Методические указания для практических занятий по учебной практи. Методические указания для практических занятий по дисциплине учебная практика
 Скачать 6.67 Mb. Скачать 6.67 Mb.
|

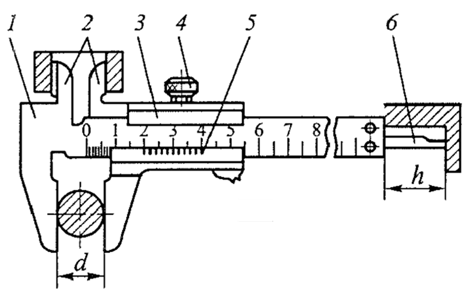 Штангенциркуль ШЦ- I Штангенциркуль ШЦ- Iа) 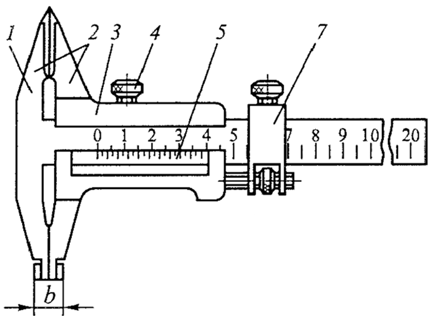 Штангенциркуль ШЦ- II б) 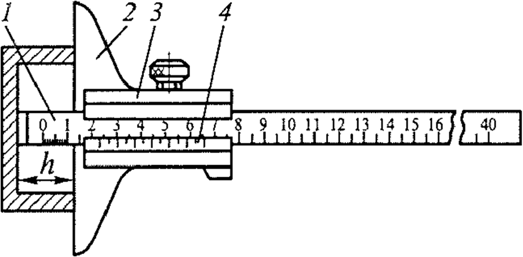 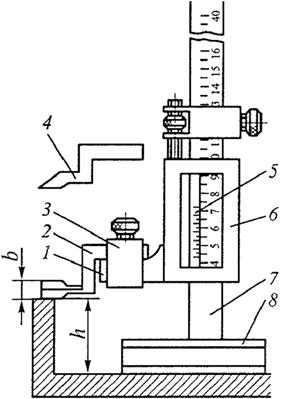 Штангенглубиномер в) Штангенглубиномер в)1 - штанга; 2 - губки для измерения (наружных и внутренних); 3 - рамка; 4 - винт для фиксации рамки; 5 - нониус; 6 линейка глубиномера; 7- устройство для точного перемещения рамки; d - диаметр измеряемой детали; b - толщина измерительных губок 1 - штанга; 2 - основание; 3 - рамка; 4 - нониус; 1 - выступ рамки; 2, 4 - измерительные ножки; 3 - держатель измерительной ножки; 5 - нониус; б - рамка; 7 - штанга; 8 – основание h - глубина отверстия или высота уступа Штангенрейсмас г) Рисунок 1.11 - Штангенинструменты. Вид общий развести губки путем передвижения рамки; сдвинуть до плотного прилегания к контрповерхостям; зафиксировать положение рамки стопорным винтом; вывести штангенциркуль для оценки полученных результатов. Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения. Для измерения глубины отверстия: перемещением рамки выдвигают глубиномер; опускают его в отверстие до дна и прижимают к стенке; перемещают штангу до упора в торец; фиксируют стопорным винтом и выводят. Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ- II и ШЦ- III есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом. Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге. Порядок отсчета размера с использованием нониусной шкалы Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления. 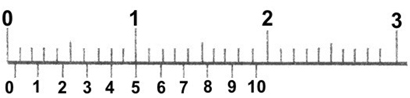 Размер – 0,4 мм 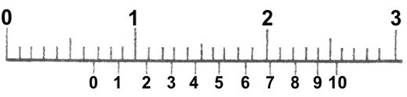 Размер – 6,9 мм 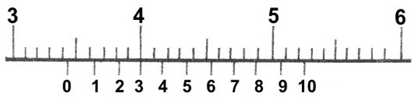 Размер – 34,3 мм Цена деления нониуса – 0,1 мм Рисунок 1.12 - Пример порядка отсчета размеров с использованием нониусной шкалы При измерении штангенциркулем следует проверить: плавность перемещения рамки по всей длине штанги; плотность прилегания измерительных губок друг к другу (в сведенном положении не должно быть просвета между губками); точность совпадения нулевого штриха нониуса с нулевым штрихом шкалы, т.е. правильность установки измерительных губок на ноль; точность совпадения торца линейки глубиномера с торцом штанги. Измерять следует только обработанные детали, чтобы предупредить повреждение измерительных губок. При проведении измерений необходимо точно, без перекосов, сопрягать измерительные плоскости (ребра) измерительных губок с измеряемыми поверхностями детали. При определении размера проверяемой детали следует обращать внимание на указатель точности измерения, выбитый на нониусе штангенциркуля. Микрометр Микрометрические инструменты основаны на применении микрометрических винтовых пар. Гладкие микрометры МК с пределом измерений 25 мм предназначены для измерения наружных размеров деталей (Рисунок 1.13, а). К основным деталям и узлам гладкого микрометра относятся скоба 1, пятка 2, микровинт 4, стопор 5 винта, стебель 6, барабан 7 и трещотка 8. На стебле 6 вдоль продольного штриха нанесена основная шкала. Цена деления основной шкалы 0,5 мм, а предел ее измерений - 25 мм. Для удобства отсчета четные штрихи шкалы, имеющие целые значения размера, отложены снизу продольного штриха. На коническом срезе барабана 7 нанесено 50 делений круговой шкалы с ценой деления 0,01 мм. При измерениях изделия помещают без перекоса между пяткой и микровннтом. Вращая барабан за трещотку до тех пор, пока она не начнет проворачиваться, плотно прижимают измерительные поверхности к поверхностям детали. Пределы измерения микрометров зависят от размера скобы и составляют 0...25; 25...50; 275...300; 300...400; 400... 500; 500... ... 600 мм. Микрометры для размеров более 300 мм оснащены сменными (Рисунок 1.13, б) или регулируемыми (рис. 1.13, в) пятками, обеспечивающими диапазон измерений 100 мм. Регулируемые пятки 2 крепятся в заданном положении фиксаторами 1 (Рисунок 1.13, в), а сменные пятки 3 - гайками 1 и 2 (Рисунок 1.13, б). Перед измерениями микрометры устанавливают в исходное (нулевое) положение, при котором пятка и микровинт прижаты друг к другу или к поверхности установочных мер 3 (Рисунок 1.13, а) под действием силы, ограниченной трещоткой. При измерении микрометром необходимо придерживаться следующих основных правил: убедиться в правильности выбора микрометра в зависимости от размера детали (пределы измерения указаны на скобе микрометра); проверить плавность вращения микрометрического винта; убедиться в точности установки микрометра на ноль (при полном, без просвета, соприкосновении пятки скобы и торца микрометрического винта 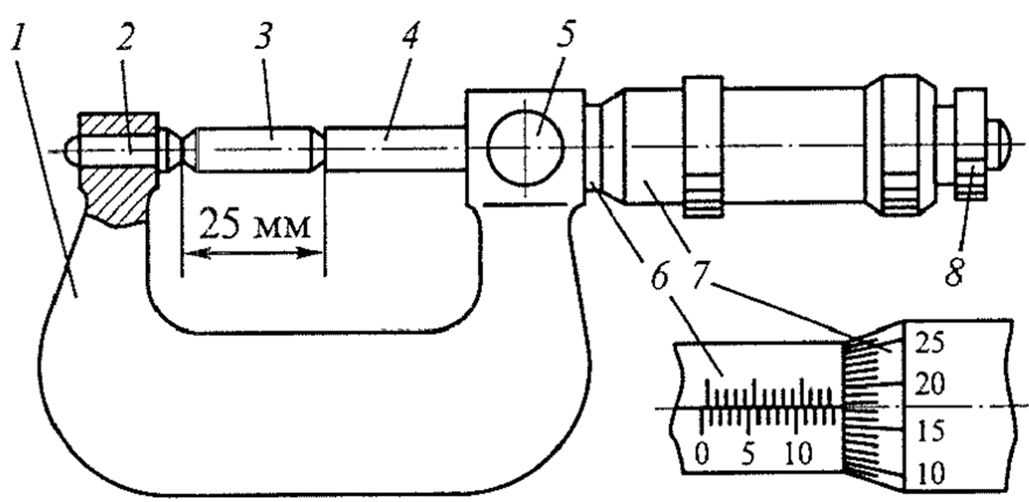 а) Микрометр гладкий МК -25. Вид общий 1 — скоба; 2 - пятка; 3 — установочная мера; 4 - микровинт; 5 - стопор; 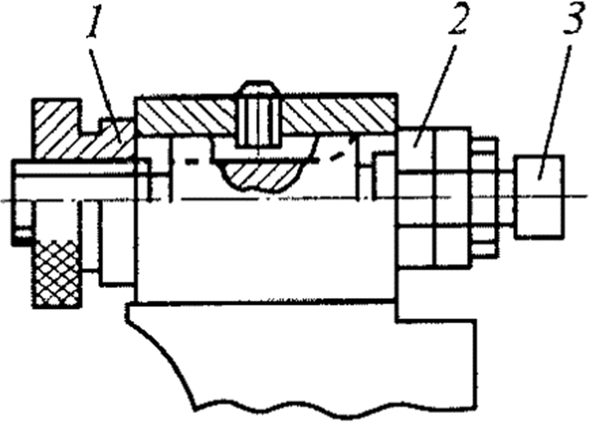 6 - стебель; 7 - барабан; 8 - трещотка; 6 - стебель; 7 - барабан; 8 - трещотка;1,2 - гайка; 3 - пятка 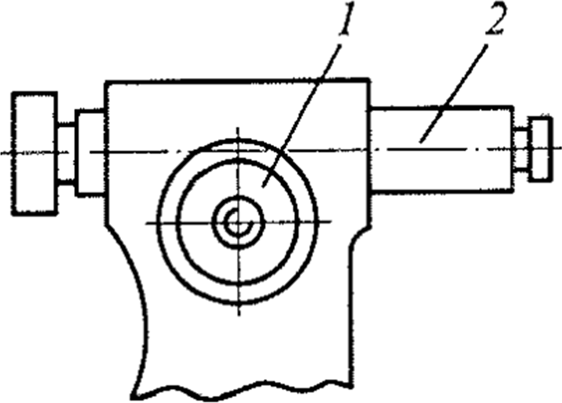 б) Сменная пятка б) Сменная пятка1 - фиксатор; 2 - пятка в) регулируемая пятка Рисунок 1.13 – Микрометр гладкий МК нулевые штрихи на стебле и конической части барабана должны совпадать, при этом прощёлкивает механизм трещотки); при измерении прочно удерживать микрометр за скобу, плотно, без перекосов, сопрягая измерительные поверхности микрометраpa с поверхностями детали, размер между которыми измеряется, вращать микрометрический винт до прощелкивания механизма трещотки. Угольник Для контроля и разметки прямых углов (900 ) предназначены проверочные угольники (Рисунок 1.14), которые применяют также для контроля взаимного расположения поверхностей деталей при сборке. Изготавливают угольники следующих типов УЛ, УЛП, УЛ Ш, УЛЦ, УП, УШ. Угольники типов УЛ, УЛП и УЛШ предназначены для точных лекальных работ, они имеют две острые рабочие грани. Угольники типа УП и УШ используют при слесарной сборке, обработке и ремонте. 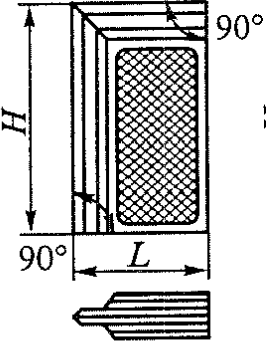 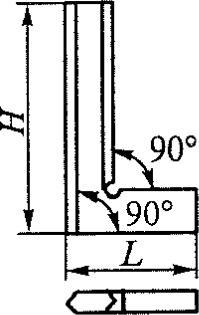 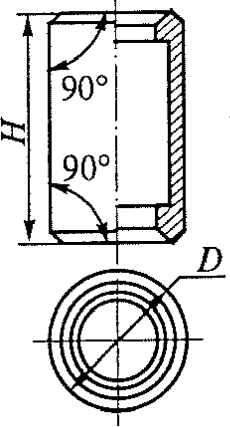 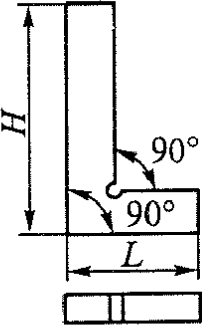 Угольник УЛ Угольник УЛП Угольник УЛЦ Угольник УЛ Угольник УЛП Угольник УЛЦ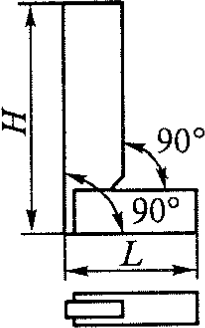 Угольник УП Угольник УШ Н и L - соответственно высота и длина вертикальной полки; D - диаметр цилиндрического угольника Рисунок 1.14 – Угольники проверочные. Вид общий Угольники типа УЛЦ представляют собой отрезок вала с торцами, перпендикулярными образующей цилиндрической поверхности. Эти угольники используют для проверки других угольников. так как они позволяют получить точное значение угла 90°. Угольники слесарные обычно бывают с длиной сторон 60×40мм, 100×60мм, 160×100мм и реже 250×160мм. Угольники изготовляют четырех классов точности: 0, 1, 2 и 3. Точные угольники имеют класса 0. Точные угольники с фасками называются лекальными. Для проверки прямых углов угольник накладывают на проверяемую деталь и определяют правильность обработки проверяемого угла на просвет. При проверке наружного угла угольник накладывают на деталь его внутренней частью (Рисунок 1.15, а), а при проверке внутреннего угла — наружной частью. Наложив угольник одной стороной на обработанную сторону детали, слегка прижимая его, совмещают другую сторону угольника с обрабатываемой стороной детали и по образовавшемуся просвету судят о точности выполнения прямого угла (Рисунок 1.15, б). В некоторых случаях размер просвета определяют с помощью щупов. При этом необходимо следить за тем, чтобы угольник устанавливался в плоскости, перпендикулярной к линии пересечения плоскостей, образующих прямой угол (Рисунок 1.15, в). При наклонных положениях угольника (Рисунок 1.15, г, д) возможны ошибки измерения. |