Конспект лекций по станкам новый. Отовки и выполнения практических работ студент должен обладать следующими компетенциями
 Скачать 29.77 Mb. Скачать 29.77 Mb.
|

|
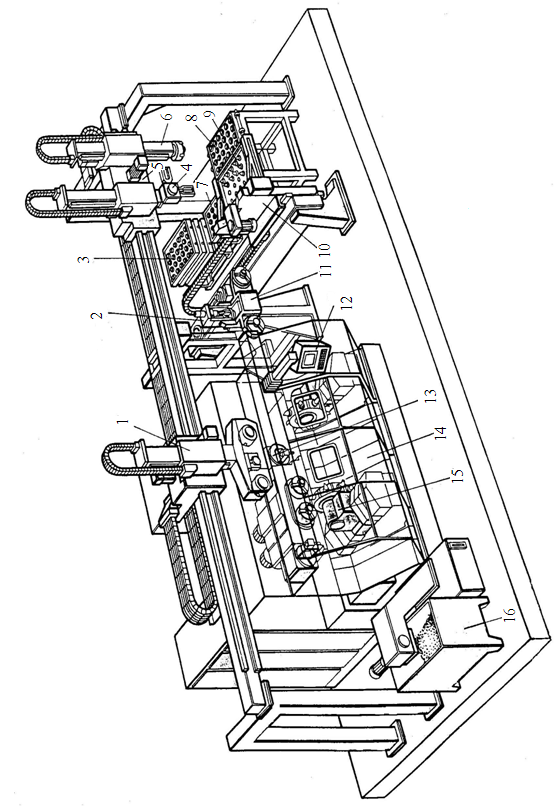
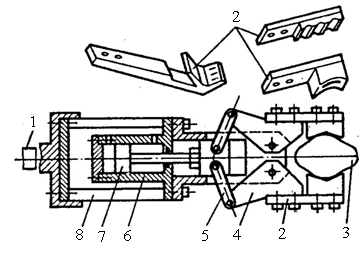
7. ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ МОДУЛИ (ГПМ) 7.1. Особенности компоновки ГПМ Гибкий производственный модуль (ГПМ) – это единица технологического оборудования, оснащенная устройствами для автоматической смены инструмента и заготовок, удаления отходов, контроля и подналадки технологического процесса, осуществляющая весь цикл работы, связанной с обработкой деталей. В состав ГПМ включаются многооперационные станки, которые должны обеспечивать: автоматический зажим и отрекпление детали на станке; точное и надежное базирование детали в установочном приспособлении станка; удаление отходов от детали в процессе резания и из зоны обработки; автоматизацию контроля и отдельных параметров детали и контроля состояния инструмента в цикле обработки. В ГПМ для транспортировки деталей применяются портальные и напольные промышленные роботы. На рис. 14.1. приведен общий вид ГПМ для обработки фланцеобразных заготовок. ГПМ создан на базе двухшпиндельного токарного автомата МСЦ 12 с ЧПУ. Станок имеет две восьмипозиционные револьверные головки 15, позволяющие одновременно обрабатывать детали с двух сторон. Если требуется только односторонняя обработка, то на станке можно одновременно обрабатывать две детали. Модуль имеет специальное лазерное устройство 2 для автоматизированного клеймения деталей (нанесения любых графических знаков). Детали для нанесения надписей устанавливают в позиции 11 (позиция запаса изделий). Портальный манипулятор 1 с двумя зажимными устройствами обеспечивает установку заготовок в патроны и съем изготовленных деталей. Между зажимными устройствами имеется поворотное устройство, которое во время перемещения заготовки от первого шпинделя ко второму поворачивает ее на 180°. Портальная тележка 5 снабжена двумя манипуляторами. Один из них 4 обладает двумя схватами и служит для автоматической замены инструмента в револьверных головках. Требуемый инструмент берется из гнезд накопителя (палеты) 9 с 32 местами. После замены инструмента на станке изношенный инструмент укладывается в освободившееся гнездо палеты. Другой манипулятор 6 принимает детали из позиции 11 (после того как они прошли клеймение лазерным лучом) и транспортируют их в палету готовых изделий 8 или забирает заготовки из палеты. В системе имеется специальный штабелер 10 с СЧПУ, который перемещает в требуемые положения палеты с заготовками, инструментом и готовыми деталями, забирая их из зоны предварительной подготовки 3 и 7.
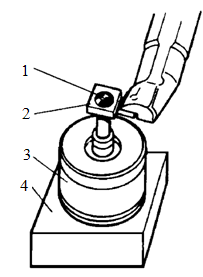
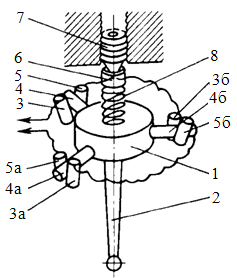
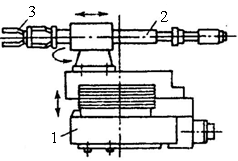
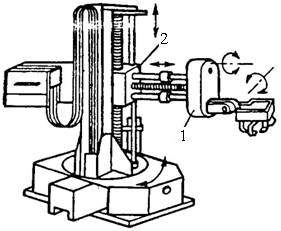
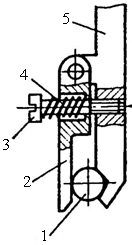
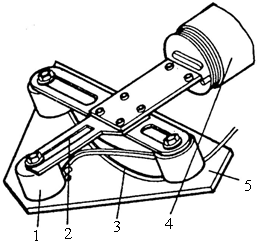
В процессе работы станка с помощью измерительного устройства 13 проверяется степень изнашивания режущего инструмента по осям X и Z. Для этого каждый инструмент периодически подводится к измерительному щупу, защищенному от стружки и СОЖ. Данные контроля являются основанием для подачи команд на смену затупившегося инструмента. Образующаяся при обработке деталей стружка транспортируется в стружкоприемник 16. Все управление модулем осуществляется с пульта 12 УЧПУ. Повышение производительности и гибкости ГПМ в значительной степени зависит от технического уровня применяемых приспособлений. Система приспособлений представляет собой совокупность устройств, обеспечивающих ориентацию, базирование, установку и закрепление заготовки на рабочей позиции технологического оборудования с целью выполнения операции обработки в соответствии с технологическим процессом. При закреплении заготовок в ГПМ применяют бесспутниковый способ базирования и базирование на спутнике. Бесспутниковый способ используют при базировании деталей типа тел вращения и других деталей симметричной формы, а базирование на спутнике – при закреплении сложных корпусных и плоских деталей. На станках, входящих в состав ГПМ токарной группы, для установки и закрепления широкой номенклатуры деталей типа тел вращения наиболее распространенными элементами системы приспособлений являются: трехкулачковые самоцентрирующиеся патроны, позволяющие осуществить прутковую, патронную и центровую обработку; устройства механизированного привода патронов, позволяющие автоматизировать зажим и разжим изделий; поводковые патроны, передающие в процессе центровой обработки крутящий момент на обрабатываемое изделие; вращающиеся станочные центры, необходимые для закрепления и центрирования деталей в задней бабке станка. Г ибкость токарного оборудования увеличивается посредством автоматической смены кулачков. На рис. 14.2 приведена схема замены кулачка на токарном станке с помощью робота. При обработке валов с использованием центра задней бабки механизм 4 смены кулачков перемещается при помощи робота 3 по направляющим портала 2, а магазин-накопитель 1 комплекта сменных кулачков устанавливают на передней бабке. Время замены кулачков с использованием автоматического устройства 4 не превышает 1…2 с. На рис. 14.3 приведен ГПМ фирмы «Werner» в котором заготовки крепятся на спутнике и подаются периодически в зону обработки. Вертикальный стол 1 станка, несущий спутник 2 с четырьмя заготовками, перемещается по координатам X, Y и Z. За счет этого сложный и громоздкий узел 3, включающий четыре шпиндельные группы, магазин инструментов, средства подзарядки магазина инструментами и механизм продольной коррекции каждого из шпинделей выполнены стационарными. Загрузка спутника на вертикальный стол станка выполняется двухпозиционным кантователем 4. 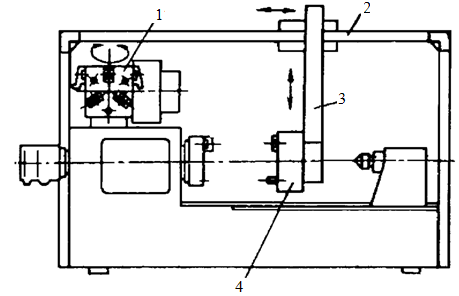 Рис. 14.2. Замена кулачков патрона на токарном станке с ЧПУ 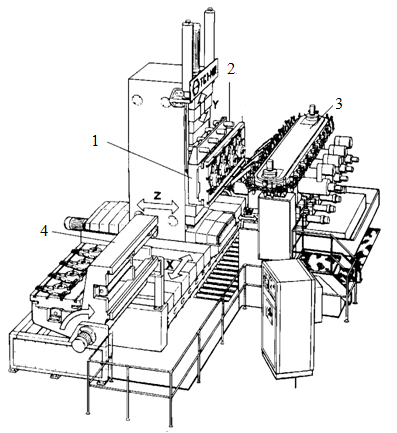 Рис. 14.3. Многооперационный четырехшпиндельный ГПМ фирмы «Werner» 7.2. Удаление стружки в гпм В условиях автоматического режима обработки удаление стружки из зоны резания является одним из важных условий надежной, качественной и высокопроизводительной обработки изделий на металлорежущем оборудовании ГПМ. Наличие стружки может привести к появлению дефектов на обрабатываемой поверхности, вызвать преждевременный износ режущего инструмента, его затупление и поломку. Для удаления стружки используются системы, состоящие из следующих основных элементов: пылестружкоотводчиков, осуществляющих удаление пыли и стружки из зоны резания; устройств транспортирования стружки за пределы станка или участка; циклонов и фильтров, обеспечивающих отделение стружки от воздуха и СОЖ; системы магистрального транспортирования стружки к устройствам переработки; системы переработки стружки, осуществляющей обезжиривание, дробление и брикетирование стружки. Среди транспортных устройств для удаления стружки в ГПМ наиболее широкое применение находят скребковые и винтовые транспортеры, расположенные внутри станины станка. На рис. 14.4 показан одновинтовой конвейер. Стружка на него поступает через люк 4 станины 7 станка. Винт 3 вращается в желобе 2 от привода 6 через муфту 5. Стружка сбрасывается или в сборник 1 (когда станок не обслуживается цеховой системой удаления стружки), или на цеховой конвейер. Для повышения экономической эффективности удаления стружки ГПМ иногда располагаются в ряд над транспортерами. 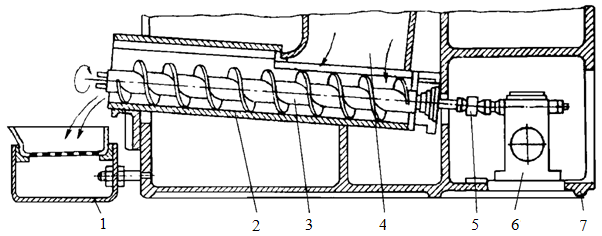 Рис. 14.4. Одновинтовой конвейер для удаления стружки из станков 7.3. Контроль и управление процессом обработки Большое значение в ГПМ придается контролю инструмента. Именно здесь чаще всего возникают помехи, вызывающие непрерываемость обработки, так как поломка или чрезмерный износ инструмента приводит к повреждению заготовки, других инструментов и самого станка. На рис. 14.5 показан контроль целостности токарного резца контактным щупом, оснащенным наконечником с четырехугольной головкой. Грубая регулировка щупа осуществляется поворотом головки 1 при ослабленном винте 2, точная регулировка – путем смещения корпуса 3 относительно базирующей детали – основания 4 – с помощью специальных регулировочных винтов. Для контроля обрабатываемых поверхностей в ГПМ широко используются такие же контактные щупы объемного измерения, как для контроля инструмента. В этом случае щуп монтируется в снабженном инструментальным хвостовиком корпусе, хранится в инструментальном магазине. Обычно контактные щупы для измерения обрабатываемых поверхностей снабжаются наконечниками с шариками на конце. На рис. 14.6 показана схема трехкоординатного контактного щупа.
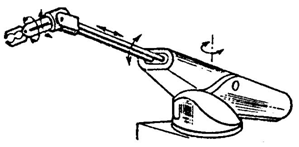
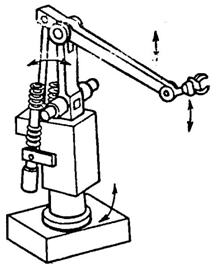
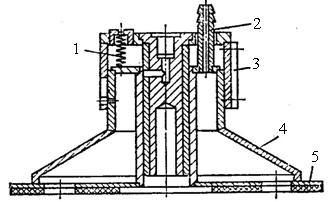
Измерительный блок 1 с измерительным наконечником 2 снабжен тремя штифтами 4, 4а и 4б, которые опираются на три соответствующие V-образные опоры, состоящие каждая из двух штифтов: 5 и 3, 5а и 3а, 5б и 3б. В осевом направлении блок 1 пружиной 8 соединен с плавающей опорой 6, упирающейся в регулировочный винт 7, с помощью которого можно настраивать измерительное усилие. Опоры электрически связаны между собой проводниками тока, и при наличии контакта между штифтами 4, 4а и 4б измерительного блока V-образных опор образуется электрическая цепь, которая получает питание от какого-либо источника. Измерительный наконечник 2 при контакте с контролируемой поверхностью смещается вместе с блоком 1, тем самым размыкается цепь в какой-либо из V-образных опор, что является признаком контакта щупа с этой поверхностью для измерительного блока устройства ЧПУ. Стабильность измерений таким щупом с учетом погрешностей всей цепи измерения составляет ± (2…3) мкм. С помощью измерительного щупа можно также проверить не только точность обрабатываемых деталей, но и точность расположения на станке столов-спутников и обрабатываемых деталей. Измерение производится на станке автоматически, подпрограммы измерений или данные о расположении обрабатываемых поверхностей вводятся в память устройства ЧПУ как стандартные циклы. Следует добавить, что при программировании измерений обычно начинают с контроля положения базовой для данного измерения точки детали (или при необходимости нескольких точек), чтобы иметь возможность ввести коррекцию положения этой точки относительно нулевой точки станка. Использование измерительного щупа, снабженного инструментальным хвостовиком и устанавливаемого в инструментальном магазине, является наиболее простым и потому широко распространенным способом контроля стабильности размеров обработки, однако в этом случае время измерения увеличивается за счет времени на установку щупа в шпиндель и дополнительных перемещений рабочих органов станка при измерении. По результатам измерений детали или инструмента с помощью ЧПУ корректируют длину и положение инструмента. Однако только с помощью ЧПУ невозможно выполнить, например, коррекцию диаметра расточного инструмента: для этого необходим инструмент с радиальной подачей резца, осуществляемой по команде от системы управления. На рис. 14.7 показана схема специальной головки с такой подачей резца. Головка, установленная с помощью устройства АСИ в шпиндель 1, через узел 19 соединяется с приводным блоком 17, смонтированным на шпиндельной бабке. При этом корпус 2 головки блокируется от проворота при вращении шпинделя, а выходной вал 10 приводного блока соединяется муфтой 9 с первичным валом 8 головки. В приводной блок встроены регулируемый серводвигатель 18 с измерительным преобразователем (резольвером) 16, а также конечные выключатели ограничительные 15 и 11 и исходной точки 12, на которые воздействует подвижный упор 13, перемещающийся с помощью винта 14. В корпус 2 головки встроен дифференциальный зубчатый механизм 3, выходная шестерня 7 которого связана с ходовым винтом 4 ползушки 5, на которой закреплен резцедержатель 6. 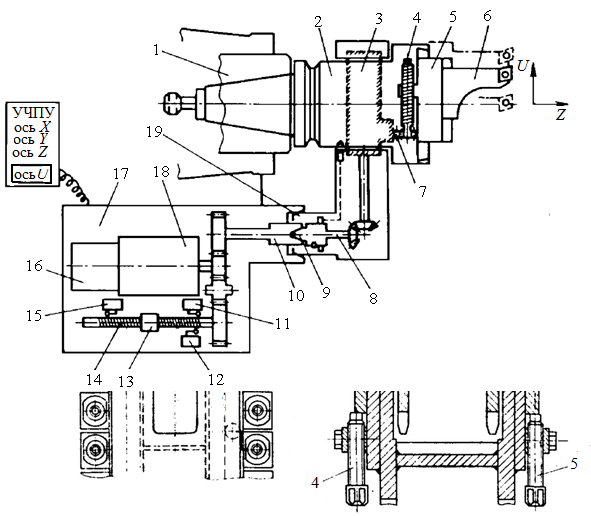 Рис. 14.7. Конструктивная схема плансуппортной головки, управляемой от устройства ЧПУ Описанные выше средства обеспечения автоматического режима работы ГПМ без присутствия оператора и методы контроля производственного процесса не исчерпывают всех имеющихся в настоящее время технических возможностей, однако они в наибольшей степени оправдали себя на практике. 7.4. Промышленные роботы Промышленные роботы (ПР), работающие с системе ГПМ – это автоматические машины, состоящие из исполнительного устройства в виде манипулятора, имеющего несколько степеней перемещений, и устройства программного управления для осуществления всех необходимых движений. Устройство программного управления позволяет производить замену управляющих программ, тем самым менять состав и последовательность действий и траекторий. Манипулятор представляет собой устройство, предназначенное для захвата и выполнения движений, перемещения и ориентирования деталей или инструмента в пространстве. Автоматический манипулятор, оснащенный устройством передвижения и выполнения постоянно повторяющихся действий, называется автооператором. Промышленные роботы принципиально отличаются от всевозможных манипуляторов и автооператоров своей способностью к быстрому переходу на выполнение новых операций. В основные функции ПР в составе ГПМ входят: установка заранее ориентированных заготовок в рабочую зону станка, снятие деталей со станка и раскладка их в тару, кантование деталей на угол 900 и 1800, выдача технологических команд, связанных с работой соответствующих механизмов и узлов станка, а также обеспечивающих пуск станка в работу при окончани операции загррузки станка, межстаночное транспортирование. Цикл работы ПР по обслуживанию станка состоит из двух состовляющих: времени, не совмещенного с работой станка, и времени, совмещенного с работой станка. На потери фонда времени станка влияет только время, не совмещенное с работой станка. Задача по уменьшению несовмещенного времени РТК решается как увеличение скорости движения механизмов робота, так и конструктивными и компоновочными решениями, использованием двухпозиционных захватных устройств, роботов с двумя манипуляторами, установкой рядом со станком двухместных промежуточных позиций и др. К наиболее важным характеристикам ПР относятся его грузоподъемность (наиболее употребительная 10…160 кг) и число степеней подвижности, равное сумме всех возможных движений захвата ПР. Промышленные роботы могут быть стационарными (с неподвижным основанием) и подвижными. Последние используются для межоперационного транспортирования и складирования и имеют подвесное или напольное конструктивное исполнение. По степени специализации различают ПР специальные, специализированные и универсальные. Механическая часть ПР состоит из следующих основных узлов: несущих конструкций; приводов; исполнительных механизмов (манипуляторов) и захватных усройств. Захват и удерживание объекта манипулирования выполняется захватным устройством, которое устанавливается на исполнительном механизме, часто называемом – «рукой» ПР. На рис. 14.8 приведены общие виды напольных ПР. Напольные ПР с качающейся выдвижной рукой работают в сферической и цилиндрической системах координат (рис. 14.8, а) Напольные ПР с горизонтальной выдвижной рукой и консольным механизмом подъема наиболее распространены. ПР с пневматическим приводом и выдвижной рукой (рис. 14.8, б) работает в цилиндрической системе координат. Рука 2 ПР представляет собой пневмоцилиндр с выдвижным штоком, на конце которого установлено захватное устройство 3. На основании 1 расположены механизм поворота вокруг вертикальной оси и механизм вертикального подъема руки. Поворот вокруг вертикальной оси выполняется двумя пневмоцилиндрами, соединенными цепной передачей с блоком звездочек, смонтированным на поворотной колонне. Такие ПР выпускают в одно-, двух-, трехруком исполнении.
Рис.14.8. Типовые конструкции напольных ПР Напольные ПР с горизонтальной выдвижной рукой 1, установленной на подъемной каретке 2 (см. рис. 14.8, в), работают в цилиндрической систе-ме координат и могут обслуживать один или два станка. В ПР такого рода используют все виды приводов рабочих органов и их комбинации, а также все известные виды систем управления. Грузоподъемность различных конструкций ПР от 1 до 1000 кг, число степеней подвижности от 3 до 7. Напольные роботы с многозвенной рукой работают, как правило, в ангулярной системе координат, оснащаются гидравлическими или электрическими приводами и управляются посредством позиционной или контурной системы (см. рис. 14.8, г). На рис. 14.9 приведена конструкция напольного ПР и цикл обработки. Портальные ПР. Преимуществом этих ПР является экономия произ-водственной площади и удобство обслуживания. Использование опорных систем большой длины позволяет компоновать участки с групповым об-служиванием линейно-расположенных станков одним ПР. ПР строят на основе агрегатно-модульного принципа. Новые модели ПР создаются на базе унифицированных агрегатных узлов и блоков. Это обеспечивает широкий диапазон конструкции ПР с техническими параметрами, которые наиболее полно соответствуют конкретным требованиям производства. 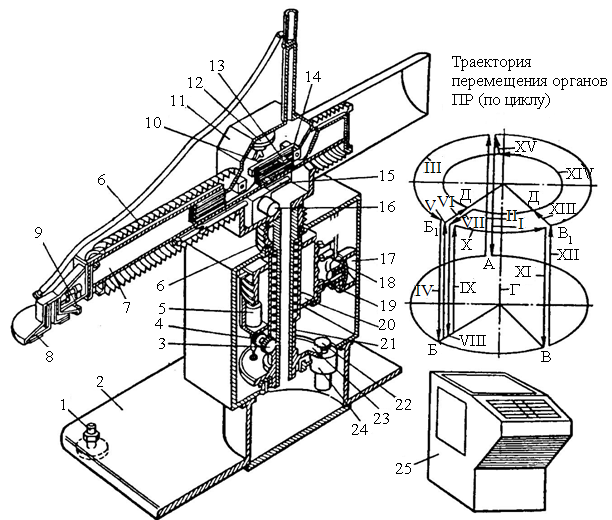 Рис. 14.9. Конструкция напольного промышленного робота: 1 – винт регулиро-вания установки; 2 – основание; 3, 4 – реечная и червячная передачи перемеще-ния рабочего органа ПР; 5 – электродвигатель вертикального перемещения рабо-чего органа ПР; 6 – защитный кожух; 7 – рука ПР; 8 – сменное вакуумное ЗУ; 9 – датчик; 10 – передвижной роликовый упор; 11 – головка; 12 – пневмо-цилиндр точной остановки при движении руки; 13 – флажок, воздействующий на переключатель остановки перемещения руки; 14 – накладка с пазами уста-новки флажков; 15, 16 – реечная передача и электродвигатель перемещения руки; 17 – пневмоцилиндр для точной доводки поворота барабана на позицию; 18 – бесконтактный переключатель; 19 – передвижной упор; 20 – барабан с па-зом установки флажков; 21 – стойка; 22, 23 – зубчатая передача; 24 – электро-двигатель поворота стойки; 25 – управляющее устройство (УЧПУ); А, Б, В – за-данные точки рабочего пространства ПР (соответственно накопителя для заго-товки, станка и накопителя изготовленных деталей); Г– ось ПР; Д – проме-жуточное положение руки; I, II, IV, V, VIII, IX, XI, XII – вертикальные пере-мещения головки; II, III, XIV – круговые перемещения руки 7; VI, VII, XV – го-ризонтальные перемещения руки 7 Захватные устройства ПР. Эти устройства предназначены для захватывания и удержания в определенном положении объектов манипулирования (заготовок или инструментов). ПР комплектуют набором типовых захватных устройств, которые можно менять в зависимости от конкретного рабочего задания. Захватные устройства ПР классифицируют по принципу действия и по способу управления, характеру базирования объекта манипулирования, степени специализации. По принципу действия захватные устройства подразделяют на механические, магнитные, электромагнитные, вакуумные с эластичными камерами. По способу управления различают неуправляемые командные, жесткопрограммируемые и адаптивные захватные устройства. Неуправляемые захватные устройства – устройства с постоянными магнитами или с вакуумными присосками без принудительного разряжения в виде разрезных упругих валиков, подпружиненных клещей и т.д. Эти устройства используют в массовом производстве при манипулировании с объектами небольшой массы и габаритных размеров. На рис. 4.10, а показаны примеры механического захватного устройства, в которых удержание детали осуществляется за счет упругого воздействия зажимных элементов, а удаление производится посредством дополнительных приспособлений. На рис. 4.10, б показано широкозахватное центрирующее захватное устройство со сменными губками, которые позволяют манипулировать объектами различной формы. В вакуумных захватных устройствах (рис. 14.10, в) для захвата изделий применяют различные виды присосок из резины или пластмасс. Для создания вакуума используют насосы различного типа, в большинстве случаев эжекторные, работающие под действием сжатого воздуха. Электромагнитные захватные устройства (рис. 14.10, г) по конструкции и области применения аналогичны вакуумным, обладающим более простой конструкцией, более высокой скоростью захвата изделий и силой притяжения на единицу площади поверхности. Однако их можно применять только для изделий из магнитных материалов. Системы управления ПР. В зависимости от служебного назначения ПР структуры систем автоматического программного управления отличаются как по составу, так и по организации взаимодействия между составляющими элементами. Каждую из типовых систем управления ПР можно рассматривать как частный случай системы, структурная схема которой дана на рис. 14.11. Информацию о требуемой траектории перемещения захватного устройства ПР записывают с помощью задающего устройства ЗДУ. Эту операцию называют программированием систем управления ПР. Управляющее устройство УУ реализует алгоритмы управления, которые обеспечивают выполнение программных движений, синхронизируют работу всех подсистем ПР совместно с внешним оборудованием ВО, ведут контроль состояния системы и выдают информацию в блок индикации БИ.
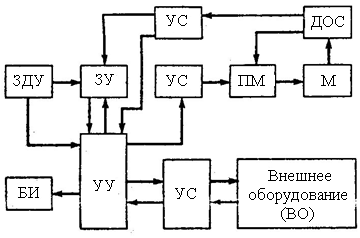 Рис. 14.11. Структурная схема системы программного управления ПР Сигналы, выработанные УУ, преобразуются в устройствах сопряжения УС и поступают в подсистему приводов манипулятора ПМ, которые согласно программе перемещают звенья манипулятора М. Истинное положение этих звеньев определяется посредством ДОС. Информация от ДОС, преобразованная в УУ, используется для управления. При некоторых способах программирования эта информация передается в запоминающее устройство ЗУ. Система может работать в одном из двух режимов: программирование и автоматическое воспроизведение программных движений. | ||||||||||||||||||||||||