Математическое моделирование процессов, протекающих при электроконтактной сварке деталей с покрытиями
 Скачать 1.7 Mb. Скачать 1.7 Mb.
|

ВведениеТочечная контактная, рельефная сварка деталей широко применяются в промышлен ности*. Используемые при этом оборудование и технологии подробно описаны в литературе. Не останавливаясь на общих вопросах, ак центируем внимание на случае сварки деталей с покрытиями. Наличие покрытий, как известно, приво дит к определенным трудностям в получении бездефектных соединений. В частности, может наблюдаться вырывание металла из сварочно го соединения электродами из-за налипания на них материала покрытия. Кроме того, про исходит выгорание, выплески металла из-под электродов и из литого ядра. В случае недо статочной подводимой мощности, наоборот, имеет место непровар, отсутствие литого ядра. Типичными дефектами являются также охруп чивание сварочной точки за счет перемешива ния металла ядра и покрытия, несплошность зоны сварки и т.д. С целью предотвращения появления де фектов предлагаются определенные меры. Например, силу тока рекомендуется увели чивать приблизительно на 30 %, а время свар ки — процентов на 20. Можно также повышать нагрузки на электроды, что позволяет вытес нять материал покрытия из зоны сварки, бо лее часто править электроды или заменять их. Эти мероприятия, несомненно, полезны, но носят достаточно общий характер. Для того чтобы иметь возможность принять эффектив ные меры в каждом конкретном случае, следует располагать инструментом, позволяющим опе ративно анализировать ситуацию. Сделать это * Патент на изобретение RUS2558322. Способ кон тактной точечной сварки меди и медных сплавов // Люшинский А.В., Фёдорова Е.С., Желонкина О.Г., Ярочкина Г.Е. Приоритет 08.04.2014. Патент на изобретение RUS2517640. Способ формирования металлопокрытия контактной при варкой присадочных проволок // Нафиков М.З., Загиров И.И., Ахметьянов И.Р., Зайнуллин А.А., Нуртдинов Д.М. Приоритет 26.02.2013. можно с помощью математических моделей, используя аналитические либо численные ме тоды решения соответствующих задач. Разра ботке их посвящена настоящая работа. Цели настоящей работы — математическое описание тепловых процессов, протекающих при электроконтактной сварке деталей с по крытиями, и установление особенностей их нагрева. Материал и методика работы. Типичная схе ма точечной контактной сварки двух деталей показана на рис. 1. Ограничимся количеством соединяемых деталей не более трех. Учитывая, что покрытия [1, 2] наносятся как на одну, так и на обе стороны, можно выделить, в прин ципе, более 40 вариантов сварки. Кроме того, следует иметь в виду, что могут быть разными толщины соединяемых деталей, покрытия, свойства материала основы и покрытия. Создаваемые модели [3] должны учиты вать эти обстоятельства и описывать следую 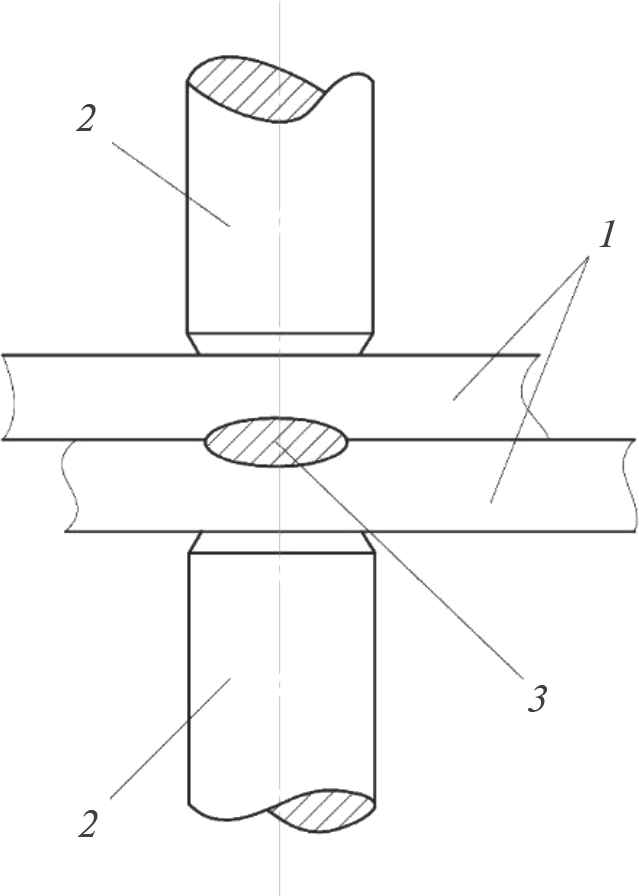 Рис. 1. Схема точечной контактной сварки двух деталей: 1— свариваемые детали; 2— электроды; 3— сварочное ядро Fig. 1. Scheme of spot welding of two parts: 1— welded parts; 2— electrodes; 3— welding core щие процессы, протекающие при контактной сварке: деформирование деталей и электродов; прохождение электрического тока; разогрев и последующее охлаждение системы. Причем основным здесь является тепловой процесс. Именно ему уделяется ниже наибольшее вни мание. При создании математических моделей те пловых процессов точечной сварки [4–7] за основу взята теория академика Н.Н. Рыкалина, а также использованы результаты работ [8–10]. Учитывается, что материал покрытия легко площадь сечения; — удельное электрическое сопротивление материала элементов системы. Основной недостаток этой модели состоит в том, что не учитывается отток тепла в ради альном, перпендикулярном к оси x направле нии. Поскольку температура на границе ядра с включением импульса тока резко возрастает, то для оценки оттока тепла из ядра рассмотрим теплоперенос [11] в полубесконечном про странстве при линейно-возрастающей темпе ратуре на границе. Таким образом, приходим к следующей задаче: плавкий (цинк, цинкромет и т.д.). T 2T |