ИИТ. Информационно-измерительная техника (иит). Общие сведения Информационноизмерительная техника (иит)
 Скачать 6.71 Mb. Скачать 6.71 Mb.
|

Рис. 16. К определению доли годных и негодных изделийЕсли случайная величина х распределена по нормальному закону, то для подсчета Wг, Wв, Wн используются таблицы интеграла вероятностей (функции Лапласа). Наличие погрешностей устройства контроля приводит к специфическим ошибкам, характеризующим качество контроля. Различаются при этом ошибки первого рода, которые носят также название риска поставщика, или ложной тревоги, и определяют вероятность отнесения годных объектов контроля к негодным, и ошибки второго рода, или риск потребителя, пропуск перехода, при наличии которых негодные изделия классифицируются как годные. Если контролируемая случайная величина х и погрешность устройства контроля у в вероятностном смысле независимы, то результат контроля можно получить, оперируя с композицией плотностей распределения p(x) и (у). На рис. 17 показаны плотности распределения вероятностей контролируемой величины и плотности распределения погрешностей устройств контроля. 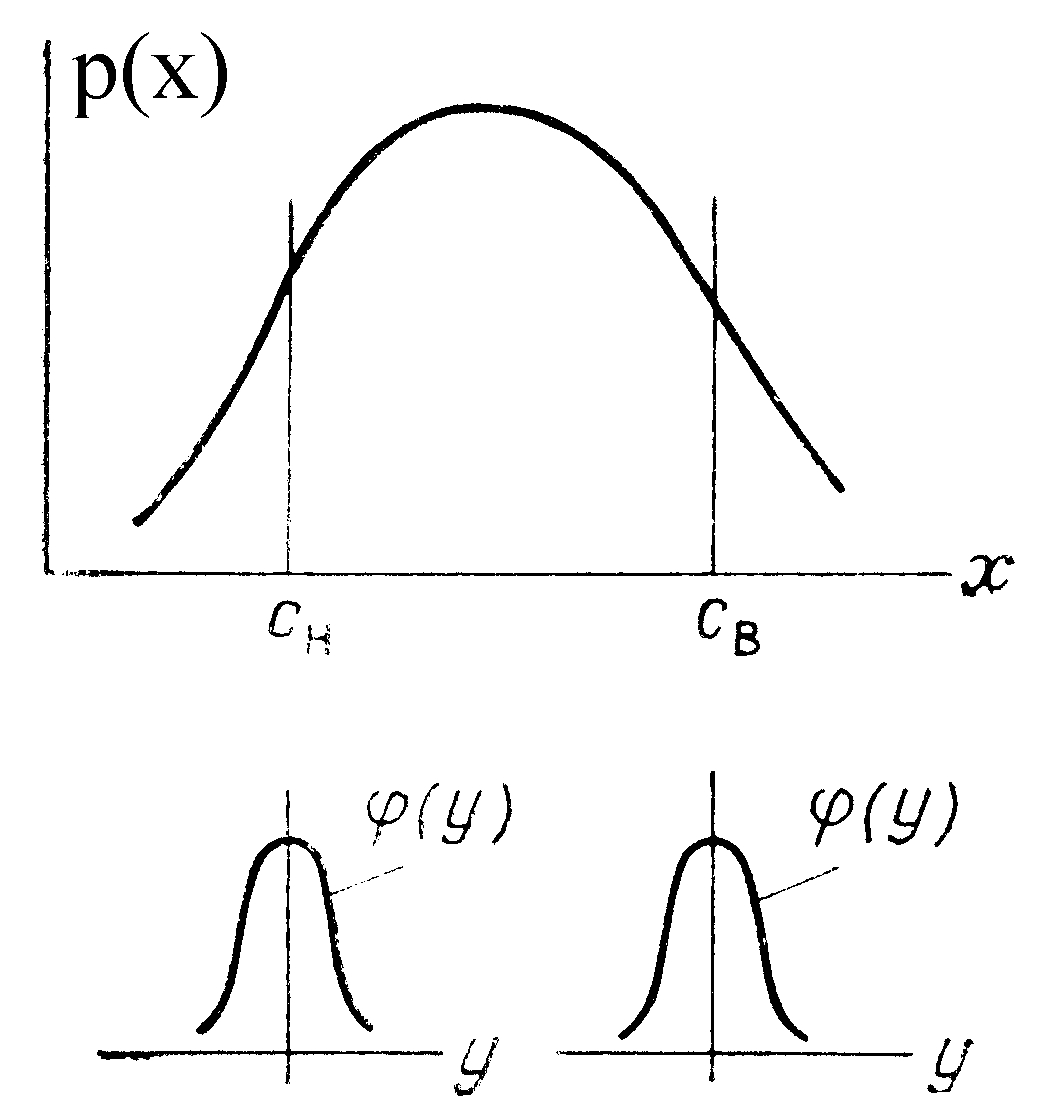 Рис. 17. Плотности распределения вероятностей контролируемой величиныи погрешностей устройств контроля Если плотность распределения р(х) и (у) нормальны, то плотность распределения суммы независимых случайных величин будет также нормальной, математические ожидания и дисперсии случайных величин х и у при этом складываются.При выполнении процессов контроля обычно справедливо условиеС учетом этого условия можно найти: вероятность ошибки первого рода (риск поставщика)  вероятность ошибки второго рода (риск потребителя)  долю бракованных изделий как по результатам контроля, так и фактически  Для приближенных расчетов используются номограммы, связывающие оценки ошибок первого и второго рода для нормальных плотностей распределения вероятностей f(x) и (у), средних квадратических отклонений погрешности устройств контроля Y и контролируемой величины Х и симметричной зоны допуска l. При заданных значениях , l/Х по номограмме на рис. 18 можно найти либо 3Y/l, либо 3Y/Х. Например, при симметричном поле допуска и заданных =0,02 (р=0,01) и l/Х=2,5 по графику на рис. 17 3Y/l0,55 или 3Y/Х1,6. Номограммы, связывающие ошибку второго рода и l/Х с погрешностью устройства контроля, представлены на рис. 19. Следует обратить внимание на то, что ошибки второго рода меньше ошибок первого рода при одинаковых погрешностях устройства контроля и прочих равных условиях. Так, если 3Y/Х=1,6 и l/Х=2,5, то 20,002.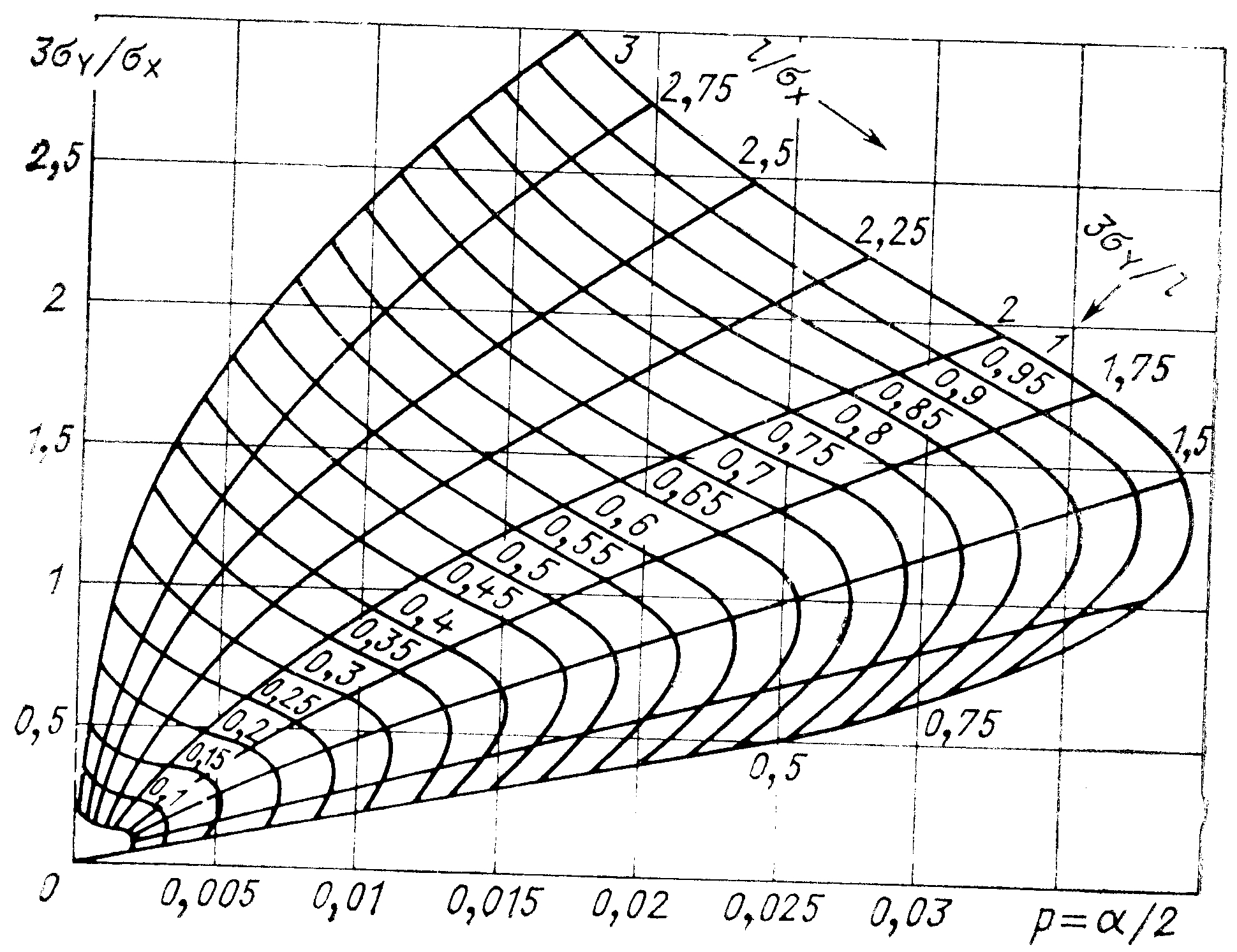 Рис. 18. Номограмма: заданы , l/Х; находятся 3Y/l, 3Y/Х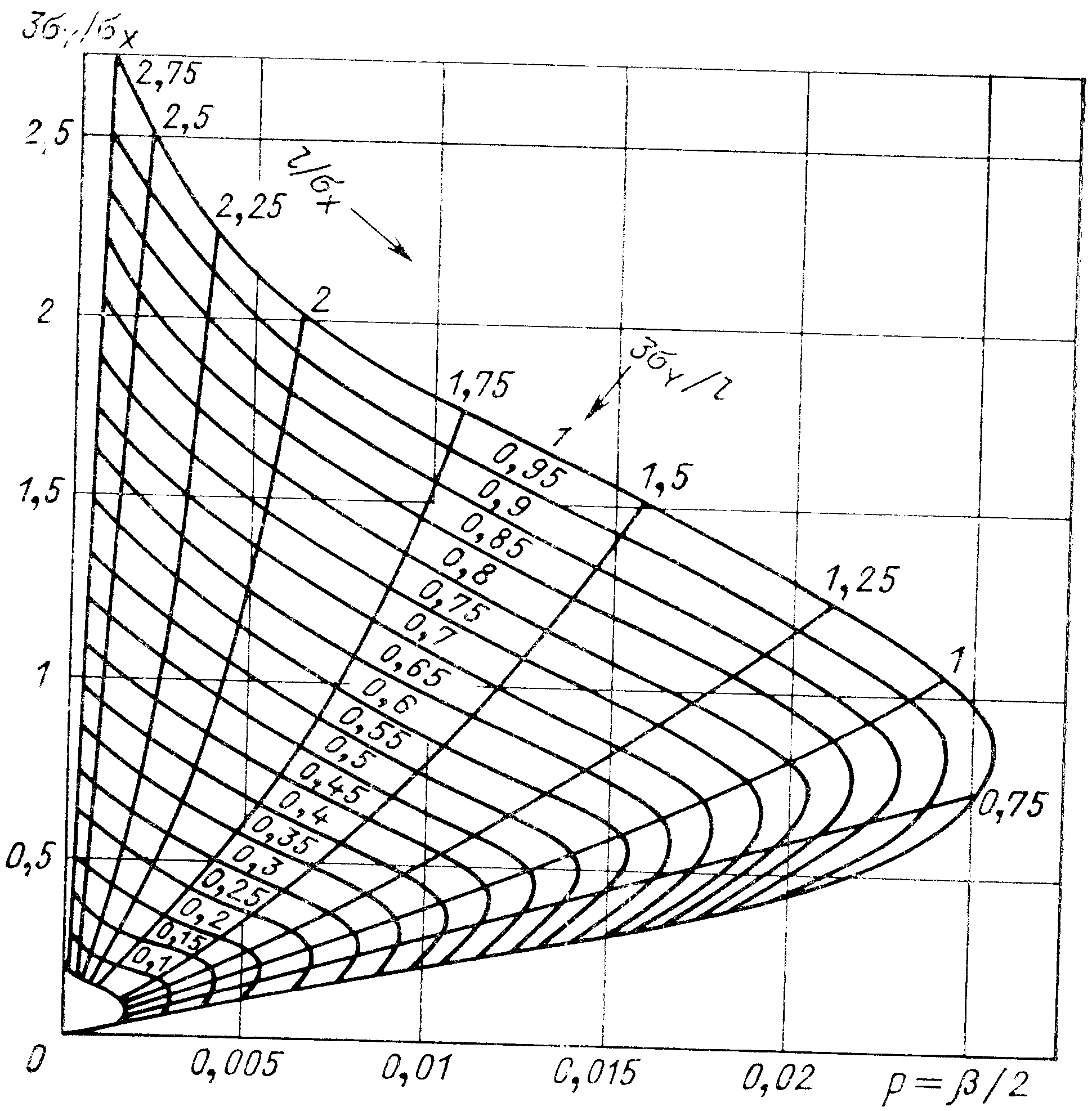 Рис. 19. Номограмма: заданы , l/Х; находятся 3Y/l, 3Y/Х 10.4. Объем выборки при контроле На практике для контроля из партии изделий выбирается некоторая часть. Последовательность реализованных значений х1,…,хn будет состоять из частных реализаций случайной величины Х. Предположим, что закон распределения вероятностей этой величины нормален и имеет параметры МХ=а и Х. Оценки математического ожидания выборки Определим объем выборки, необходимый для нахождения МХ* с заданной абсолютной погрешностью :  При равенстве дисперсий математических ожиданий Зададимся вероятностью рдоп, с которой значения МХ*-а должны лежать в пределах (-, ):  и после нормировки  . .По таблице функций Лапласа найдем значение Например, при рдоп=0,997, Х/=5 n225. Если совокупность N контролируемых изделий ограничена, то следует для определения объема выборки пользоваться формулой При N=500, рдоп=0,997 и Х/=5 n155. 11. Системы автоматического допускового контроля. Каналы контроля Под каналом контроля подразумевается функциональное устройство САК, в котором воспринимается контролируемая величина, формируются уставки допусковых зон, сравниваются текущие реализации контролируемой величины с уставками и вырабатывается суждение о состоянии контролируемой величины. Система автоматического контроля может содержать несколько каналов контроля. Процедуры сравнения контролируемой величины с уставками, если количество n2, могут выполняться в каналах контроля параллельно или последовательно. При небольшом количестве уставок сравнение с ними контролируемой величины часто делается параллельно. В аналоговом допусковом канале контроля с двумя уставками (Св и Сн) и устройствами сравнения сигнал хi от измерительной цепи с датчиками поступает на входы аналоговых устройств сравнения (рис. 20). 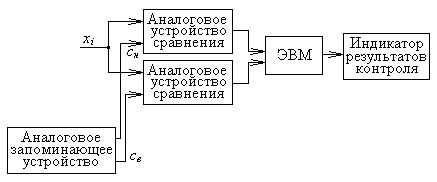 Рис. 20. Аналоговый канал контроля с параллельным выполнением операций сравнения После выполнения контроля может быть выдано суждение о том, что хi находится в зоне допуска, в норме (область N), или о том, что хi вышло за пределы допуска. Если описаний норм несколько, то может оказаться выгодным операции сравнения производить последовательно (рис. 21). 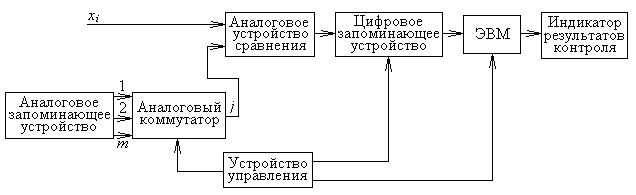 |