ИИТ. Информационно-измерительная техника (иит). Общие сведения Информационноизмерительная техника (иит)
 Скачать 6.71 Mb. Скачать 6.71 Mb.
|

Рис. 13. Многоканальная аналоговая система для измерения распределения вероятностей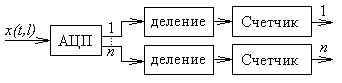 Рис. 14. Многоканальная цифровая система для измерения плотности распределения вероятностей Структура многоканальных цифровых анализаторов вероятностей (рис. 14) включает АЦП, у которого каждое деление шкалы связано с индивидуальным счетчиком. 10. Теоретические основы автоматического контроля 10.1. Функция и основные виды систем автоматического контроля Под контролем понимается процесс установления соответствия между состоянием объекта контроля и заданными нормами. В результате контроля выдается суждение о том, к какой из нормированных качественно различающихся областей относится рассматриваемое состояние объекта контроля. В принципе, при контроле нет необходимости знать значения контролируемых величин. С этой точки зрения контроль является операцией сжатия информации, устранения ненужных в данном случае сведений об объекте контроля. Контроль может быть осуществлен везде, где имеются установленные нормы. В дальнейшем рассматривается только контроль, при котором описание норм заданы в количественном виде с помощью аналоговых и цифровых уставок, а результатом контроля является количественно определенное суждение о состоянии объекта контроля. Такой контроль широко применяется в промышленности при оценке состояния сырья, процесса производства и готовой продукции и называется техническим контролем. Автоматический контроль выполняется с помощью контрольно-измерительных приборов и систем автоматического контроля. В системах автоматического контроля (САК) контролируется большое количество величин или (и) выполняется значительная обработка информации, необходимая для выдачи количественного суждения о состоянии объектов контроля. Состояние объекта контроля может оцениваться по входным величинам Х0=х01, х02,…,х0n, воспринимаемым системой от объекта и отражающим его свойства, или по значениям функций от входных величин Н(Х). Чтобы получить в результате контроля информацию о соотношении между текущим состоянием объекта контроля и установленным нормальным его состоянием, любая САК должна выполнять следующие основные функции: восприятие входных величин и преобразование их в сигналы, необходимые для последующих операций; формирование и реализация норм в аналоговом и цифровом видах; сравнение входных величин или функций от них с описанием норм; формирование количественного суждения; выдача количественных суждений о состоянии объекта контроля; автоматическое управление работой системы. Системы автоматического контроля могут также выполнять следующие функции: аналого-цифровые преобразования; выдачу аналоговой или цифровой информации; вычислительные процедуры над аналоговыми и цифровыми сигналами или над результатами контроля; формирование возбуждающих и компенсирующих воздействий на объект контроля, необходимых для получения контрольной информации; выполнение операций самоконтроля системы. Нужно отметить родство процессов контроля и измерения, заключающееся в обязательном наличии операций сравнения входных или производных от них величин: при измерении – с мерами, а при контроле – с уставками. При выполнении операции сравнения контролируемой величины с одной уставкой имеется возможность осуществить двухальтернативный контроль, т.е. разделить состояние контролируемой величины на две области (хс, хс), одну из которых можно считать областью нормального состояния. Часто может быть выделено несколько качественно различных состояний объекта. Для технологических процессов или эксплуатируемых установок помимо областей нормальных режимов могут быть выделены области предаварийных и аварийных состояний, а при дискретном производстве помимо годных и бракованных изделий могут быть выделены различные градации брака и годных состояний. Так, могут быть выделены изделия с исправимым и неисправимым браком, несколько сортов годной продукции. В САК описания норм и контрольно-измерительная информация могут быть представлены по абсолютным значениям либо по отклонению от номинального значения (рис. 15). 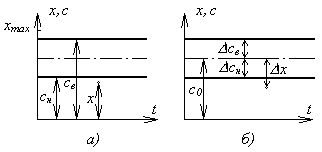 Рис. 15. Способы описания норм и контрольно-измерительной информации: а – через абсолютные значения; б – относительно номинального значения контролируемой величины Сравним эти способы в случае, если значения контролируемых величин равновероятны и абсолютная максимальная погрешность измерения равна . Будем считать также, что границы зоны допуска симметричны относительно С0, т.е. Св=Сн=С0, и необходимо определить, находится контролируемая величина в зоне допуска или вне ее. При использовании способа абсолютных значений количество двоичных ячеек памяти, необходимое для организации операций контроля, равно: Реализация способа отклонений возможна при наличии количества ячеек памяти, равного: Разница между количеством ячеек памяти, требуемых для этих двух способов, будет равна: Если СвС0, хmax(x)max и СнС0, то  Таким образом, при использовании способа «отклонений» выигрыш в количестве элементов памяти при формировании описаний норм и выдаче результатов измерения и контроля может быть весьма существенным. Еще более значительным этот выигрыш может быть, если измерительные цепи будут давать на выходе сигнал, пропорциональный x=С0-х. Контролируемые величины можно классифицировать, так же как и измеряемые величины, по количеству (n=1, n2) входных величин, изменению их во времени, распределению в пространстве (сосредоточенные в точке и распределенные). Кроме того, можно выделить зависимые друг от друга, активные и пассивные в энергетическом отношении контролируемые величины. Следует различать специализированные, предназначенные для выполнения узконаправленных операций контроля, и универсальные САК. Иногда используется разделение САК на пассивные и активные (т.е. воздействующие на свойства объекта контроля) системы. В активных системах используются устройства типа подналадчиков технологических процессов. Пассивные САК – выдающие суждения о состоянии объекта, но не принимающие решения об изменении этого состояния. К внутренним классификационным признакам САК в первую очередь следует отнести: выполнение контроля входных величин или параметров, являющихся функцией от них; наличие одной-двух и более уставок; выполнение операций сравнения контролируемых величин или параметров с уставками на аналоговом или на цифровом уровнях; структуры системы (предельные – последовательного и параллельного действия). 10.2. О выборе контролируемых величин и областей их состояний В общем случае состояние объекта контроля может оцениваться большим количеством величин, так что встает задача выбора минимально необходимого набора величин, обеспечивающего достаточно надежную оценку состояния объекта. Одним из путей решения этой задачи при определении работоспособности объекта контроля является упорядочение таких величин по степени их влияния на оценку работоспособности объекта и ограничение их набора такими величинами, которые обеспечат заданную вероятность оценки работоспособности. Положим, работоспособность объекта может характеризоваться величинами х1, …,хk. Если события, обеспечивающие работоспособность объекта по величине хi, обозначить через Аi, то вероятность работоспособности всего объекта (при зависимых событиях Аi) В этом выражении В целях минимизации количества контролируемых величин разумно для контроля первыми выбирать величины, связанные с наименьшей вероятностью безотказной работы объекта. Общее количество контролируемых величин можно определить, если задана допустимая вероятность работоспособности рдоп из следующего соотношения:  В этом выражении Отношение количества контролируемых величин к общему количеству величин, характеризующих состояние объекта контроля, называется полнотой контроля. 10.3. Ошибки контроля Положим, задана плотность распределения вероятностей значений контролируемой величины f(x), нижняя Сн и верхняя Св границы нормы (рис. 16). Тогда количество изделий годной продукции в долях от общего количества  а негодной  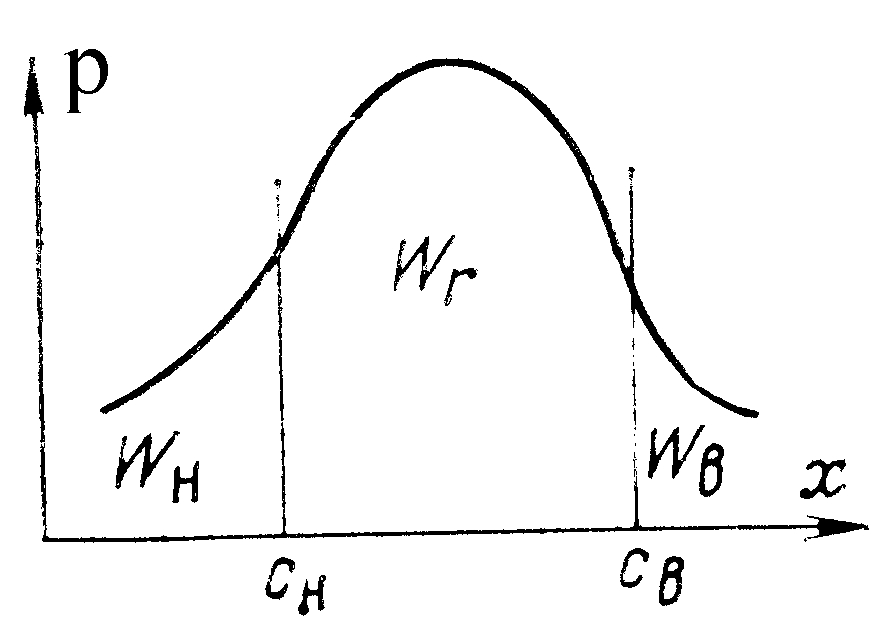 |