Основные детали печи: фундамент, корпус, кладка, отверстия, охлаждающие элементы. Приборы, модели и оборудование для сжигания то. Основные детали печи. Основные детали печи фундамент, корпус, кладка, отверстия, охлаждающие элементы. Приборы, модели и оборудование для сжигания топлива
 Скачать 0.88 Mb. Скачать 0.88 Mb.
|

Кладка печиКладка, или футеровка, — наиболее ответственная часть металлургических печей, от качества и стойкости которой зависят продолжительность кампании и основные технические и экономические показатели работы печей. Металлурги, работающие на печах или проектирующие их, должны отлично знать правила кладки и лично следить за производством всех работ по кладке печей и надлежащей ее эксплуатацией. Наблюдение за огнеупорами должно начинаться с момента выхода изделий с завода или цеха-изготовителя. При этом необходимо соблюдать правила обращения с огнеупорами. К этим правилам в первую очередь должно быть отнесено следующее: перевозить огнеупоры в крытых вагонах, предупреждающих их чрезмерное увлажнение; погрузка и выгрузка должны производиться без выбрасывания и ударов изделий; хранят огнеупоры в закрытых складах, предупреждающих их увлажнение; при кладке печей теску кирпича сводят к минимуму, класс и сортность кирпича должны строго соответствовать ГОСТу и рабочим чертежам печей; состав растворов должен строго соответствовать применяемому огнеупору и качеству кладки; при кладке оставляют температурные швы соответствующих размеров; сушку и разогрев печей ведут по твердому графику, учитывающему вид огнеупоров, влажность кладки и ее массивность; при работе печей по возможности исключают колебания температурного режима, острое пламя или удары дуги о футеровку, механические повреждения и подмачивание кладки, повышение температуры выше пределов стойкости данного огнеупора, попадание брызг расплавов и пыли на кладку; при ремонтах печей тщательно отбирают сохранившийся кирпич, пуская его вновь на кладку печей. Качество кладки принято определять в зависимости от толщины швов (табл. 26). 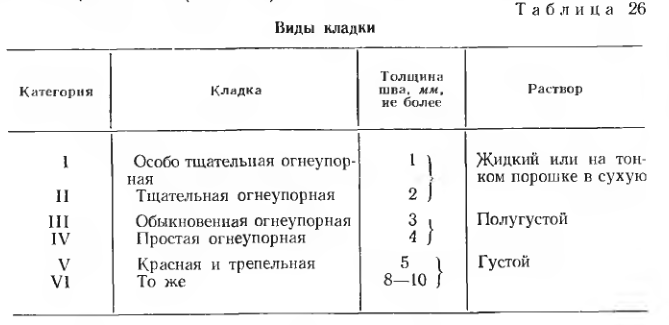 I и II категории кладки применяют для сооружения плавильных печей, особенно тех их частей, которые соприкасаются с расплавами, а также печей, требующих особой герметизации рабочего пространства или подвергающихся истирающему действию шихты. III категория широко употребляется для кладки всех остальных металлургических печей. Для малоответственных и низкотемпературных частей печей и газоходов может применяться IV категория кладки. Для особо тщательной и тщательной кладки требуется высокосортный кирпич с гладкими ровными поверхностями или же приходиться прибегать к шлифовке кирпичей на стайках. Кладку печей осуществляют из огнеупорных кирпичей, имеющих различные формы и размеры. Наиболее ходовые кирпичи стандартных размеров, приведены на рис. 157, хотя, кроме них, в цветной металлургии применяют различные большемерные и фасонные кирпичи, блоки и плиты. 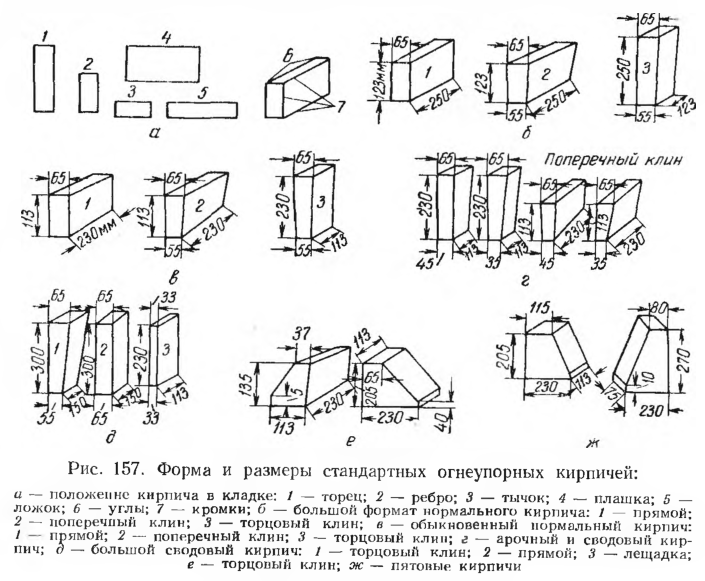 Основные элементы кладки печей: стены, своды, подины и различные отверстия. Стены печей бывают прямые и радиальные. Толщина стен металлургических печей определяется как кратное к наибольшему размеру стандартного кирпича 230 мм в 1; 1,5; 2; 2,5 и 3 кирпича. Поверхность стен, обращенная в рабочее пространство печей, называется огневой, или лицевой стороной, а наружная поверхность — черновой, или наружной стороной. При кладке стен обычно кирпич укладывают на плашку с обязательной перевязкой швов и углов. Поперечные вертикальные швы кладки в рядах, лежащих в одной плоскости, перевязывают, смещая швы выкладываемого ряда на 1/4 кирпича вдоль стены по отношению к предыдущему ряду. Поперечные вертикальные швы верхнего и нижнего рядов перевязывают, смещая кирпичи на 1/4 или 1/2 кирпича вдоль стены верхнего ряда по отношению к нижнему. Продольные вертикальные швы перевязывают, чередуя тычковые и ложковые ряды по высоте кладки. Для правильной перевязки швов в углах и местах смыкания стен применяют укороченные по длине кирпичи размером 3/4 и 1/2 целого кирпича. При кладке стен тщательно выверяют с помощью натянутого шнура горизонтальное положение отдельных рядов и вертикальное положение поверхностей кладки. При кладке стен, состоящих по толщине из нескольких разновидностей огнеупоров, например из легковесного шамотного и нормального динасового кирпича, каждый из этих слоев кладут самостоятельно. Для предохранения расхождения слоев и выпучивания кладки их соединяют, выпуская огнеупорный кирпич в прилежащий слой на 1/2 кирпича, через 5—8 рядов по высоте. Иногда слой крепят металлическими анкерами, закладываемыми в кладку и закрепляемыми на кожухе. В крупных металлургических печах толщина стен по высоте неодинакова, верх тоньше, а книзу, особенно по высоте ванны, стена утолщается. Тепловую изоляцию стен, если она изготовлена из теплоизоляционного кирпича, осуществляют как обычную кладку кирпича. Если тепловая изоляция выполняется в виде засыпки, закладки картона или нанесения штукатурки, ее располагают наружным слоем между кладкой и кожухом печей. Радиальные стены круглых печей при диаметре их до 4 м выкладывают из лекального клинового кирпича, а при диаметре больше 4 м — из обычного клинового кирпича, с перевязкой швов, аналогичной прямым стенам. При кладке стен необходимо оставлять температурные швы, рассчитываемые по следующим нормам:  В прямых стенах швы располагаются через 1—3 м по длине стены и для каждого слоя кирпича слегка смещаются, чтобы избежать сквозной щели в кладке. В радиальных стенах вместо температурных швов оставляют зазор между кладкой и кожухом, заполняемый легкоуплотняемой огнеупорной или теплоизоляционной массой. Размер радиального шва рассчитывают по тем же нормам по увеличению длины и диаметра окружности кладки. Своды печей бывают арочные и подвесные. Обычно своды имеют толщину в один кирпич с наибольшим размером от 250 до 500 мм. Арочные своды выкладывают на деревянной опалубке из чередующихся прямых и клиновых кирпичей. Кладка арочных сводов может быть гладкой кольцами, гладкой вперевязку и ребристой с выступающими концами более длинных кирпичей. Наиболее часто сооружают арочные своды с отношением стрелы свода к пролету, равным 1/8—1/12. Кладку сводов ведут от пят к замку с обеих сторон и затем свод замыкают посредине 3—5 рядами тщательно подобранных замковых кирпичей. При больших пролетах сводов число замков достигает 3 по длине дуги свода. Для круглых печей применяют сферические арочные своды, сооружаемые из специальных фасонных кирпичей. Сферические своды кладут по деревянной опалубке кольцами или в елочку. Все арочные своды опираются на пятовые кирпичи и удерживаются на месте пятовыми балками и креплением печей. 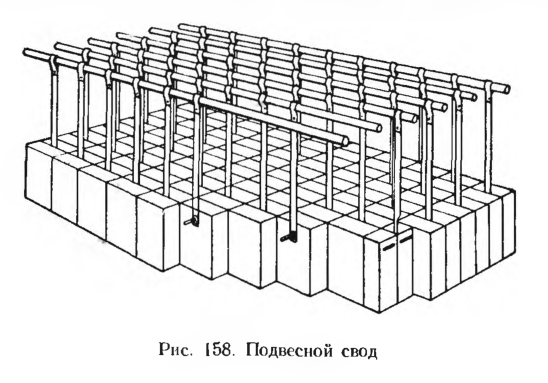 Подвесные своды состоят из наборов кирпичей, подвешенных на специальных металлических подвесках к балкам, расположенным над печами (рис. 158). Хотя эти своды более сложны по своей конструкции, но зато значительно облегчают ремонты печей, которые могут при подвесных сводах проводиться без длительных остановок печей и даже во время работы. Кроме того, подвесной свод не лимитирует ширину печей. В последнее время подвесные своды из необожженного и обожженного магнезитового и хромомагнезитового кирпича стали широко применяться для высокотемпературных плавильных печей (отражательные и мартеновские печи). Температурные швы находятся по длине сводов и в местах сопряжения сводов с торцовыми стенками. Размеры сводовых швов рассчитывают по нормам, применяемым для расчета температурных швов для стенок. Под подвергается воздействию шихтовых материалов и расплавов. Обычно поды выкладывают особо тщательной или тщательной кладкой из высокосортного кирпича. Нижние ряды пода выкладывают на плашку ложками поперек печи, а верхние ряды — на ребро или на торец. Общая толщина пода нагревательных и обжиговых печей 1—4 кирпича, у плавильных печей — до 4—8 кирпичей. В нагревательных печах под обычно выкладывают плоским. В плавильных печах более распространен вогнутый или радиальный под, выполненный в виде обратного свода, поверх кладки которого иногда набивают или наваривают огнеупорную массу с последующей ее пропиткой расплавами. При кладке вогнутого пода сначала кладут по шаблону нижний слой кладки, играющий роль опалубки для кладки последующих слоев. Кладку ведут вперевязку, начиная от центра к пятам, и замком служат пятовые кирпичи. В подах устраивают тонкие температурные швы в продольном и поперечном направлениях, засыпаемые огнеупорными порошками или закладываемые тонким картоном. |