Крылова4 Юршев - сборник ЛР-29.12.18 (2). Лазерные и плазменные упрочняющие технологии
 Скачать 6.14 Mb. Скачать 6.14 Mb.
|

5.4 Контрольные вопросыКлассификация технологических методов повышения износостойкости деталей машин и инструмента. Материалы, использующиеся в качестве покрытий, требования, предъявляемые к ним. Классификация износостойких покрытий для режущего инструмента по составу и строению. Влияние структуры металлов и сплавов на износостойкость. Виды и применение износостойких покрытий. Назначение промежуточных слоев в многослойных покрытиях. Особенности эксплуатации режущего инструмента с покрытием. 5.5 Содержание отчета5.5.1 Цель работы. 5.5.2 Результаты экспериментального определения химического состава, структуры и типа покрытия опытного образца с применением методов металлографии. Спектрального и рентгеноструктурного анализа. 5.5.3 Анализ результатов эксперимента, расшифровка рентгено-и спектрограмм. 5.5.4 Выводы. 5.5.5 Ответы на контрольные вопросы. 6 Лабораторная работа № 6 Лазерная сварка. Общая информация 6.1 Цель работыИзучение конструкции и устройства лазерной установки МУЛ-1, процесса получения неразъемного сварного соединения частей изделия путем местного расплавления металлов посредством нагрева по примыкающим поверхностям, термообработанного сварного шва. 6.2 Общие сведения6.2.1 Локальность обработки материала Лазерная сварка – технологический процесс получения неразъемного соединения частей изделия путем местного расплавления металлов посредством нагрева по примыкающим поверхностям. Источником нагрева металла является излучение лазера. Когда лазерный луч попадает на металл, энергия излучения поглощается, металл нагревается и плавится. В результате такого плавления и последующей кристаллизации возникает прочное сцепление, которое называется сварной шов. Такое сцепление основано на межатомном взаимодействии в металле. Таким образом, лазерная сварка относится к методам сварки плавлением. Как и любой технологический процесс, лазерная сварка имеет свои преимущества и недостатки. К основным преимуществам лазерной сварки можно отнести: локальность обработки материала, высокая производительность, технологическая гибкость и удобство. В локальности обработки заключается ключевое преимущество лазерной сварки. Лазерный луч можно сфокусировать в пятно диаметром до 0,1 мм. В таком маленьком пятне может концентрироваться высокая энергия в очень небольшой промежуток времени. Другими словами, при высокой плотности мощности излучения и коротком времени облучения металл нагревается только в зоне лазерного излучения. Это существенно уменьшает объем сварочной ванны (место плавления металла при нагреве), что позволяет делать сварные швы и точки значительно меньше по размеру (ширина шва или диаметр точки), но с большей глубиной проплавления, чем при помощи других технологий сварки металлов (дуговая и контактная сварка). Кроме того, небольшой объем сварочной ванны, небольшая ширина шва и относительно большая глубина шва, а также жесткий термический цикл с высокими скоростями нагрева и охлаждения дает возможность при лазерной сварке уменьшить зону термического влияния и, следовательно, снизить деформации деталей в целом и снизить эффект фазовых и структурных превращений в околошовной зоне, приводящих к разупрочнению материала, трещинообразованию и т.п. Также малый объем сварочной ванны и специфическая для лазерной сварки форма шва улучшают условия кристаллизации расплавленного металла и, следовательно, улучшают прочность сварных соединений. Таким образом, преимущество лазерной сварки в локальности обработки материала позволяет: – проектировать детали меньшего размера, расширить ассортимент деталей со сварным соединением, учитывая исключительно маленький сварной шов при лазерной сварке; – обрабатывать детали миниатюрного размера; – упростить оснастку и технологию сварки некоторых деталей; – осуществлять сварку в труднодоступных местах, например в углублениях гофрированных конструкций и т.п.; – экономить металлы, сварочные материалы; – лазерная сварка практически исключает необходимость обработки сварного шва. 6.2.2 Высокая производительность Производительность процесса сварки определяется скоростью его проведения. Лазерная сварка позволяет увеличить скорость сварки в 10-15 раз по сравнению с традиционными методами сварки плавлением (например, дуговая сварка).Так лазерная сварка непрерывным излучением может происходить со скоростями до 10 м/мин. Время получения одной точки при импульсной лазерной сварке может составлять 10-2-10-3 с, что на порядок быстрее, чем, например, при контактной сварке. 6.2.3 Технологическая гибкость и удобство Технология лазерной сварки обладает гибкостью и удобством применения. Во-первых, оборудование для лазерной сварки легко поддается автоматизации и роботизации. Лазерную сварку можно осуществлять в различных пространственных положениях. Возможна сварка как с перемещением изделия под лазерным лучом, так и с перемещением лазерного луча (лазерной сварочной головки) над и вокруг неподвижного изделия. Возможность передавать лазерное излучение по световоду (кварцевое волокно, Nd:YAG лазеры, волоконные лазеры) позволяет создавать более компактные сварочные головки, доставлять излучение в труднодоступные места и увеличивать пространство перемещения сварочной головки. В целом лазерное оборудование компактнее оборудования, основанного на традиционных методах сварки. Во-вторых, для осуществления лазерной сварки не требуется обязательного наличия вакуумных камер или камер с контролируемой атмосферой, необходимых, например, для электронно-лучевой сварки, которая во многом может заменить лазерную сварку. Отсутствие таких камер снимает ограничение на размер свариваемых деталей. В-третьих, лазерную сварку можно проводить не только в труднодоступных местах, но и через прозрачные среды в замкнутых объемах, что связано со спецификой лазерного излучения. В-четвертых, лазерное излучение позволяет обрабатывать металлы, которые с трудом поддаются обработке обычными методами сварки. Например, феромагнитные стали с трудом поддаются электронно-лучевой сварке из-за отклонения электронного луча магнитным поле от стыка соединяемых деталей. В-пятых, можно говорить о чистоте процесса лазерной сварки. Например, отсутствие электрода, близко расположенного к поверхности свариваемых деталей и поверхности сварного шва, исключает попадание в нее инородных материалов, что имеет место при дуговой сварке. Говоря о недостатках технологии лазерной сварки, можно выделить следующие моменты: 1. Стоимость оборудования для лазерной сварки и технологической оснастки. Установка для лазерной сварки - сложный прибор, состоящий из нескольких технических систем (лазер, оптическая система, система перемещения и т.п.). Независимо от уровня развития технологии его цена будет значительно превышать стоимость оборудования, основанного на традиционных методах сварки. 2. Невысокая энергетическая эффективность лазерной сварки. КПД лазерных установок для сварки в силу технических особенностей лазеров редко когда превышает 10 %. 3. Сложность в обслуживании оборудования. Как говорилось выше, лазер - это сложный прибор, его обслуживание требует высокий уровень технической подготовки персонала. 6.3 Установка для лазерной сварки и наплавки МУЛ-1, технические возможности Малогабаритная лазерная технологическая установка МУЛ-1 предназначена для лазерной сварки, пайки и наплавки различных металлов и их сплавов. Высокая пиковая мощность установки позволяет производить лазерную сварку и наплавку цветных металлов, в частности серебра, золота и их сплавов. Серебро - металл с высокой отражающей способностью. Поэтому серебро тяжело поддается лазерной сварке. Для комфортной работы с серебром установка для лазерной сварки должна выдавать 8 - 10 кВт пиковой мощности. МУЛ-1 в любой модификации варит серебро. Установка МУЛ-1 подойдет для лазерной сварки и пайки ювелирных изделий, лазерной сварки медицинских и прочих инструментов, а также лазерной сварки и наплавки любых других изделий и деталей небольшого размера преимущественно в ручном и полуавтоматическом режиме, точечной сваркой и шовной сваркой со швами небольшой протяженности и различной по сложности формы. Установка выпускается в четырех основных модификациях: «Старт», «Старт+», «Расширенная» и «Расширенная+». Модификации отличаются друг от друга параметрами энергии, пиковой и средней мощности и имеют одинаковую конфигурацию (рисунок 6.1).   а б а – силовой модуль; б – лазерный излучатель с системой механизации, микроскоп и сварочная головка (оптический модуль). Рисунок 6.1 – Модульная установка для лазерной сварки и наплавки МУЛ-1 Установка состоит из двух раздельных модулей. В первом модуле расположены источник питания и система охлаждения (силовой модуль). Во втором – лазерный излучатель с системой механизации, микроскоп и сварочная головка (оптический модуль). Подобная раздельная конструкция делает установку компактной и мобильной, а также позволяет организовать удобное рабочее место. Модификации «Старт», «Базовая», «Расширенная», «Расширенная+» отличаются друг от друга пультом управления, пиковой мощностью и средней мощностью. Модификации«Базовая», «Расширенная» и «Расширенная+» комплектуются продвинутым пультом управления с сенсорным экраном (больше функций). Модификация «Старт» комплектуется упрощенным пультом управления. Характеристика пиковой мощности любой установки для лазерной сварки отражает максимально возможную «силу» или интенсивность воздействия излучения лазера на материал. Одним из основных параметров при воздействии лазерного излучения на материал является интенсивность, или создаваемая плотность мощности. Иными словами, это энергия, приходящаяся на единицу поверхности. При подборе оборудования для лазерной сварки того или иного материала нужно знать энергии, которые необходимы для того, чтобы, с одной стороны, расплавить материал и с другой – не испарить его. На величину этих энергий влияет коэффициент отражения материала для длины волны лазерного излучения. Материалы с большой отражающей способностью (например, серебро) варятся хуже и требуют прилагать больше энергии к единице поверхности. Установка МУЛ-1 в «Базовой» модификации подходит для сварки таких материалов, но для обеспечения возможности провара большим размером пятна лазерного излучения (т.е. эффективно воздействовать на большую площадь материала) необходимы модификации установки с повышенной пиковой мощностью («Старт», «Расширенная», «Расширенная+»). Модификация «Расширенная+» обладает исключительно высокой пиковой мощностью. Другими словами, если вам необходимо часто работать большим размером пятна (большой сварной шов для закрепления больших деталей, толстая проволока для наплавки и т.п.), то вам нужны модификация установки с повышенной пиковой мощностью. Средняя мощность установки в модификации «Старт» в два раза меньше чем в модификациях «Базовая», «Расширенная» и «Расширенная+». Это означает, что установка в модификации «Старт» менее производительная и подойдет для производства с небольшой загрузкой. Размер пятна лазерного излучения – диаметр сфокусированного пучка лазерного излучения на обрабатываемом материале. Площадь материала, находящаяся под этим пятном, является площадью, на которую воздействует излучение лазера. Основой установки МУЛ-1 является импульсный твердотельный лазер. Каждый импульс этого лазера образует сварную точку на материале. Сварной шов образуется перекрытием нескольких таких точек. Размер сварной точки или шва определяется диаметром пятна лазерного излучения. В лазерной установке МУЛ-1 такой размер равен 0,2-2,5 мм (размер можно менять). Это оптимальный размер для лазерной сварки. Максимальная энергия импульса излучения 60 Дж для базовой модификации или 80 для расширенной модификации. Максимальная энергия импульса излучения – ключевой параметр, который отражает максимально возможную энергию импульса излучения лазера при максимальной длительности импульса. МУЛ-1 при 20 мс длительности выдает 60 Дж или 80 Дж (в зависимости от модификации установки). Показатель отражает максимальные энергетические возможности лазера при максимальной длительности импульса. Чем больше этот параметр, тем больше возможная интенсивность излучения лазера. Большая энергия позволяет варить материалы с высоким коэффициентом отражения при большем диаметре пятна. Максимальная импульсная мощность (пиковая мощность), 8 кВт для базовой модификации или 10 кВт для расширенной модификации. Максимальная импульсная мощность (пиковая мощность) – важнейший параметр лазера, который отражает отношение энергии (Дж) импульса к его длительности (мс) и выражается в кВт. В плане лазерной сварки, чем выше этот параметр, тем больше возможная «сила» и интенсивность воздействия на обрабатываемый материал, тем проще и стабильнее обрабатывать различные металлы (серебро например), тем больше глубина провара. Максимальная импульсная мощность (пиковая мощность) должна всегда указываться из расчета на 1 мс (миллисекунда). Например, МУЛ-1 выдает 8 кВт в импульсе (базовая модификация) или 10 кВт (расширенная модификация). Другими словами, МУЛ-1 может выдать 8 Дж в 1 мс импульса (8 Дж/1 мс = 8 кВт) или 10 Дж в 1 мс импульса (10 Дж/1 мс = 10 кВт). Максимальная мощность излучения (средняя мощность) равна 100 Вт. Тоже очень важный параметр лазера. Отражает производительность лазера в целом. Максимальная мощность (средняя мощность) – это произведение энергии импульса (Дж) лазера и его частоты (Гц). Чем средняя мощность выше, тем лазер более производительный. Выше говорилось о 8 Дж в импульсе при расчете пиковой мощности для установки МУЛ-1 в базовой модификации. МУЛ-1 в базовой модификации может выдать эти 8 Дж при частоте следования импульсов 13 Гц (8 Дж * 13 Гц =104 Вт). МУЛ-1 в расширенной модификации выдает 10 Дж при частоте следования импульсов 11 Гц (10 Дж * 11 Гц =110 Вт). Если сравнить два абстрактных лазера с одинаковой энергией импульса, допустим 8 Дж, но с разной максимальной средней мощностью, допустим 50 Вт и 100 Вт, то лазер с большей средней мощностью (100 Вт) будет работать с большей частотой следования импульсов при одинаковой энергии импульса (8 Дж). Чем больше средняя мощность лазера, тем больше энергии в импульсе с большей частотой передается обрабатываемому материалу при сварке, тем выше скорость сварки. Длительность импульса колеблется в пределах 0,2-20 мс. Длительность импульса – это длительность воздействия лазерного излучения на свариваемый (наплавляемый) материал. Разные металлы требуют для обработки различную длительность импульса лазерного излучения. Для каждого вида обработки материала импульсным лазерным излучением характерны свои длительности импульсов – для прошивки отверстий характерная длительность – 0,2-1 мс. Для сварки применяются импульсы 2-7 мс. Частота повторения импульсов составляет 1-50 Гц. Частота повторения (следования) импульсов – это возможная периодичность воздействия импульсов излучения лазера на обрабатываемый материал. Частота 1 Гц означает, что в 1 секунду следует 1 импульс лазерного излучения, частота 10 Гц означает, что в 1 секунду следует 10 импульсов лазерного излучения и т.д. Другими словами, частота следования импульсов влияет на скорость процесса сварки (пайки, наплавки). Система фокусировки лазерного излучения позволяет варьировать диаметр лазерного пучка в пределах от 0,2 мм до 2,5 мм. Фокусирующий объектив, фокусное расстояние составляет 100 мм. Фокусное расстояние объектива – расстояние, на котором помещается свариваемый объект от сварочной головки лазерного излучателя установки. В рамках текущего обслуживания установки МУЛ-1 необходимо периодически производить замену лампы накачки, защитного стекла и дистиллированной воды в системе охлаждения установки. 6.3.1 Компактность, мобильность, комфорт Благодаря модульности конструкции установку для лазерной сварки МУЛ-1 можно использовать в двух вариантах компоновки. В виде отдельного рабочего места: оптический модуль (лазерный излучатель) установлен на силовом модуле (рисунок 6.2).  Рисунок 6.2 – Вид отдельного рабочего места установки МУЛ-1 Предметный стол установки может регулироваться по высоте, а лазерный излучатель с фокусирующей головкой и микроскопом могут регулироваться в горизонтальной и вертикальной плоскости. Благодаря этому за установкой в компоновке в виде отдельного рабочего места могут комфортно работать люди разного роста, а также возможна сварка деталей большого размера. Широкий предметный стол надежно крепится к устойчивому каркасу установки. Также оптический модуль может быть установлен на обычный стол или любую другую ровную поверхность. Силовой модуль устанавливается рядом со столом, не мешая работе шумом и потоком воздуха из охладителя лазера (рисунок 6.3).   Рисунок 6.3 – Вид настольной установки оптического модуля Данный вариант компоновки создает максимальный комфорт для оператора установки, а также дает возможность производить сварку сложных объектов, например, оптический модуль можно поставить непосредственно на большое изделие и производить его сварку или наплавку. Силовой модуль установки имеет небольшие габариты и вес, оснащен ручками и колесами для удобства перемещения. Габариты и вес установки МУЛ-1 модификаций «Расширенная» и «Расширенная+» в стандартной комплектации: – оптический модуль, мм – 600х300х400; – силовой модуль (стандартный корпус), мм – 600х350х700; – вес, кг – 55-65 (в зависимости от модификации установки). В силовой модуль в стандартной комплектации встроена система охлаждения лазера типа вода-воздух, что делает установку свободной от водопроводной воды и шлангов. Источник питания установки встроен в силовой блок. Установка МУЛ-1 работает от питания 220 В. Потребляемая установкой мощность – 1,8-2,5 кВт (в зависимости от модификации установки). Корпус силового модуля установки выпускается в двух вариантах: «стандартный» и «компактный». Стандартный корпус (на фотографии слева) может уместить в себе больше дополнительного оборудования и более удобен при использовании установки в компоновке «отдельное рабочее место». В стандартном корпусе выпускаются «Расширенная» и «Расширенная+» модификации установки. Компактный корпус занимает меньше места и помещается под стандартный стол. В сочетании с настольной компоновкой установки компактный корпус позволяет создать комфортное и компактное рабочее место. В компактном корпусе выпускается установка в модификации «Старт» и «Старт+». Любая модификация установки МУЛ-1 может быть выпущена под заказ в стандартном или компактном корпусе. Силовой модуль «Стандартный», мм Компактный корпус занимает меньше места и помещается под стандартный стол. В сочетании с настольной компоновкой установки компактный корпус позволяет создать комфортное и компактное рабочее место. В компактном корпусе выпускается установка в модификации "Старт" и «Старт+». Любая модификация установки МУЛ-1 может быть выпущена под заказ в стандартном или компактном корпусе. Габариты нового силового модуля установки МУЛ-1: – силовой модуль "Стандартный", мм – 600х350х700; – силовой модуль "Компактный", мм – 500х350х500. Лазерная установка МУЛ-1 разработана на основе импульсного твердотельного Nd:YAG лазера (длина волны излучения 1,064 мкм) с ламповой накачкой с высокой пиковой мощностью для уверенной сварки и наплавки изделий из серебра и золота, а также других металлов и сплавов. Для лазерного оборудования малогабаритного класса лазер установки МУЛ-1 обладает хорошей производительностью. – максимальная энергия импульса излучения, Дж – 80 («Старт» и «Расширенная» модификации) или 100 Дж («Старт+» и «Расширенная+» модификации); – максимальная импульсная мощность (пиковая мощность), кВт – 10 («Старт» и «Расширенная» модификации) и 12 («Старт+» и «Расширенная+» модификации); – максимальная мощность излучения (средняя мощность), Вт – 100 (модификации «Базовая», «Расширенная» и «Расширенная+») и 50 (модификация «Старт» и «Старт+»); – длительность импульса, мс-0,2-20; – частота повторения импульсов, Гц – 1-20; – система фокусировки лазерного излучения позволяет варьировать диаметр лазерного пучка в пределах от 0,2 мм до 2,5 мм; – фокусирующий объектив, фокусное расстояние, мм – 100 мм. Регулировка диаметра пятна лазерного излучения осуществляется в ручном режиме при помощи лимба. Лазер установки МУЛ-1 работать как в режиме одиночного импульса, так и в режиме серии импульсов. Предусмотрена возможность задавать форму импульса. 6.3.2 Удобство использования и продуманная организация процесса сварки Установка МУЛ-1 оснащена системой визуального наблюдения зоны сварки на основе микроскопа со следующими характеристиками: – микроскоп, тип – бинокулярный; – увеличение, крат – 10; – диаметр поля зрения, мм – 8. Система визуального наблюдения за зоной сварки оборудована фильтром для защиты глаз оператора установки от лазерного излучения и вспышки из зоны сварки (сварочный факел) (рисунок 6.4). В установке организовано точечное боковое освещение зоны сварки диодным светильником, а также подача защитного газа в рабочую зону при помощи суставчатого шланга. Основания оптического модуля и предметного стола выполнены из профиля с Т-образными пазами для удобства закрепления оснастки и обрабатываемых деталей.  Рисунок 6.4 – Система визуального наблюдения за зоной сварки Каркас корпуса силового модуля выполнен из прочного алюминиевого профиля с Т-образными пазами. Такой каркас позволяет осуществлять регулировку высоты предметного стола, менять положение ручек, прикреплять модуль к какой-то неподвижной конструкции, а также позволяет устанавливать различные дополнительные приспособления, например, ящик с инструментами, увеличенный предметный стол, оснастку для сварки и т.п. Запуск работы лазера осуществляется при помощи педали. Педаль позволяет запускать излучение лазера как в режиме одиночного импульса, так и в режиме серии импульсов в соответствии с установленными параметрами излучения на пульте управления (рисунок 6.5).  Рисунок 6.5 – Педаль запуска работы лазера 6.3.3 Сводные технические характеристики и общее описание установки для лазерной сварки МУЛ-1 Сводное описание установки МУЛ-1 представлено в основных модификациях и стандартной комплектации (таблица 6.1). Таблица 6.1 – Основные технические характеристики:
Особенности технологического лазера: – тип лазера: твердотельный, импульсно-периодический; – активная среда: Nd:YAG; – тип накачки: ламповая; – длина волны излучения: 1,064 мкм; – нестабильность энергии: +/- 2,5 %; – предусмотрена возможность изменения формы импульса; – энергия, средняя и пиковая мощность, частота и длительность импульсов в зависимости от модификации установки; Система фокусировки лазерного излучения и визуального наблюдения: – микроскоп, тип – бинокулярный; – увеличение, крат – 10; – диаметр поля зрения, мм – 8; – система защиты глаз оператора с подавлением излучения 107; – диаметр сфокусированного пучка, мм – 0,2-2,5; – фокусирующий объектив, фокусное расстояние, мм – 100 мм. Технические характеристики системы электропитания и охлаждения: – охлаждение стандартное – двухконтурное, автономное, вода/воздух; – охлаждение по запросу (опция) – двухконтурное, вода/вода или совмещенное вода/вода + вода/воздух; – электропитание – 220 В/50 Гц/16 А; – потребляемая мощность, кВт – 1,8-2,5 (в зависимости от модификации установки); Органы управления установкой: – выносной пульт управления с сенсорным экраном, энкодером и функциональными кнопками (в модификациях «Старт», «Старт+», «Расширенная», «Расширенная+»); – пульт позволяет управлять напряжением, частотой и длительностью импульсов, задавать форму импульса, управлять системными параметрами установки; – расширенный графический редактор формы импульса и расширенное сервисное меню (в модификациях «Старт», «Старт+», «Расширенная», «Расширенная+»); – в пульте предусмотрена возможность сохранения пользовательских настроек управления лазером; – дисплей пульта визуализирует основную информацию о работе установки; – кнопка аварийного отключения лазера; – ключ включения/выключения питания установки; – педаль запуска лазера (позволяет запускать лазер в режимах одиночного импульса и серии импульсов); – предусмотрена возможность синхронизации установки с внешними устройствами (в модификациях «Расширенная» и «Расширенная+»); 6.3.4 Компоненты лазерной техники На рисунке 6.6 представлены компоненты твердотельных лазеров, предназначенные как для современной лазерной техники, так и для ранее выпущенных технологических устройств (Квант – 15, Квант – 16, Квант – 60 и т.п.).  Рисунок 6.6 – Компоненты твердотельных лазеров Активные элементы твердотельных лазеров. В лазере, как и во всяком генераторе электромагнитных волн, основой является активный элемент, преобразующий энергию внешнего источника в нужное излучение. В твердотельных лазерах в качестве активных элементов широко используются кристаллы активированные ионами переходных металлов, редкоземельных металлов и металлы группы актинидов. 6.3.5 Импульсные и дуговые лампы накачки: ИНП и ДНП Лампы ИНП представляют собой импульсные лампы накачки с ксеноновым наполнением и жидкостным охлаждением и предназначены для импульсной накачки активных элементов твердотельных лазеров. Лампы ДНП - дуговые лампы накачки с криптоновым наполнением и жидкостным охлаждением и предназначенные для непрерывной накачки активных элементов твердотельных лазеров. Каждое конкретное наименование лампы имеет специфическую кодификацию. Например, лампа накачки ДНП 6/90, буквенный индекс «ДНП» обозначает вид лампы - дуговая лампа, а цифры через знак дроби (/) обозначают внутренний диаметр канала разряда и длину канала разряда, то есть 6 мм на 90 мм. Кроме того, к буквенному и цифровому индексу могут добавляться дополнительные обозначения (ДНП2, ДНП 6/90А-1 и т.п.). Все эти обозначения могут содержать (по большей части бессистемно) такие данные, как тип токоподвода к лампе (жесткий или гибкий), общую длину лампы, тип охлаждения и т.п. Так как в дополнительных обозначениях трудно найти систему, часто возникает путаница в определении конкретного наименования лампы при их заказе. Мы рекомендуем вам при заказе ламп накачки отечественного стандарта, помимо общего наименования, дополнительно указывать внешние размеры лампы и тип токоподвода (жесткий или гибкий). Ниже представлены основные характеристики нескольких типов ламп накачки, получивших широкое распространение в отечественных лазерных установках, как в современных, так и ранее выпущенных. В приведенных ниже таблицах в графе «Тип лампы» приводится обозначение типа лампы накачки исходя из ее режима работы (ИНП, ДНП) и соотношения диаметра и длины канала разряда (6/90, 5/60 и т.п.), а в графе «Возможное наименование» приводятся встречаемые у продавцов и в технической документации наименования ламп накачки с аналогичными характеристиками. 6.3.6 Основные характеристики перемещения и отклонения (рисунок 6.7) 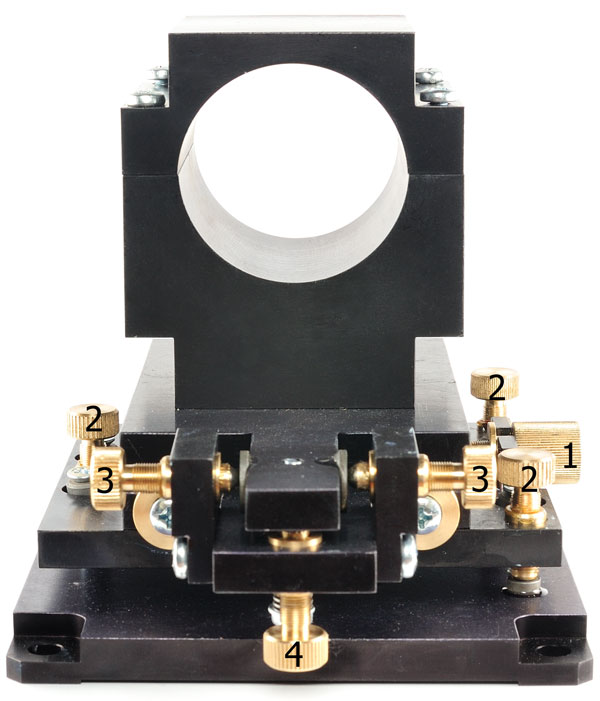 винт № 1 – перемещение в горизонтальной плоскости с ходом 15 мм (+/- 0,1 мм); винт № 2 – перемещение в вертикальной плоскости с ходом 10 мм (+/- 0,1 мм); винт № 3 – отклонение в горизонтальной плоскости 10° (+/- 0,1°); винт № 4 – отклонение в вертикальной плоскости 10° (+/- 0,1°); Рисунок 6.7 – Винты перемещения и отклонения 6.3.7 Источники питания лазера Источники питания серий PICCO, ECO и EDELWEISS предназначены для питания лазерных установок с импульсной ламповой накачкой. Серия PICCO имеет самые маленькие габариты корпуса и обеспечивает питание лазеров средней мощностью до 60Вт. Выпускается в двух исполнениях по мощности: c пиковой выходной мощностью до 350 кВт (около 10 кВт в излучении), с пиковой выходной мощностью до 500 кВт (около 15 кВт в излучении) для выполнения сварочных работ с материалами, имеющими большой коэффициент отражения (серебро, золото). Серия ECO обеспечивает питание лазеров средней мощностью от 50 Вт до 100 Вт и представляет из себя экономичный вариант серии PICCO с расширенным диапазоном выходных мощностей и низкой удельной стоимостью выходной мощности. Серия EDELWEISS предназначена для питания промышленных лазеров в диапазоне средних мощностей излучения от 100 Вт до 300 Вт и пиковой мощности от 300 кВт до 800 кВт (до 20 кВт в излучении). 1. Может ли МУЛ-1 варить (паять, наплавлять) серебро? Серебро - металл с высокой отражающей способностью. Поэтому серебро тяжело поддается лазерной сварке. Для комфортной работы с серебром установка для лазерной сварки должна выдавать 8-10 кВт пиковой мощности. МУЛ-1 в любой модификации варит серебро. Мы сняли небольшое видео о лазерной сварке серебра на установке МУЛ-1 в базовой модификации. Для демонстрации энергетических возможностей установки мы взяли изделие из серебра большой толщины (4 мм) Посмотреть видео можно здесь. 2. Чем отличаются модификации установки («Старт», «Базовая», «Расширенная», «Расширенная+»)? Модификации «Старт», «Базовая», «Расширенная», «Расширенная+» отличаются друг от друга пультом управления (1), пиковой мощностью (2) и средней мощностью (3). (1) Модификации«Базовая», «Расширенная» и «Расширенная+» комплектуются продвинутым пультом управления с сенсорным экраном (больше функций). Модификация «Старт» комплектуется упрощенным пультом управления. (2) Характеристика пиковой мощности любой установки для лазерной сварки отражает максимально возможную "силу" или интенсивность воздействия излучения лазера на материал. Одним из основных параметров при воздействии лазерного излучения на материал является интенсивность, или создаваемая плотность мощности. Иными словами, это энергия, приходящаяся на единицу поверхности. При подборе оборудования для лазерной сварки того или иного материала нужно знать энергии, которые необходимы для того, чтобы, с одной стороны, расплавить материал и с другой – не испарить его. На величину этих энергий влияет коэффициент отражения материала для длины волны лазерного излучения. Материалы с большой отражающей способностью (например, серебро) варятся хуже и требуют прилагать больше энергии к единице поверхности. Установка МУЛ-1 в «Базовой» модификации подходит для сварки таких материалов, но для обеспечения возможности провара большим размером пятна лазерного излучения (т.е. эффективно воздействовать на большую площадь материала)необходимы модификации установки с повышенной пиковой мощностью («Старт», «Расширенная», «Расширенная+»). Модификация «Расширенная+» обладает исключительно высокой пиковой мощностью. Другими словами, если вам необходимо часто работать большим размером пятна (большой сварной шов для закрепления больших деталей, толстая проволока для наплавки и т.п.), то вам нужны модификация установки с повышенной пиковой мощностью. (3) Средняя мощность установки в модификации «Старт» в два раза меньше чем в модификациях «Базовая», «Расширенная» и «Расширенная+». Это означает, что установка в модификации «Старт» менее производительная и подойдет для производства с небольшой загрузкой. О средней мощности смотрите подробнее в вопросе № 5. 3. Что такое размер пятна лазерного излучения? Что такое диаметр сфокусированного пучка? Размер пятна лазерного излучения – это диаметр сфокусированного пучка лазерного излучения на обрабатываемом материале. Площадь материала, находящаяся под этим пятном, является площадью, на которую воздействует излучение лазера. 4. Какой размер сварного шва или сварной точки можно получить на МУЛ-1? Как выглядит сварной шов? Основой установки МУЛ-1 является импульсный твердотельный лазер. Каждый импульс этого лазера образует сварную точку на материале. Сварной шов образуется перекрытием нескольких таких точек. Размер сварной точки или шва определяется диаметром пятна лазерного излучения (см. выше вопрос № 3). В установке МУЛ-1 такой размер равен 0,2-2,5 мм (размер можно менять). Это оптимальный размер для лазерной сварки. 5. Что означают основные характеристики лазера и как они влияют на сварку (пайку, наплавку)? Максимальная энергия импульса излучения, Дж – 60 (базовая модификация) или 80 (расширенная модификация). Максимальная энергия импульса излучения - ключевой параметр, который отражает максимально возможную энергию импульса излучения лазера при максимальной длительности импульса. МУЛ-1 при 20 мс длительности выдает 60 Дж или 80 Дж (в зависимости от модификации установки). Показатель отражает максимальные энергетические возможности лазера при максимальной длительности импульса. Чем больше этот параметр, тем больше возможная интенсивность излучения лазера. Большая энергия позволяет варить материалы с высоким коэффициентом отражения при большем диаметре пятна. Максимальная импульсная мощность (пиковая мощность), кВт – 8 (базовая модификация) или 10 (расширенная модификация). Максимальная импульсная мощность (пиковая мощность) – важнейший параметр лазера, который отражает отношение энергии (Дж) импульса к его длительности (мс) и выражается в кВт. В плане лазерной сварки, чем выше этот параметр, тем больше возможная «сила» и интенсивность воздействия на обрабатываемый материал, тем проще и стабильнее обрабатывать различные металлы (серебро например), тем больше глубина провара. Максимальная импульсная мощность (пиковая мощность) должна всегда указываться из расчета на 1 мс (миллисекунда). Например, МУЛ-1 выдает 8 кВт в импульсе (базовая модификация) или 10 кВт (расширенная модификация). Другими словами, МУЛ-1 может выдать 8 Дж в 1 мс импульса (8 Дж/1 мс = 8 кВт) или 10 Дж в 1 мс импульса (10 Дж/1 мс = 10 кВт). Еще об импульсной мощности (пиковой мощности) можно посмотреть в ответе на вопрос № 2. Максимальная мощность излучения (средняя мощность), Вт – 100. Тоже очень важный параметр лазера. Отражает производительность лазера в целом. Максимальная мощность (средняя мощность) - это произведение энергии импульса (Дж) лазера и его частоты (Гц). Чем средняя мощность выше, тем лазер более производительный. Выше говорилось о 8 Дж в импульсе при расчете пиковой мощности для установки МУЛ-1 в базовой модификации. МУЛ-1 в базовой модификации может выдать эти 8 Дж при частоте следования импульсов 13 Гц (8 Дж * 13 Гц =104 Вт). МУЛ-1 в расширенной модификации выдает 10 Дж при частоте следования импульсов 11 Гц (10 Дж * 11 Гц =110 Вт) Если сравнить два абстрактных лазера с одинаковой энергией импульса, допустим 8 Дж, но с разной максимальной средней мощностью, допустим 50 и 100 Вт, то лазер с большей средней мощностью (100 Вт) будет работать с большей частотой следования импульсов при одинаковой энергии импульса (8 Дж). Чем больше средняя мощность лазера, тем больше энергии в импульсе с большей частотой передается обрабатываемому материалу при сварке, тем выше скорость сварки. Длительность импульса, мс – 0,2-20. Длительность импульса – это длительность воздействия лазерного излучения на свариваемый (наплавляемый) материал. Разные металлы требуют для обработки различную длительность импульса лазерного излучения. Для каждого вида обработки материала импульсным лазерным излучением характерны свои длительности импульсов – для прошивки отверстий характерная длительность – 0,2-1 мс. Для сварки применяются импульсы 2-7 мс. Частота повторения импульсов, Гц – 1-50. Частота повторения (следования) импульсов - это возможная периодичность воздействия импульсов излучения лазера на обрабатываемый материал. Частота 1 Гц означает, что в 1 секунду следует 1 импульс лазерного излучения, частота 10 Гц означает, что в 1 секунду следует 10 импульсов лазерного излучения и т.д. Другими словами, частота следования импульсов влияет на скорость процесса сварки (пайки, наплавки). Система фокусировки лазерного излучения позволяет варьировать диаметр лазерного пучка в пределах от 0,2 мм до 2,5 мм См. выше вопрос № 3 и вопрос № 4. Фокусирующий объектив, фокусное расстояние, мм – 100 мм. Фокусное расстояние объектива – расстояние, на котором помещается свариваемый объект от сварочной головки лазерного излучателя установки. 6. Какие основные расходные комплектующие установки МУЛ-1? В рамках текущего обслуживания установки МУЛ-1 необходимо периодически производить замену лампы накачки, защитного стекла и дистиллированной воды в системе охлаждения установки. 6.4 Практическая часть выполнения лабораторной работы Настройка режима излучения по заданию преподавателя (интенсивность, или создаваемая плотность мощности). Задачи, необходимые для выполнения лабораторной работы: 1. Получить на плоском образце три отпечатка лазерного воздействия. 2. Составить описание полученных характеристик (диаметр, оплавление поверхности, твердость основы и твердость после воздействия лазером, полученный и ожидаемый результат). 2. Произвести сварку образца проволоки нужного диаметра (по заданию преподавателя), описать полученный результат. 3. Произвести сварку плоского образца пятью импульсами (по заданию преподавателя), шаг между точками 0,25 мм, для перемещения образца использовать предметный стол с микрометрическим винтом. 4. Изготовить микрошлиф и исследовать зону термического влияния. 5. Произвести измерение твердости основы и зоны термического влияния на микротвердомере ПМТ-3. |