срукт подр практика. Методические указания по выполнению практических работ мдк 02. 01. Планирование и организация работы структурного подразделения в составе пм. 02 Участие в организации производственной деятельности структурного подразделения
 Скачать 0.88 Mb. Скачать 0.88 Mb.
|

|
Годовой объём выпуска деталей Nгод=15000 штук Годовой объем работ участка Муч=75000 нормо-часов а=0,05 Режим работы 2 смены по 8 часов. Тип производства мелкосерийный. Определить: Объем производственной партии Периодичность её запуска Нормы штучного калькуляционного времени Рассчитать годовой объем работ участка по видам работ Решение Определяем ведущую операцию техпроцесса по соотношению 
Таким образом, ведущая операция техпроцесса – токарная 005 (наибольшее соотношение) Минимальный размер производственной партии равен:
Определим минимальный размер производственной партии на ведущей операции техпроцесса.  Расчетная величина партии корректируется таким образом, чтобы она была кратна годовому выпуску и была бы не меньше расчетной минимальной величины (  ): ):Периодичность запуска (выпуска) партии:
Если в году 250 рабочих дней, то среднедневной выпуск деталей будет равен:  Периодичность запуска (выпуска) партии равна  Расчетное значение П необходимо свести к унифицированному значению (10; 5; 2,5 дня) Таким образом, П=5 дней. С учетом принятой периодичности запуска окончательно корректируется размер производственной партии:
 Расчет годового объема работ участка по видам работ Для расчета технико-экономических показателей участка необходимо определить годовой объем работ в нормо-часах по видам работ (токарные, фрезерные работы, и.т.д.) На участке серийного типа производства изготавливается несколько наименований деталей, поэтому необходимо определить трудоемкость обработки не только заданной детали, но и всех других деталей, обрабатываемых на участке. Трудоемкость этих деталей можно определить через коэффициенты дополнительной трудоемкости:
 Расчет годовой общей трудоемкости работ участка отразим в таблице 8.2. Таблица 8.2 – Расчет годовой общей трудоемкости работ участка
Определение количества наименований деталей, обрабатываемых на участке: Количество деталей определяется по формуле:
 При равномерном в течение года выпуске продукции  Где  – коэффициент закрепления операций – коэффициент закрепления операцийСогласно ГОСТ, значения :для крупносерийного производства 2-10 Среднесерийного производства 11-20 Мелкосерийного производства 21-40 В нашем случае тип производства мелкосерийный. Поэтому количество наименований деталей, обрабатываемых на участке=25, укладывается в допустимые пределы: 21-40. Задача 1 Таблица 8.3 – Технологический маршрут обработки детали (Вал привода замка)
Продолжение таблицы 8.3
Годовой объём выпуска деталей Nгод=61800штук Годовой объем работ участка Муч=75000 нормо-часов Режим работы 2 смены по 8 часов. Тип производства: крупносерийный Определить: Объем производственной партии Периодичность её запуска Нормы штучного калькуляционного времени Рассчитать годовой объем работ участка по видам работ КОНТРОЛЬНЫЕ ВОПРОСЫ Перечислить основные календарно-плановые нормативы Перечислить исходные данные для расчета календарно-плановых нормативов Отчего зависит минимальный размер производственной партии? Периодичность запуска (выпуска) партии деталей (дать определение) Что отражает дополнительная трудоемкость? Как определяется годовая (общая трудоемкость работ участка?) ЛИТЕРАТУРА: Алексеева М.М. Планирование деятельности фирмы: Учебно-методическое пособие. — М.: Финансы и статистика, 2012. Грузинов В.П., Грибов В.Д. Экономика предприятия. Учебник. – М.: Финансы и статистика, 2009 г. Экономика предприятия: Электронный учебник / Т.А. Вайс, Е.Н. Вайс, В.С. Васильцов [и др.]. – М.: КНОРУС, 2011 Практическая работа №9 Расчет длительности производственного цикла Цель работы: сформировать навыки расчета длительности производственного цикла. Для выполнения работы необходимо знать: – сущность производственного цикла и его виды; – методы построения производственного цикла; порядок расчета длительности производственного цикла. Для выполнения работы необходимо уметь: – находить и использовать необходимую экономическую информацию; – рассчитывать длительность производственного цикла при различных видах движения предметов труда. Выполнение данной практической работы способствует формированию профессиональной компетенции ПК 2.1. Участвовать в планировании и организации работы структурного подразделения. ВРЕМЯ ВЫПОЛНЕНИЯ: 90 минут КРАТКАЯ ТЕОРИЯ И МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ Производственным циклом называется комплекс определенным образом организованных во времени основных, вспомогательных и обслуживающих процессов, необходимых для изготовления определенного вида продукции. Важнейшей характеристикой производственного цикла является его длительность. Длительность производственного цикла – это период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса (или определенной его части) и превращается в готовую продукцию. Различают производственный цикл отдельных деталей и цикл изготовления сборочной единицы или изделия в целом. Производственный цикл детали обычно называют простым, а изделия или сборочной единицы – сложным. Цикл может быть однооперационным и многооперационным. Однооперационный производственный цикл для партии деталей на i-ой операции определяется по формуле:
Где n –количество деталей в производственной партии, шт.;  - норма времени на выполнение i-й операции технологического процесса, мин; - норма времени на выполнение i-й операции технологического процесса, мин; - количество рабочих мест (станков) на i-й операции технологического процесса. - количество рабочих мест (станков) на i-й операции технологического процесса.Расчет простого цикла Длительность цикла многооперационного процесса зависит от способа передачи деталей с операции на операцию. Существуют три вида движения предметов труда в процессе их изготовления: последовательный, параллельный и параллельно-последовательный. При последовательном виде движения вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Достоинствами этого метода являются отсутствие перерывов в работе оборудования и рабочего на каждой операции, возможность их высокой загрузки в течение смены. Но производственный цикл при такой организации работ является наибольшим, что отрицательно сказывается на технико-экономических показателях деятельности цеха, предприятия. При параллельном виде движения детали передаются на следующую операцию транспортной партией сразу после окончания ее обработки на предыдущей операции. В этом случае обеспечивается наиболее короткий цикл. Но возможности применения параллельного вида движения ограничены, так как обязательным условием его реализации является равенство или кратность продолжительности выполнения операций. В противном случае неизбежны перерывы в работе оборудования и рабочих. При параллельно-последовательном виде движения деталей с операции на операцию они передаются транспортными партиями или поштучно. При этом происходит частичное совмещение времени выполнения смежных операций, а вся партия обрабатывается на каждой операции без перерывов. Рабочие и оборудование работают без перерывов. Производственный цикл длиннее по сравнению с параллельным, но короче, чем при последовательном движении предметов труда. Далее в расчетах и на графиках используются обозначения:  - число операций технологического процесса; - число операций технологического процесса; - количество деталей в транспортной (передаточной) партии, шт.; - количество деталей в транспортной (передаточной) партии, шт.; – число транспортных партий. – число транспортных партий.________ - 1 рабочее место; ====== - 2 рабочих места и т.д. Рассмотрим варианты движения деталей в общем случае и на конкретном примере. Наглядное представление о длительности производственного цикла дает график, который стоится строго по маршрутной технологии с учетом всех технологических операций. Последовательное движение партий деталей Детали обрабатываются на каждом рабочем месте последовательно и вся партия деталей передается на последующую операцию после окончания обработки всех деталей на предыдущей операции. Пример 1 Определить операционный цикл партии, состоящей из 20 деталей, обрабатываемых на четырех рабочих местах. Величина транспортной партии – 5 деталей. Нормы времени и количество станков даны в таблице.Последовательное движение партий деталей.  Рисунок 9.1 Последовательное движение партий деталей
  мин. мин.Параллельное движение партий деталей Параллельный вариант характеризуется тем, что небольшие транспортные партии передаются с предыдущей операции на последующую немедленно по окончании их обработки на предыдущей. Этот вариант позволяет максимально сократить общую продолжительность технологического цикла. С другой стороны, непрерывность обработки всей партии деталей обеспечивается только на наиболее продолжительной операции. На других операциях оборудование и рабочие простаивают в ожидании поступления очередной транспортной партии. Для того, чтобы уменьшить последний недостаток, следует путем изменения норм времени или количеством рабочих мест стараться свести эти простои к минимуму. Пример 2 Определить операционный цикл партии, состоящей из 20 деталей, обрабатываемых на четырех рабочих местах. Величина транспортной партии – 5 деталей. Нормы времени и количество станков даны в таблице.Параллельное движение партий деталей.   Рисунок 9.2 Параллельное движение партий деталей
 Параллельно-последовательное движение партий деталей При параллельно-последовательном виде движения происходит частичное совмещение во времени выполнения смежных операций (на графике t - совмещение времен). Главная задача - обеспечить непрерывность обработки партии деталей на каждой операции. Существуют два вида сочетания смежных операций во времени. 1 вариант:  Время обработки на последующей операции больше, чем на предыдущей  Рисунок 9.3 Параллельно-последовательное движение партий деталей Время обработки на последующей операции больше, чем на предыдущей В этом случае передавать транспортную партию можно сразу же после ее обработки на предыдущей операции и беспрерывность обработки всей партии деталей будет обеспечена. 2 вариант:  Время обработки на последующей операции меньше, чем на предыдущей  Рисунок 9.4 Параллельно-последовательное движение партий деталей Время обработки на последующей операции меньше, чем на предыдущей В этом случае нельзя передавать транспортную партию сразу же после ее обработки на предыдущей операции, поскольку будет иметь место простой на последующем рабочем месте. Для избежания простоя следует накопить необходимый запас деталей. Величину запаса и время, когда можно начинать передачу первой транспортной партии на последующую операцию, находят так: от конца времени обработки всех деталей на предыдущей операции опускают перпендикуляр, вправо от перпендикуляра откладывают время обработки одной последней транспортной партии, а влево от перпендикуляра – время обработки остальных транспортных партий. Таким образом, выполняется условие, что последняя транспортная партия обрабатывается на последующей операции без всякого ожидания (последовательно), а все предыдущие должны быть непрерывно обработаны к моменту начала обработки последней. Пример 3 Определить операционный цикл партии, состоящей из 30 деталей, обрабатываемых на четырех рабочих местах. Величина транспортной партии – 5 деталей. Нормы времени и количество станков даны в таблице.Параллельно-последовательное движение партий деталей  Рисунок 9.5 Параллельно-последовательное движение партий деталей
 мин. мин.где  - время на выполнение наиболее короткой операции (из каждой пары двух смежных операций). - время на выполнение наиболее короткой операции (из каждой пары двух смежных операций).Расчет сложного цикла Сложным циклом называют комбинации простых циклов и отдельных операций, строго следующих заданному технологическому процессу. Рассмотрим пример изготовления и сборки изделия А, структура которого приведена на схеме. Время сборки всего изделия  складывается из времени сборки сборочных узлов складывается из времени сборки сборочных узлов  ; времени сборки подузлов ; времени сборки подузлов ; времени изготовления деталей ; времени изготовления деталей  . При этом принято считать, что различные детали изготавливаются одновременно. . При этом принято считать, что различные детали изготавливаются одновременно.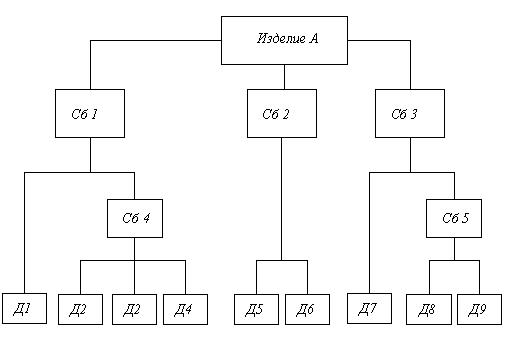 Рисунок 9.6 Схема изготовления и сборки изделия А по сложному циклу Построение сложного цикла В отличие от предыдущих построений этот график строится, начиная от точки завершения полной сборки изделия. На графике справа налево в масштабе времени откладываются циклы составляющих процессов, начиная от сборки узлов, подузлов и кончая изготовлением деталей.Общая длительность сложного цикла определяется наибольшей суммой последовательно связанных между собой процессов изготовления деталей и сборочных единиц. То есть длительность цикла полного изготовления изделия определяется по наиболее продолжительной цепочке. 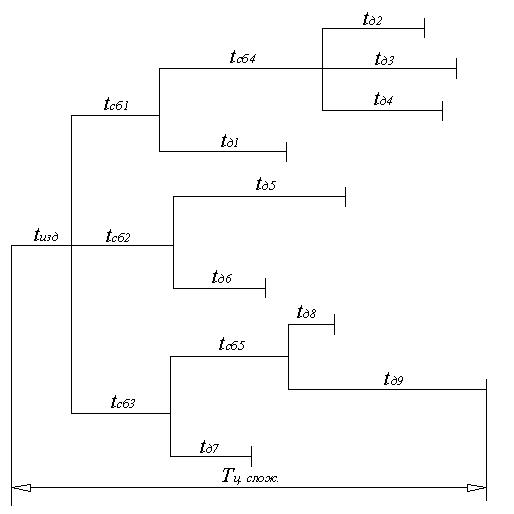 Рисунок 9.7 – Построение сложного цикла ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ И ФОРМА ОТЧЕТНОСТИ: Решить задачи, согласно приведенным выше алгоритмам.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||




 =3,8
=3,8





 гр.5
гр.5
 ,
, , мин.
, мин.

