведут на небольшом расстоянии от линии разметки (риски) и снимают стружку на глубину четверти (примерно на 3...4 мм). После отборки части четверти по всей длине бруска зензубелем работают в полный размах рук, следя за тем, чтобы не зайти за пределы раз- 42 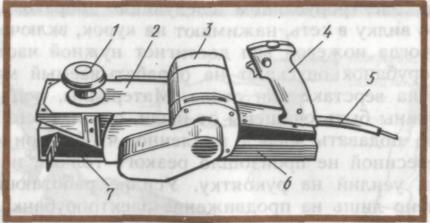 Рис. 30. Рубанок ручной электрический ИЭ-5708: / — ручка, 2 — корпус, 3 — электродвигатель, 4 — основная ручка, 5 — подводящий кабель, 6 — задняя неподвижная лыжа, 7 — передняя подвижная лыжа метки. После отборки четверти ее зачищают, для чего берут правой рукой задний торец корпуса зензубеля, а левой рукой — его верхнюю часть. Фальцгебелем (рис. 29, д, 5) четверти выбирают так же, как и зензубелем, но без предварительной разметки, так как ступенчатая подошва фальцгебеля определяет размер четверти. Выборка паза грунтубелем показана на рис. 29, д, 6 . Инструменты для механизированной обработки древесины. Ручные электрические рубанки (ИЭ-5701А, ИЭ-5708, ИЭ-5707А) предназначены для фрезерования древесины вдоль волокон. Рубанок (рис. 30) состоит из встроенного электродвигателя, ротор которого вращается в двух шарикоподшипниках. На конце вала ротора насажен ведущий шкив, приводящий во вращение клиноре-менную передачу. Вращение ножевого барабана (фрезы) с двумя плоскими ножами осуществляется посредством клиноременной передачи от вала ротора. На рубанке имеются передняя (подвижная) и задняя (неподвижная), отлитая вместе с корпусом, панели (лыжи). Специальным механизмом опускают и поднимают переднюю лыжу, регулируя этим глубину фрезерования (строгания). Рубанок можно использовать как полустационарный станок, закрепив на столе или верстаке панелями вверх и установив съемное защитное ограждение, защищающее руки от попадания на барабан (фрезу) с ножами. Работа электрорубанками. Перед работой проверяют правильность заточки и установки ножей. Лезвия ножей должны быть выпущены одинаково и находиться на одном уровне с задней панелью (лыжей).' Масса ножей также должна быть одинаковой. До установки ножи следует тщательно заточить и отбалансировать так, чтобы ножевой вал (барабан) вращался без биения. Угол заострения ножей должен быть 40...420. Крепить ножи к валу нужно прочно, причем режущая кромка должна выступать на величину 1...1,5 мм за цилиндрическую поверхность барабана, а лезвие ножей должно быть строго параллельно оси барабана (вала). 43    Работают электрорубанком следующим образом. Вставляют штепсельную вилку в сеть, нажимают на курок, включают электродвигатель. Когда ножевой вал достигнет нужной частоты вращения, электрорубанок опускают на обрабатываемый материал, закрепленный на верстаке или столе. Материалы, подлежащие обработке, должны быть очищены от пыли, грязи, снега. Электрорубанок нужно подавать вперед медленно, чтобы при соприкосновении с древесиной не произошло резкого толчка, и равномерно, без больших усилий на рукоятку. Усилие работающего должно быть затрачено лишь на продвижение электрорубанка. При обработке древесины средней твердости скорость подачи должна быть 1,5.-2 м/мин. При работе электрорубанок продвигают по материалу по прямой линии, без перекосов, следя за тем, чтобы под панели (лыжи) не попадала стружка или опилки. Работают электрорубанком следующим образом. Вставляют штепсельную вилку в сеть, нажимают на курок, включают электродвигатель. Когда ножевой вал достигнет нужной частоты вращения, электрорубанок опускают на обрабатываемый материал, закрепленный на верстаке или столе. Материалы, подлежащие обработке, должны быть очищены от пыли, грязи, снега. Электрорубанок нужно подавать вперед медленно, чтобы при соприкосновении с древесиной не произошло резкого толчка, и равномерно, без больших усилий на рукоятку. Усилие работающего должно быть затрачено лишь на продвижение электрорубанка. При обработке древесины средней твердости скорость подачи должна быть 1,5.-2 м/мин. При работе электрорубанок продвигают по материалу по прямой линии, без перекосов, следя за тем, чтобы под панели (лыжи) не попадала стружка или опилки.После первого прохода (если необходимо начать обработку вдоль участка или на участке рядом с обработанным) электродвигатель выключают и с выключенным электрорубанком возвращаются в исходное положение, после чего электродвигатель включают и вновь начинают работать. В перерывах электрорубанок выключают и ставят панелями (лыжами) вверх или кладут на бок. При вибрировании рубанка проверяют балансировку ножей, а также люфт в подшипниках барабана. При получении нечистой поверхности обработки проверяют заточку ножей и очищают рубанок от стружек. При работе электрорубанком следят за тем, чтобы токоведущие части были надежно защищены от случайного соприкосновения с ними. Все электрические соединения должны иметь надежную изоляцию. Питающий кабель не следует укладывать с большими перегибами. Во избежание повреждения цеховым транспортом его не следует прокладывать по полу. К работе электроинструментом допускают лиц, прошедших инструктаж по технике безопасности. При работе рубанками и электрорубанками могут возникнуть следующие дефекты: мшистость или ворсистость — при работе тупыми ножами; продольные полосы — при работе ножами, имеющими выкрошенные места на лезвии, и др. Качество обработки по длине и торцу бруска проверяют угольником (рис. 31, а, б) в нескольких точках: на концах детали и в середине, а в длинных деталях — ив других точках между серединой и концами детали. Проверка «на глаз» (рис. 31, в) требует большого навыка. Рабочий берет брусок в руки и приподнимает его, устанавливая против света на уровне глаз. Неровности, полученные вследствие некачественной обработки, обнаруживаются по легкой тени, которая на бруске будет казаться пятном. Качество обработки можно проверить также линейками (рис. 31, г). Качество фрезерования детали проверяют двумя строго выверенными брусками (рис. 31, д), которые ставят на поверхности детали параллельно один другому, и после этого смотрят на бруски 44 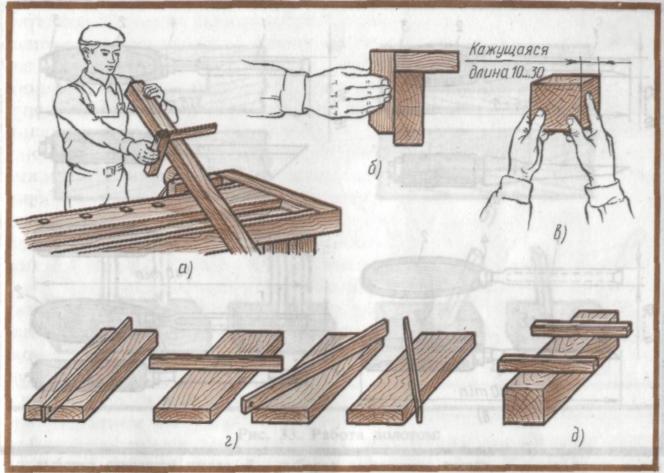 Рис. 31. Проверка качества строгания: а — угольником по длине бруска, б — угольником по торцу бруска, в — «на глаз» против света, г — линейками, д — парными брусками против света. Если поверхность детали хорошо обработана, грани брусков сольются в одну линию, а если нет, грани будут в виде пересекающихся неслившихся линий. Качество профильной обработки проверяют шаблонами и визуально. Поверхность обработанных деталей должна быть гладкой, без шероховатостей, задиров и вырывов. § 7. Долбление, резание стамеской и сверление древесины Ручное долбление древесины. Для образования гнезд, пазов и проушин прямоугольного сечения в деталях из древесины применяют долота (ГОСТ 1185—80). Долота различают плотничные (рис. 32, а) и столярные (рис. 32, б). Долото состоит из полотна с лезвием на конце и рукоятки. Во избежание раскола рукоятки от удара молотком на нее сверху насаживают стальное кольцо. Рукоятка должна быть плотно и надежно насажена на хвостовик, на ней не должно быть острых углов или неровностей. Полотно долот и рукояток покрывают бесцветным водостойким лаком. Гнезда прямоугольной формы долотами выбирают по разметке, причем при долблении сквозных гнезд разметку наносят с обеих сторон детали (рис. 33, а), несквозных — с одной стороны (рис. 33, б). До начала долбления деталь укладывают на столе или 45    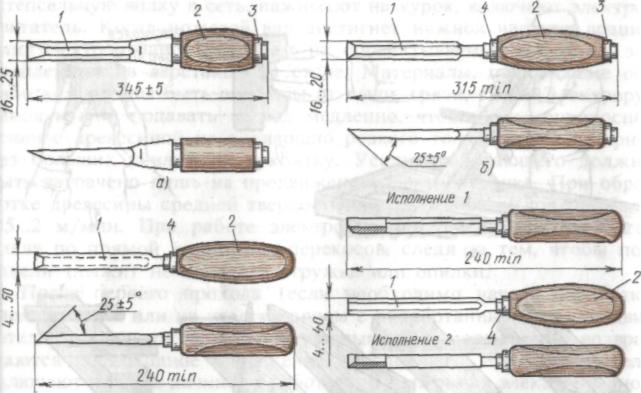 В) г) Рис. 32. Долота и стамески: а — долота плотничные, б — долота столярные, в — стамески плоские, г — стамески полукруглые; I — полотно, 2 — рукоятка, 3 — кольцо, 4 — колпачок верстаке и прочно закрепляют ее. При выдалбливании сквозных гнезд во избежание порчи крышки стола или верстака под деталь подкладывают отрезок бракованной доски. Долото должно соответствовать ширине выбираемого гнезда. Если в нескольких деталях надо выбрать одинаковые гнезда, их кладут в стопу и выбирают гнезда одновременно во всех деталях. Долбление гнезд начинают так: долото устанавливают фаской, обращенной внутрь, отступив на 1...2 мм от размеченной риски, и легкими ударами киянки или молотка по ручке углубляют его в древесину (рис. 33, в) и вновь ударяют по ручке киянкой или молотком, а затем, покачивая его, вынимают древесину и таким образом продолжают долбление (рис. 33, г). Отступать от риски разметки на 1...2 мм необходимо для того, чтобы потом можно было это место зачистить стамеской. В целях повышения производительности труда, снижения утомляемости работающего и соблюдения требований безопасности при долблении необходимо занять правильное положение: сидеть нужно так, чтобы рука, в которой находится киянка или молоток, проходила над обеими ногами. При долблении следят за тем, чтобы кромки гнезд не сминались. Во избежание сминания кромок наклон долота всегда должен быть направлен к середине гнезда. При долблении сквозных гнезд древесину выбирают сначала с одной стороны, а затем, повернув деталь, — с другой. 46 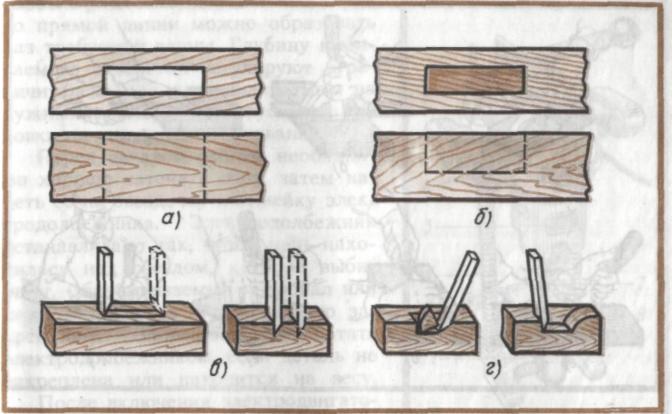 Рис. 33. Работа долотом: а — выборка сквозного гнезда, б — выборка несквозного гнезда, в — положение долота (начальное и конечное) на разметке гнезда, г — порядок долбления гнезда Для зачистки и выборки гнезд, пазов, шипов, снятия фасок применяют плоские стамески (рис. 32, в), а для зачистки закругленных шипов и обработки вогнутых и выпуклых поверхностей — полукруглые стамески (рис. 32, г) (ГОСТ 1184—80). Как и в долотах, полотна стамесок изготовляют из инструментальной стали с термической обработкой рабочей части, рукоятки — из древесины тех же пород, что и в долотах. Деревянные рукоятки изготовляются из древесины твердых пород и должны иметь металлический колпачок. Режущая кромка (лезвие) должна быть остро заточена. Форма и размер бурта должны обеспечить достаточную опору для рукоятки. Бурт не должен иметь острых углов. Ручки покрываются лаком. В плоских стамесках полотно представляет собой ровную гладкую полосу, оканчивающуюся острым лезвием. Лезвие стамески в работе действует как нож, перерезая или разделяя волокна древесины. При подстрагивании стамеску держат правой рукой за ручку. Двигать стамеску следует по возможности вдоль волокон. При резании стамеской правой рукой нажимают на торец ручки, а левой прижимают полотно стамеской к древесине. Пальцы левой руки не должны быть впереди стамески. Срезаемая стружка должна быть тонкой, мягкой и завиваться, а не откалываться. Полукруглыми стамесками обрабатывают криволинейные поверхности и выдалбливают отверстия криволинейной формы. Угол заострения стамесок (25 ±5)°. При работе стамеской удары киянкой или молотком наносят строго по центру. Работа стамеской показана на рис. 34. 47   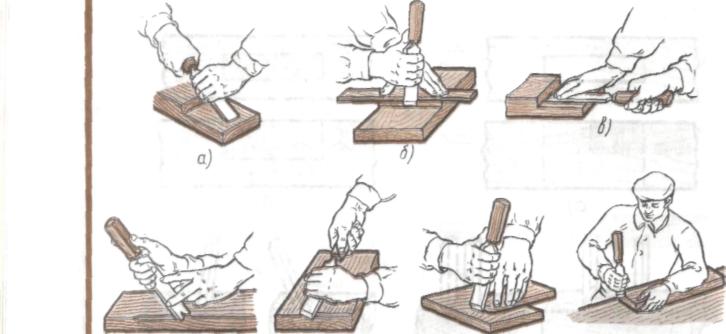 г) д) е) ж) Рис. 34. Работа стамеской: а — зачистка подрезанных мест, б — поперечная подрезка, в — подрезка вдоль волокон, г — снятие долевой фаски, д — снятие фаски с торца, е — зачистка торца, ж — резание из-под плеча Во избежание получения травмы при работе стамеской нельзя резать в направлении поддерживающей руки на себя, на весу, с упором детали на грудь и в том случае, когда деталь лежит на коленях. Оставлять долота и стамески лезвием к себе или на краю стола или верстака нельзя, так как при падении инструмента можно получить травму. Механизированное долбление. Электродолбежниками выбирают гнезда прямоугольной формы, пазы и др. Режущий инструмент электродолбежников — непрерывная долбежная цепь, представляющая собой набор звеньев (резцов), соединенных шарнирно. Ручной электрический долбежник ИЭ-5601А (рис. 35) имеет встроенный асинхронный с короткозамкнутым ротором электродвигатель, в котором на конце вала ротора насажена ведущая звездочка, приводящая в движение режущую цепь, натянутую на направляющую линейку. Глубину долбления регулируют ограничителем хода. Головка с цепью перемещается по направляющим колонкам, установленным на основании. Цепь натягивается за счет перемещения с помощью упорного винта и линейки. Опускается головка при нажатии на рычажное приспособление — рукоятку, а поднимается автоматически цилиндрическими пружинами. В зависимости от размера выбираемых отверстий устанавливают линейки и цепи нужного размера. Ширина паза, получаемого за один проход, равна ширине цепи, а длина паза — ширине направляющей линейки плюс двойная ширина цепи. Для выборки пазов разных размеров требуется набор цепей и линеек. При вы- 48 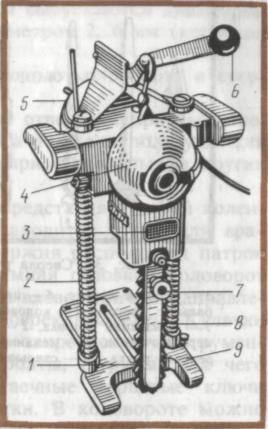 работке ряда последовательных гнезд до прямой линии можно образовать паз требуемой длины. Глубину выбираемого отверстия регулируют ограничителем хода, устанавливаемым на нужный размер. При опускании головки он упирается в основание. Перед началом работы необходимо хорошо заточить цепь, затем надеть ее на звездочку и линейку электродолбежника. Электродолбежник устанавливают так, чтобы цепь находилась над гнездом, которое выбирают. Обрабатываемый материал или деталь кладут на стол и прочно "закрепляют. Запрещается работать электродолбежником, если деталь не закреплена или находится на весу. Электродолбежник ИЭ-5601А: Рис. 35. / — цепь, 2 — направляющая колонка с пружиной, 3 — щит, 4 — электродвигатель, 5 — кожух, б — рычажное приспособление (рукоятка), 7 — винт, 8 — направляющая линейка, 9 — основание После включения электродвигателя нажатием на рычажное приспособление (ручку) электродолбежник опускают вместе с линейкой и натянутой на ней цепью вниз. Опускать цепь нужно ровно, без толчков, с тем чтобы она внедрялась в древесину постепенно. Скорость подачи цепи зависит от размеров выбираемых гнезд, твердости обрабатываемой древесины. При выходе цепи из гнезда надо следить за тем, чтобы на кромках не было заколов, вырывов, которые получаются при быстром вынимании цепи из гнезда. Трущиеся части электродолбежника должны быть покрыты смазочным материалом. По окончании работы цепь, звездочку и направляющую линейку промывают в керосине и смазывают машинным маслом. Электродолбежник можно использовать как стационарный станок, прикрепив его к столу так, чтобы направляющая линейка с цепью была перпендикулярна плоскости стола, а плоскость линейки — параллельна кромке стола. Если при работе корпус электродолбежника сильно нагревается, необходимо ослабить нажим и разгрузить электродвигатель, сменить тупую цепь или ослабить натяжение цепи. Если цепь бьет, необходимо ее натянуть. В том случае, когда цепь или линейка сильно нагревается, нужно отрегулировать натяжение цепи, устранить возможные перекосы линейки. Если при долблении получается мелкая стружка в виде щепы, устанавливают новую цепь. Если гнездо, паз в процессе долбления получаются косыми, надо выверить и укрепить отходящую в сторону линейку. При работе электроинструментами нужно пользоваться защитными очками. Корпус электродолбежника должен быть заземлен. 4 Столярные, плотничные и паркетные работы 49 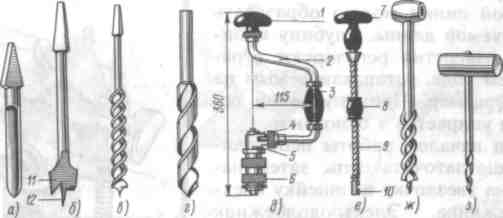 Рис. 36. Сверла ручные и сверлильные инструменты: а — перовое сверло, б — центровое сверло, в — винтовое сверло, г — спиральное сверло, д — коловорот, е — сверлилка, ж — бурав, з — буравчик: / — нажимная головка, 2 — коленчатый стержень, 3 — ручка, 4 — кольцо-переключатель, 5 — механизм храповой, 6 — патрон, 7 — головка, 8 — нарезная ручка, 9 — стальной стержень, 10 — патрон, 11 — подрезатель, 12 — центр (острие) Ручное сверление древесины. Круглые (цилиндрические) отверстия для круглых шипов, нагелей, болтов выбирают сверлами, состоящими из хвостовика, стержня, режущей части и элементов для отвода стружки. Для сверления применяют перовые, центровые, винтовые, спиральные сверла. Перовые сверла (рис. 36, а) имеют желобочную форму; ими выбирают отверстия преимущественно под нагели. Желобок служит и для выброса стружки. Ввиду того что он не может полностью выбрасывать стружку наружу, во избежание перегрева его приходится часто вынимать из отверстия. Поэтому отверстия получаются нечистыми и недостаточно точными. Сверла имеют длину 100... 170 мм, диаметр 3...16 мм с градацией 1...2 мм. Центровыми сверлами (рис. 36, б) сверлят сквозные и неглубокие отверстия поперек волокон. Сверлить глубокие отверстия этими сверлами трудно вследствие плохого выбрасывания стружки. Работают сверлами только в одну сторону. Сверло представляет собой стержень, оканчивающийся внизу режущей частью, состоящей из подрезателя, лезвия и направляющего центра (острия). Диаметр центровых сверл 12...50 мм, длина в зависимости от диаметра — 120... 150 мм. При работе этими сверлами нужно делать нажим, иначе они не будут внедряться в древесину. Сверла винтовые (рис. 36, в) применяют для сверления глубоких отверстий поперек волокон. Конец сверла имеет винт с мелкой резьбой. При сверлении ими отверстия получаются чистыми, так как по винтовым каналам стружка удаляется легко. Диаметр сверл 10...50 мм, длина 40... 1100 мм. Спиральные сверла (рис. 36, г) в зависимости от формы режущей части бывают с конической заточкой (ГОСТ 22057—76) и с центром и подрезателями (ГОСТ 22053—76). Для отвода стружки в стержне имеются канавки, располагаемые по винтовой 50 линии. Сверла с центром и подрезателем выпускаются диаметром 4...32 мм, а с конической заточкой — диаметром 2...6 мм (короткая серия) и 5... 10 мм (длинная серия). Сверла приводятся в действие с помощью коловорота и сверлилки. Коловорот применяют для сверления отверстий при выполнении плотничных и опалубочных работ, а также используют для завертывания и отвертывания шурупов при стекольных и других видах работ. Коловорот с трещоткой (рис. 36, д) представляет собой коленчатый стержень, посередине которого находится ручка для вращения. На одном конце коленчатого стержня расположен патрон для крепления сверл, на другом — нажимная головка. Коловорот с трещоткой должен вращаться вправо и влево, причем направление вращения устанавливается кольцом-переключателем. Кулачки патрона должны обеспечивать надежное закрепление инструментов. Коловоротом можно завертывать болты, шурупы, для чего в патрон вставляют соответственно гаечные торцевые ключи (квадратные или шестигранные), отвертки. В коловороте можно крепить сверла с диаметром хвостовика до 10 мм. Для завертывания шурупов в коловорот вставляют отвертки. Коловорот, состоящий из коленчатого стержня, четырехкулачкового патрона, кольца-переключателя, изготавливают из конструкционной стали. Все детали коловорота имеют защитное гальваническое покрытие. Отверстия диаметром до 5 мм высверливают сверлилкой. Сверлилка (рис. 36, е) представляет собой стержень с винтовой нарезкой, на который надета ручка. На одном конце стержня имеется патрон для установки сверл, а на другом — головка. Стержень, а вместе с ним и сверло вращают путем передвижения вверх и вниз нарезной ручки. Для сверления глубоких отверстий используют бурав (рис. 36,ж), представляющий собой стержень с ушком для ручки, расположенной в его верхней части, и с винтовым сверлом на другом конце (в нижней части). Неглубокие отверстия в древесине твердых пород под шурупы сверлят буравчиком (рис. 36, з), имеющим диаметр 2... 10 мм. Во избежание раскола древесины буравчик периодически вынимают из отверстия и очищают от стружки. При использовании сверл отверстия выбирают по разметке или шаблону. Центр отверстий предварительно накалывают шилом. До начала работы сверло надо хорошо заточить напильником с мелкой насечкой или на специальном станке, а затем прочно закрепить в патроне коловорота или сверлилки. Приемы сверления показаны на рис. 37. При работе надо следить за тем, чтобы ось вращения коловорота или сверлилки совпадала с осью отверстия. При сверлении вертикальных отверстий нажимную головку коловорота держат левой рукой, а правой вращают ручку. Глубокие сквозные отверстия сверлят по разметке с двух сто-   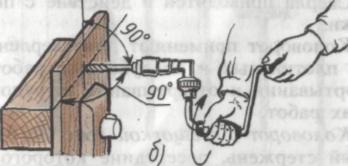    Рис. 37. Приемы сверления коловоротом материала: а — горизонтально уложенного, б — закрепляемого в тисках верстака вертикально Рис. 37. Приемы сверления коловоротом материала: а — горизонтально уложенного, б — закрепляемого в тисках верстака вертикально рон детали. При сверлении отверстий с одной стороны детали перед выходом на другую сторону нажим на нажимную головку коловорота надо ослабить, с тем чтобы не образовалось откола, отщепа или трещины в детали. Под деталь, в которой сверлят отверстия, подкладывают доску. Работают коловоротом так: укладывают заготовку-деталь на верстак и размечают точку отверстия. Затем ручку коловорота охватывают пальцами правой руки, а нажимную головку — пальцами левой руки. При сверлении левой рукой нажимают на головку, а правой вращают коленчатый стержень. Коловорот или сверлилку нельзя держать так, чтобы сверло было обращено в сторону работающего. Нажимать на нажимную головку коловорота, сверлилки нужно только руками. Работать сверлами, имеющими трещины и другие дефекты, нельзя. При некачественном сверлении возникают следующие дефекты: не выдержан размер (диаметр) отверстия, вызванный биением сверла вследствие неправильного закрепления его в коловороте; рваная поверхность отверстия — при сверлении тупым или неправильно заточенным сверлом. Механизированное сверление древесины. Для механизированного сверления применяют ручные электрические сверлильные машины, состоящие из корпуса, электродвигателя, редуктора, выключателя с курковым приводом, токоведущего кабеля и штепсельного соединения. На конце шпинделя имеется патрон для крепления сверл. Для сверления отверстий электрическими сверлильными машинами применяют в основном спиральные сверла. Перед работой машину тщательно осматривают и проверяют, после чего в патрон вставляют сверло и прочно его закрепляют, а затем нажимом на пусковой курок включают электродвигатель. В течение 1...2 мин 52 работают вхолостую; если электродвигатель работает нормально, приступают к работе. При сверлении отверстий нажим должен быть равномерным, при выборке сквозных отверстий в конце сверления во избежание заедания нажим следует несколько ослабить. Если при включении электродвигатель не работает, отсутствует напряжение либо неисправен выключатель. При излишнем нагреве редуктора надо проверить наличие смазки. Если при прикосновении к корпусу сверлилки «бьет» током, проверяют заземление. Для завинчивания винтов, болтов, гаек, шурупов используют электрический шуруповерт ИЭ-3601Б. Им можно завинчивать шурупы диаметром до 6 мм. При выполнении столярных работ целесообразно пользоваться индивидуальным набором ручного инструмента ИН-18 для столяра строительного, в который входят столярный молоток, топор, клещи, ножовки, коловорот, рубанки с одиночным и двойным ножом, зензубель, отвес, деревянная киянка, разводка для пил, плоские стамески, отвертка, столярное долото, отвертка для шурупов с крестообразными шлицами, трехгранный напильник, реечный рейсмус, строительный уровень, угольник, шлифовальный брусок, складной деревянный метр. Рабочий инструмент размещается в ручном деревянном чемодане-футляре размером 535 X 450 X 115 мм. Масса набора 10 кг. Контрольные вопросы. 1. Расскажите о рабочем месте столяра, плотника и устройстве верстака. 2. Назовите основные элементы резца. 3. Расскажите о случаях резания. 4. Какие факторы влияют на получение чисто обработанной поверхности древесины? 5. Расскажите о назначении и способах разметки. 6. Какими инструментами пользуются при разметке? 7. Какие шаблоны применяют при разметке? 8. Какие виды тески бревен бывают? 9. Каким образом обрабатывают бревно на 2, 3 и 4 канта? 10. Какие пилы применяют при ручном пилении? 11. Расскажите о подготовке пил к работе. 12. Расскажите о приемах работы ручными электропилами. 13. Какие инструменты применяют при ручном строгании? 14. Расскажите о приемах ручного строгания. 15. Каково назначение ручного электрорубанка? 16. Назовите приемы работы долотом, стамеской. 17. Каковы основные правила по технике безопасности при пилении, строгании, долблении, сверлении? 18. Расскажите о приемах работы электродолбежником, электросверлилками. 19. Перечислите правила безопасной работы электроинструментом. |