Конспект лекций по станкам новый. Отовки и выполнения практических работ студент должен обладать следующими компетенциями
 Скачать 29.77 Mb. Скачать 29.77 Mb.
|

|
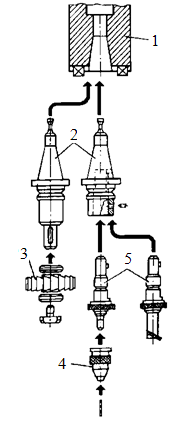
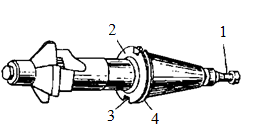
6.5. Схемы и конструкции устройств смены инструментов Устройства автоматической смены инструментов (АСИ) являются одним из неотъемлемых средств автоматизации процесса обработки на многооперационных станках. АСИ позволяет сокращать вспомогательное время, связанное с заменой инструмента, а также автоматически производить замену затупившегося инструмента. В общем случае АСИ содержат накопители инструментов (многопозиционные резцедержатели, револьверные головки, инструментальные магазины); автооператоры (манипуляторы) с захватными устройствами для съема и установки инструмента в шпиндель станка; транспортирующие и зажимные устройства, объединенные общей системой управления. Требования к устройствам для автоматической смены инструмента (АСИ) сводятся к необходимости постоянного сокращения величин координатных движений различных узлов устройств АСИ при смене инструмента, достижению максимального совмещения времени смены инструмента с временем работы станка, сокращению или исключению координатных установок по осям при смене инструмента с целью достижения высокой соосности при обработке отверстий разноразмерным инструментом; исключению влияния массы инструментов на точность станка, обеспечению удобного обслуживания магазина во время работы станка и безопасного наблюдения за процессом обработки, уменьшению загрязнения магазина и площади, занимаемой устройством АСИ; обеспечению возможности увеличения вместимости магазина без существенных изменений узлов станка и независимого исполнения устройства АСИ как отдельного быстросъемного и легкозаменяемого модуля. АСИ укрупненно можно разделить на три группы: с инструментом, постоянно закрепленным в шпиндельных узлах, установленных в гнездах многопозиционной револьверной головки; со сменой инструмента в шпинделе станка и комбинированные. Первая группа АСИ находит наиболее широкое применение на многооперационных токарных станках. Необходимые инструменты устанавливаются в револьверную головку в последовательности, соответствующей технологическому процессу. Смена инструмента по созданной программе производится поворотом и фиксацией головки или линейным перемещением головки (в случаях, когда в одной позиции установлено несколько инструментов). При таком решении отпадает необходимость в наличии специальных автооператоров и транспортных устройств, обеспечивается минимальное (2…3 с) время смены инструмента. Однако в этом случае при приемлемых габаритах узла количество применяемого инструмента ограничено (обычно 7…8 инструментов); необходимость поворота револьверной головки требует ее отвода и ограничивает рабочее пространство станка, не обеспечивается высокая жесткость конструкции и установки шпиндельных узлов. Иногда для увеличения количества применяемого инструмента, расширения зоны обработки сменные шпиндельные узлы с горизонтальной осью устанавливаются в специальных поворотных дисковых магазинах. После поворота магазина очередной шпиндельный узел присоединяется к приводу главного движения и осуществляется движение продольной подачи. Но и в этом случае точность обработки зависит от точности фиксации различных шпиндельных узлов, увеличивается масса и габариты АСИ, его стоимость. Устройства АСИ многооперационных станков в общем случае состоят из магазинов-накопителей режущего и вспомогательного инструментов, автооператоров, предназначенных для смены инструмента в шпинделе станка, промежуточных транспортных устройств для передачи инструмента к автооператорам или к промежуточным позициям ожидания смены инструмента. Для автоматического выбора инструмента из магазинов кодируются либо гнезда магазинов, либо хвостовики инструментов. В первом случае инструменты должны устанавливаться в определенные гнезда магазинов, во втором – в любые гнезда, поскольку считывающее устройство выбирает очередной инструмент по его коду. Применяются два типа конструкций устройств для автоматической смены инструмента: обеспечивающие смену шпиндельного узла или смену инструмента в шпинделе станка. Возможно применение и комбинированных устройств. Основой устройств АСИ для многоцелевых станков является инструментальный магазин. Схемы различных магазинов, применяемых в устройствах АСИ, показаны на рис. 13.33. Устройства для смены инструмента в шпинделе станка выполняются на базе дисковых цепных или барабанных магазинов-накопителей инструмента 715. 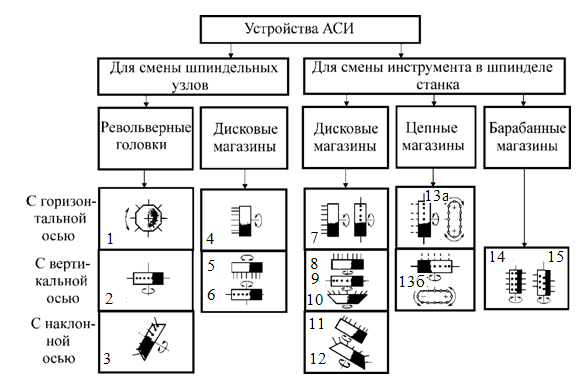 Рис. 13.33. Схемы различных типов магазинов инструмента, применяемых в устройствах АСИ Наиболее простой является конструкция устройств АСИ с инструментальными магазинами 812 дискового типа, установленными на шпиндельной бабке таким образом, что в одной из его позиций гнездо магазина располагается соосно со шпинделем станка. Автоматическая смена инструмента осуществляется поворотом магазина и осевым перемещением шпинделя. После окончания очередного перехода оправка с инструментом отсоединяется от шпинделя и закрепляется в магазине. Затем магазин поворачивается в положение, при котором очередной инструмент устанавливается соосно со шпинделем. Шпиндель с новым инструментом проходит через отверстие магазина в позицию обработки. Смена инструмента происходит за 5 с. Такая конструкция исключает необходимость в специальном автооператоре. В магазинах цепного типа инструменты размещают в гнездах подвижной цепи 13 и подаются в промежуточную позицию для захвата автооператором. В барабанных магазинах 14, 15 для инструмента предусмотрено несколько рядов гнезд, обеспечивающих его радиальное расположение. Смена инструмента осуществляется с помощью автооператоров, которые вынимают инструмент из соответствующего гнезда магазина и вставляют в шпиндель станка или выполняют обратную операцию. Устройства АСИ многооперационных станков в общем случае состоят из магазинов-накопителей режущего и вспомогательного инструментов, автооператоров, предназначенных для смены инструмента в шпинделе станка, промежуточных транспортных устройств для передачи инструмента к автооператорам или к промежуточным позициям ожидания смены инструмента. Для автоматического выбора инструмента из магазинов кодируются либо гнезда магазинов, либо хвостовики инструментов. В первом случае инструменты должны устанавливаться в определенные гнезда магазинов, во втором – в любые гнезда, поскольку считывающее устройство выбирает очередной инструмент по его коду. Применяются два типа конструкций устройств для автоматической смены инструмента: обеспечивающие смену шпиндельного узла или смену инструмента в шпинделе станка. Возможно применение и комбинированных устройств. Автооператоры, предназначенные для смены инструмента в шпинделе станка, по количеству захватов подразделяются на одно-, двух- и многозахватные. Захват инструментальных оправок осуществляется в радиальном направлении за шейку оправок механизмами захвата с подпружиненным зажимом клещевого или тисочного типа. Конструкции однозахватных автооператоров предусматривают возможность поворота относительно оси, параллельной или перпендикулярной к оси шпинделя, а также поступательного перемещения в плоскости, перпендикулярной к оси шпинделя. Устройства для смены инструмента в шпинделе станка различаются видом магазина, его расположением, а также наличием и видом автооператора. Но независимо от типа АСИ для автоматической смены и закрепления в шпинделе станка различных по функциональному назначению и размерам режущих инструментов их устанавливают вне станка в стандартных специальных инструментальных оправках. На большинстве станков используют оправки с коническим хвостовиком с конусностью 7:24, что позволяет легко (при отсутствии самоторможения) извлекать их при смене из шпинделя и гнезд магазина. В шпинделе станка оправка (рис. 13.34, б) при зажиме затягивается с помощью ввернутого в нее хвостовика 1; на цилиндрическом фланце 2 выполняется кольцевая канавка 4 треугольной или прямоугольной формы, с помощью которой оправка захватывается губками автооператора. Передача крутящего момента от шпинделя на оправку осуществляется торцовыми шпонками с помощью радиальных пазов 3. Наличие пазов на оправке требует предварительной ориентации оправок при их установке в гнезде магазиновнакопителей, а также ориентированного углового положения шпинделя станка при смене инструмента. Для сокращения номенклатуры оправок разработаны унифицированные инструментальные комплекты вспомогательного инструмента МС. Схема построения такого комплекта показана на рис. 13.34, а. Комплект состоит из различных основных оправок 2, закрепляемых в шпинделестанка 1, переходных втулок или оправок 5, различных патронов 4, что позволяет закреплять режущий инструмент 3 различного типа и размера. Необходимость замены режущего инструмента вместе со вспомогательным создает свои проблемы, так как увеличиваются габариты и вес накопителей-магазинов. При значительной массе оправок возрастают требования к зажимным устройствам захватов автооператоров, ограничиваются скорости транспортирования. Поэтому разрабатываются системы инструментальной оснастки, позволяющие для смены инструмента менять лишь инструментальные головки, а вспомогательные оправки закреплять постоянно в шпинделе станка.
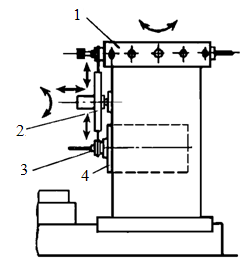
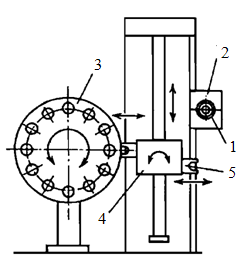
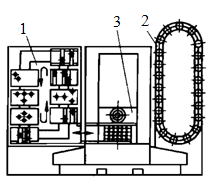
Инструментальные магазины предназначены для размещения необходимого количества инструментальных оправок и для их транспортирования в позицию перегрузки в шпиндель. При сравнительно небольшом числе инструментов применяют более простые и компактные дисковые магазины с горизонтальной или вертикальной осями вращения. При большом числе инструментов (более 30…40) обычно применяют цепные магазины, так как размеры диска становятся слишком большими. Для увеличения емкости АСИ могут применяться многосекционные дисковые или цепные магазины. Магазины могут быть расположены непосредственно на подвижной шпиндельной бабке, неподвижно на стойке в верхней ее части или сбоку, автономно рядом со станком на отдельной стойке. В качестве примера рассмотрим схему устройства для автоматической смены инструмента с помощью автооператора, применяемого для станков средних размеров с горизонтальной осью шпинделя (рис. 13.35, а). Инструментальный магазин 1 располагается сверху на стойке станка. Тогда смена инструмента в шпинделе 3 происходит в крайнем верхнем положении шпиндельной бабки 4 с помощью двухзахватного автооператора 2, совершающего по командам ЧПУ необходимый цикл движений. Ходом снизу вверх автооператор захватывает инструментальную оправку в гнезде магазина и движением вперед вытаскивает ее. Далее следует смещение автооператора вниз и возврат вдоль оси в исходную позицию.
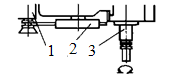
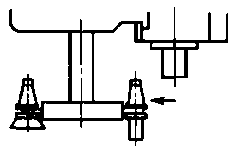
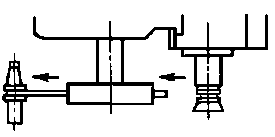
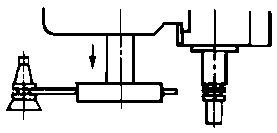
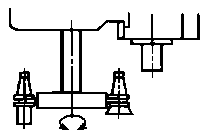
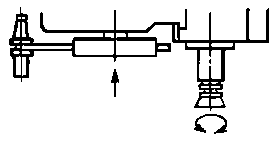
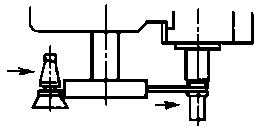
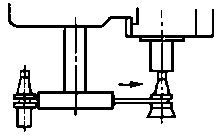
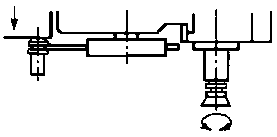
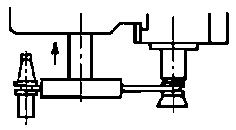
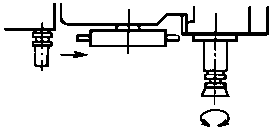
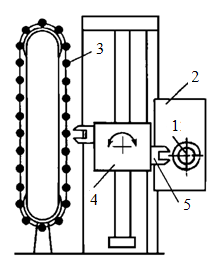
Шпиндельная бабка поднимается в позицию смены инструмента, при этом оправка отработавшего инструмента защемляется нижним захватом автооператора. Автооператор совершает ход вперед вдоль оси, извлекая сменяемую оправку из шпинделя, поворотом на 180° совмещает с отверстием шпинделя новую оправку с инструментом и ходом назад вставляет ее в шпиндель. После чего шпиндельная бабка смещается в рабочую позицию, а автооператор перемещается вверх для возврата отработавшего инструмента в магазин. Поворот магазина для поиска очередного инструмента происходит при отводе автооператора в нижнюю позицию. Несовмещенное время, идущее непосредственно на смену инструмента АСИ такого типа, в станке ИР-500 МФ4 составляет 6 с, однако общее время на смену (от «стружки до стружки») может составлять 16…21 с в зависимости от положения, которое занимает шпиндельная бабка после окончания предыдущего рабочего хода. В станке с вертикальной осью шпинделя (см. рис. 13.35, б) авто-оператор 2, поворачиваясь своими захватами, захватывает инструмен-тальные оправки в шпинделе 3 станка и в магазине 1. При ходе вниз автооператор извлекает их из шпинделя и магазина, поворачивается на 180°, меняя оправки местами, и ходом вверх устанавливает новые оправки в шпиндель и магазин; затем автооператор поворачивается в среднее нейтральное положение, позволяющее шпиндельной бабке 4 переместиться к обрабатываемой детали, а магазину – поворачиваться для поиска следующего по циклу инструмента. Последовательность смены инструмента на станке с вертикальной компоновкой шпинделя приведена на рис. 13.36.
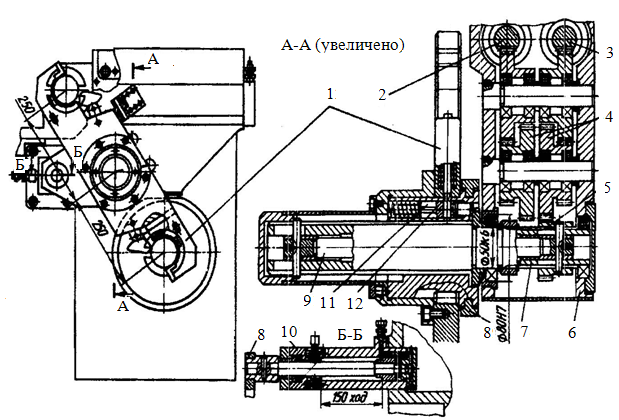
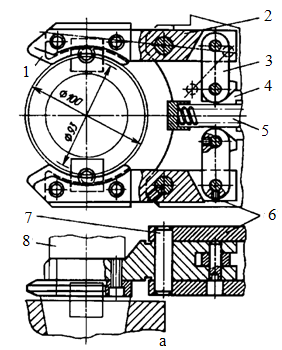
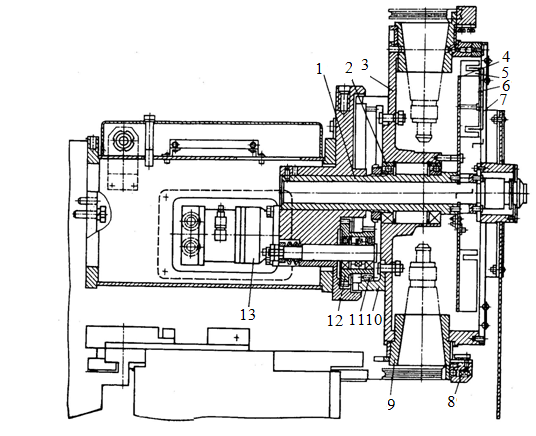
На рис. 13.37 показана конструкция автооператора механизма автоматической смены инструмента. Двухзахватная рука 1 может поворачиваться вместе со шлицевым валом 7, установленным на подшипниках в корпусе 6, и перемещаться относительно него в осевом направлении. Поворот осуществляется гидроцилиндрами 2 и 3, соответственно, на 180° и 90° через зубчатые рейки на штоках гидроцилиндров и повышающие зубчатые передачи 4. Осевое перемещение руки 1 относительно вала 7 осуществляется гидроцилиндром 10, шток которого жестко соединен с вилкой 8, входящей в кольцевой паз во фланце руки. При осевом перемещении руки вперед вместе с ней движется тяга 9, которая перемещает шестерню 5, расцепляя ее с зубчатым колесом привода поворота на угол 90° и присоединяя к аналогичному механизму привода поворота на 180°. При возврате руки в осевом направлении подпружиненный плунжер 11 смещается вперед, сжимая пружину, и освобождает фиксатор 12 зажимного устройства, который расфиксирует хвостовик с инструментом. Для захвата автооператором хвостовиков с инструментами применяют захватные устройства различных типов.
На рис. 13.38 показаны конструкции захватных устройств клещевого типа и типа охватывающей скобы с фиксирующим устройством. В первом устройстве (рис. 13.38, а) захват хвостовика 8 производится сменными зажимными губками 1 трапецеидального профиля, установленными на рычагах 2. Оси качания 7 рычагов 2 закреплены в корпусе 6. Зажим губками 1 хвостовика 8 производится с помощью серег 3, установленных на рычагах 2, и втулки 4 с пружиной 5 при отходе втулки 4 и штока гидро- или пневмоцилиндра назад (на рисунке не показаны). Разжим хвостовика осуществляется гидро- или пневмоцилиндром при перемещении штока и втулки 4 вперед. В другом устройстве (рис. 13.38, б) захват хвостовика 7 с инструментом производится скобой 1 с V-образным профилем, закрепленной на руке 3, а также поворачивающимся относительно руки фиксатором 6, установленным на рычаге 2 и имеющим такой же поперечный профиль, как у скобы 1.
При зажиме хвостовика фиксатор прижимается к нему стержнем 5 под действием пружины 4. Отжим хвостовика осуществляется в подвода корпуса руки к торцу шпинделя станка или к инструментальному магазину, когда стержень 5 утапливается в специальный паз упоре механизма выдвижения руки. В рассмотренных АСИ смена инструмента производится только в одном определенном положении шпиндельной бабки, что увеличивает время на смену инструмента и снижает точность обработки соосных отверстий. Этого недостатка не имеет АСИ для тяжелых станков с дисковым (рис.13.39, а) или цепным (рис.13.39, б) магазином. Автооператор 4 может перемещаться вверх и вниз по стойке станка, отслеживая положение шпиндельной бабки 2, его захваты 5 выдвигаются из корпуса для защемления инструментальных оправок в магазине 3 и шпинделе 1 станка. Ходом автооператора вдоль оси, параллельной оси шпинделя (перпендикулярно чертежу), происходит извлечение оправок из шпинделя станка и магазина и установка новых оправок. Замена отработавшего инструмента на новый происходит поворотом автооператора. Вращение магазина для поиска инструмента, захват и извлечение оправки из магазина, перемещение автооператора в позицию смены к шпиндельной бабке совмещаются с машинным временем; не совмещенными остаются только захват и извлечение из шпинделя оправки с отработавшим инструментом, поворот автооператора, введение оправки в шпиндель и ее освобождение от захвата.
Автоматический поиск инструмента. Для программирования автоматической смены инструмента применяются три метода. Если при обработке заготовки каждый инструмент используется только один раз и в строгой очередности, то инструментальные оправки в магазине можно установить в последовательности, соответствующей технологическому процессу, и при каждой смене инструмента смещать магазин на один шаг. Но, как правило, каждый из инструментов может применяться несколько раз, а последовательность их работы при изготовлении разных деталей изменяется. Поэтому автоматический поиск инструмента осуществляют с применением либо кодирования инструментальной оправки, либо кодирования гнезда магазина. В первом случае (рис. 13.40) на оправке 1 устанавливаются сменные кодовые кольца 3, разделенные промежуточными кольцами 2. При перемещении магазина кодовые кольца воздействуют на конечные выключатели. При наличии нужной комбинации устройство ЧПУ обеспечивает остановку магазина в позиции, при которой необходимый инструмент находится в позиции перегрузки. Кроме кодовых колец могут применяться кодовые гребенки или штифты. В последнее время используется система с магнитным кодовым носителем, вмонтированным в оправку, и бесконтактным датчиком считывания кода. При кодировании инструментальных оправок отработавший инструмент возвращается не в прежнее гнездо, а в гнездо той оправки, которая перегружается в шпиндель, что сокращает общую длительность цикла смены инструмента. При таком методе инструмент можно располагать в любом гнезде магазина, что исключает возможность ошибок при его загрузке. Однако этот метод имеет следующие недостатки: существенно усложняется конструкция инструментальных оправок; исключается возможность применения инструмента, диаметр которого превышает шаг между гнездами магазина; так как соседние гнезда могут быть заняты другими инструментами, усложняется поиск нужного инструмента. 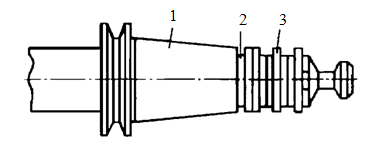 Рис. 13.40. Инструментальная оправка с кодовыми кольцами При кодировании гнезд магазина каждому гнезду присваивается свой номер, который вводится в нужном месте в программу работы станка. Поэтому инструмент (вместе с оправкой), взятый из определенного гнезда, должен после использования обязательно возвращаться в прежнее гнездо. Поиск нужного гнезда осуществляется с помощью различных датчиков, кинематически связанных с валом магазина (кодовые барабаны в сочетании с микропереключателями либо датчики типа вращающихся трансформаторов при следящем приводе перемещения магазина). При кодировании гнезд магазина упрощаются инструментальные оправки и появляется возможность оставлять пустыми гнезда, расположенные рядом с теми, в которых находится крупногабаритный инструмент, что расширяет технологические возможности станка. Однако в этом случае усложняется цикл смены инструментов, так как поиск осуществляется дважды: один раз для сменяющего инструмента, второй – для отработавшего. Для исключения этого недостатка в конструкцию механизма вводят дополнительные узлы, позволяющие совместить время поиска нужного инструмента и пустого гнезда для отработавшего инструмента со временем выполнения рабочих операций. АСИ такого вида представлена на рис. 13.41. Инструментальный магазин 5 оснащается добавочным однозахватным автооператором 4, который после поиска нужного инструмента, смещаясь в радиальном направлении, захватывает оправку (схема I). Затем осевым движением автооператор извлекает оправку из гнезда магазина (схема II), перемещает ее до совмещения с гнездом 6 позиции ожидания (схема III), обратным осевым движением вставляет оправку в гнездо позиции ожидания (схема IV) и после фиксации оправки автооператор 4 возвращается в исходное положение. После окончания очередного рабочего перехода шпиндельная бабка 1 поднимается в позицию смены инструмента, и основной автооператор 2 поворачивается, захватывая сменяемые оправки (схема V), извлекает их из шпинделя 3 и гнезда позиции ожидания (схема VI), меняет оправки местами (схема VII). Шпиндельная бабка перемещается в рабочую позицию и начинается следующий рабочий переход, во время которого поворотом магазина осуществляется поиск гнезда для отработавшего инструмента. Дополнительный автооператор переносит его в нужное гнздо магазина из гнезда позиции ожидания. 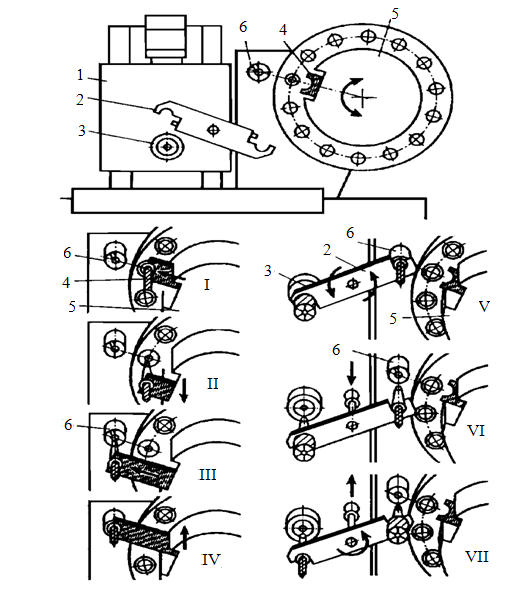 Рис. 13.41. Устройство автоматической смены инструмента в позиции ожидания На рис. 13.42 приведена конструкция дискового инструментального магазина многоцелевого станка с расположением инструмента на его периферии.
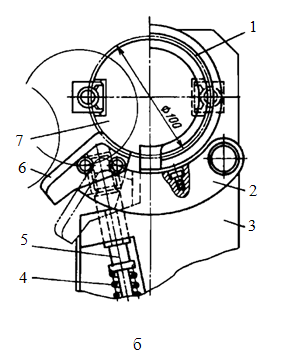
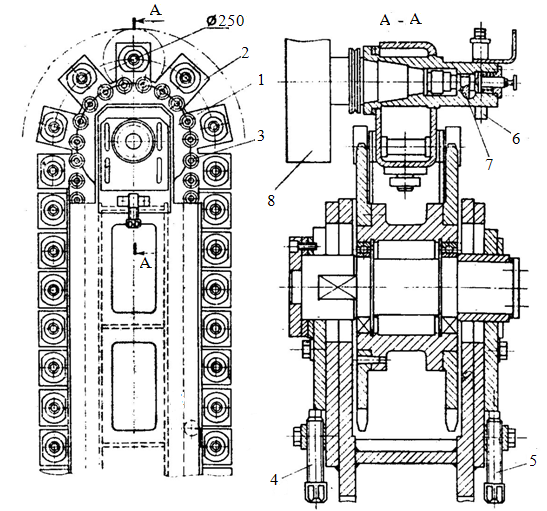
Корпус 3 магазина установлен на шарикоподшипниках 2 оси 1. На этой же оси смонтирована плита 4 бесконтактными конечными выключателями 5 и 6, которые при проходе через них поводков 7, закрепленных на вращающемся корпусе магазина, подают команду на установку вращения магазина в нужной позиции по команде от устройства ЧПУ. Хвостовики с инструментами расположены в гнездах 9 магазина, их выпадение предотвращается специальной скобой, а поворот – фиксатором 8. Поворот инструментального магазина осуществляется гидромотором 13 через зубчатые колеса 12, 11, и 10 (с внутренним зацеплением). Фрагмент конструкции цепного магазина приведен на рис. 13.43. Гнезда 1, 2 и т.д., в которых устанавливается инструмент, закреплены на цепи 3 магазина, натяжение которой производится винтами 4 и 5. Фиксация инструмента 8 в инструментоносителях осуществляется поворотным фиксатором 7 от подпружиненного упора 6. Для повышения производительности МС по сравнению с обычными одноинструментальными станками широко используются сменные инструментальные шпиндельные головки, обработка которыми совмещается с обработкой инструментом, установленным в основном шпинделе.
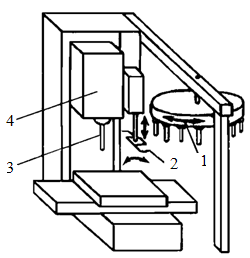
Для повышения производительности МС по сравнению с обычными одноинструментальными станками широко используются сменные инструментальные шпиндельные головки, обработка которыми совмещается с обработкой инструментом, установленным в основном шпинделе. В серийном и массовом производстве целесообразно использование специализированных МС со сменными шпиндельными коробками, в которых инструмент настроен на обработку ряда поверхностей конкретной детали. При большом числе многошпиндельных головок их устанавливают в поворотных магазинах 1 и 2, откуда они переставляются в рабочую позицию 3 (рис. 13.44, а), или в линейном магазине 4 (рис. 13.44, б). В последнем случае замена головок 1 и 3 производится поворотным автооператором 2.
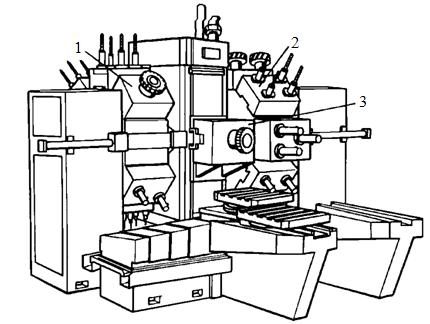
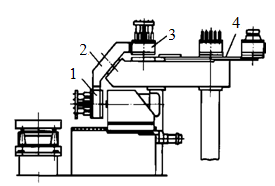
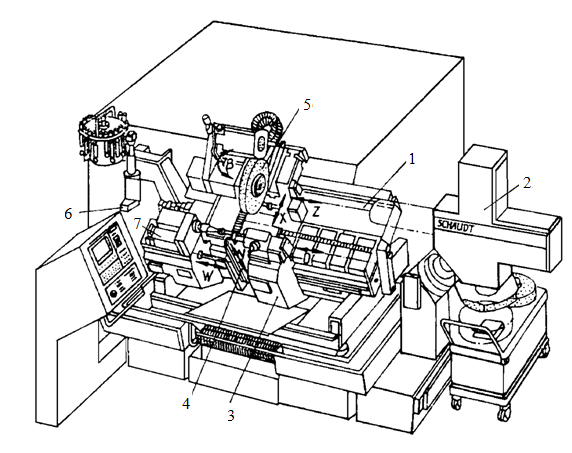
На рис. 13.44, в показан вариант многоцелевого станка, имеющего два магазина: линейный 1 для многошпиндельных головок и цепной 2 для единичных инструментов, устанавливаемых в шпиндель 3. Хотя в этом случае конструкция станка усложняется, его технологические возможности по сравнению с другими вариантами значительно расширяются, и достигается высокая производительность обработки. В многооперационных шлифовальных станках (рис. 13.45) смена абразивного инструмента требует больших затрат времени. Фирмой «Schaudt» с целью уменьшения вспомогательного времени разработано специальное многофункциональное устройство для замены инструмента с двумя автооператорами.
Замена инструмента для наружного шлифования производится автооператором 2 при правом крайнем положении шлифовальной головки 5, которая устанавливается в крайнем правом положении на наклонной станине 1. Смена инструмента для внутреннего шлифования осуществляется другим автооператором 6, обрабатываемая деталь закрепляется в передней 7 и задней 3 бабках. Для уменьшения влияния деформации длинных деталей на точность обработки на станине станка предусматривается специальный люнет и устройство для контроля размеров. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||