Конспект лекций по станкам новый. Отовки и выполнения практических работ студент должен обладать следующими компетенциями
 Скачать 29.77 Mb. Скачать 29.77 Mb.
|

|
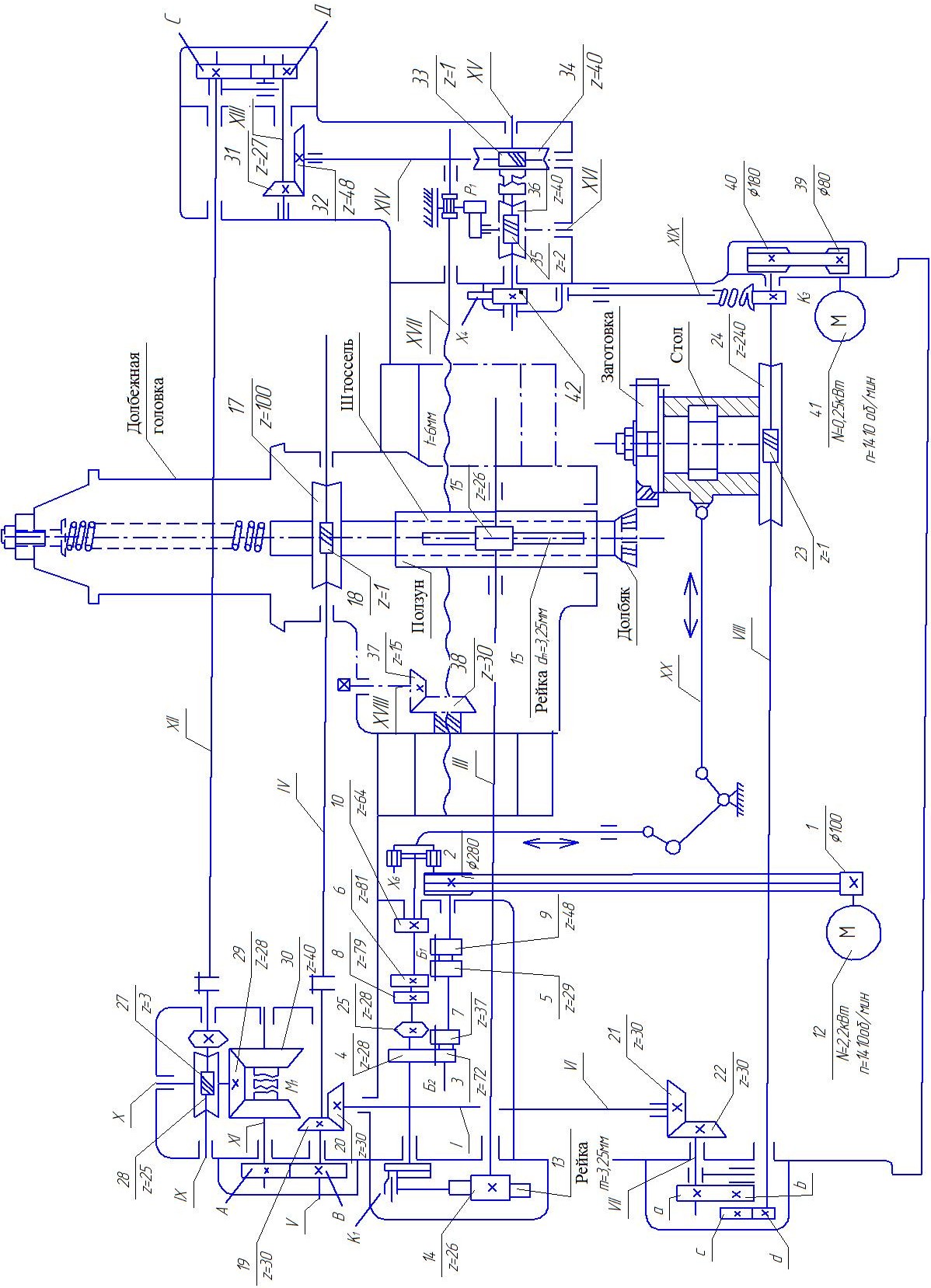
Зубодолбежный станок модели 514 Общие сведения о станке 3убодолбежный станок модели 514 предназначен для нарезания цилиндрических зубчатых колес наружного и внутреннего зацеплений с прямыми и винтовыми зубьями в условиях индивидуального и, главным образом, серийного производства. При наличии дополнительных приспособлений на станке можно также нарезать рейки. Станок может быть использован для чернового и чистового нарезания зубьев. Станок состоит из следующих основных узлов (рис. 28): станины 1, стойки 4, стола 2, долбежной головки 8. Станина является основанием, которым станок крепится к фундаменту. На ней расположены: стойка, направляющие стола, гитара обката и деления (под крышкой 17), электродвигатель 16 ускоренного вращения заготовки. Стойка имеет направляющие для движения долбежнойголовки. На ней смонтированы: главный электродвигатель, коробка скоростей 6, механизм врезания и счетно-выключающееустройство 10,гитары смешанных колес (под крышками 21 и 11) и кривошипно-шатунный механизм 19 для возвратно-поступательного движения ползуна долбяка. Стол получает возвратно-поступательное движение по направляющим станины (отвод перед началом обратного и подвод перед началом рабочего хода ползуна). В столе смонтированышпиндель и червячная передача, передающая ему вращение. Шпиндель стола несет на себе изделие. Долбежная головка перемещается по направляющим стойки, передвигая ползун, штоссель и долбяк в радиальном направлении. Для управления станком предусмотрены кнопочные станции 5, 9 и рукояткой3, 7, 12, 13, 14,18, 26. Анализ кинематической структуры зубодолбежного станка модели 514 Кинематическая структура зубодолбежного станка состоит из pяда частных структур, при нарезании зубьев разных форм. Рассмотрим частную структуру станка для нарезания зубчатого колеса наиболее характерной формы – цилиндрического зубчатого колеса с прямыми зубьями. Структура станка при нарезании цилиндрических зубчатых колес с прямыми зубьями Боковая поверхность прямого зуба цилиндрического колеса очерчена по профилю эвольвентой окружности, а по длине - прямой линией.
Зуборезный долбяк состоит из ряда режущих контуров зубьев, каждый из которых имеет правую и левую режущие кромки в виде материальных линий, очерченных по эвольвенте. Размеры режущих зубьев соответствуют размерам впадин между нарезаемыми зубьями, а их геометрическое взаимное положение определяется окружным шагом нарезаемого зубчатого колеса. Форма режущей кромки зуборезного долбяка и форма профиля зуба нарезаемого колеса различаются между собой, поэтому профили зубьев можно получить только методом обката. Образующая прямая линия по длине зуба образуется методом следа, так как долбяк при движении вдоль зуба оставляет за собой прямолинейный след. Так как станок зубодолбеж- ный, то на нем прежде всего образуется форма зуба по длине, а затем – профиль зуба. Следовательно, образование боковой поверхности прямого зуба цилиндрического колеса на зубодолбежном станке производится методом следа и обката. Для образования линии методом следа нужно иметь одно движение формообразования и методом обката – также одно движение. Следовательно, в станке потребуется иметь два движения формообразования. Процесс деления в зубодол6ежном станке производится попутно в процессе формообразования, поэтому отдельного движения для него не потребуется, а для процесса врезания нужно одно движение. Таким образом, в зубодолбежном станке требуется создавать три исполнительных движения и, следовательно, основа его кинематической структуры состоит из трех частей. При нарезании цилиндрического колеса зуборезным долбяком характер исполнительных движений определяется следующей условной записью: форма зуба по длине образуется движением формообразования ФV(П1), состоящим из одного прямолинейного движения долбяка, профиль зуба создается движением формообразования ФS(В2В3), называемым также движением обката. Это исполнительное движение – сложное, оно составлено из двух элементарных вращательных движений: вращения долбяка В2 и вращения заготовки В3. Третье исполнительное движение – движение врезания Вр(П4) – простое и состоит из одного прямолинейного перемещения долбяка в радиальном направлении. Исполнительными звеньями станка, совершающими элементарные движения, являются: ползун (рис. 29), совершающий прямолинейное движение относительно долбежной головки; штоссель, совершающий вращательное движение относительно ползуна; шпиндель стола; долбежная головка. Рассмотрим структуру кинематических групп, создающих установленные исполнительные движения.
Кинематическая группа движения ФV(П1) Внутренней связью группы является поступательная кинематическая пара между ползуном и долбежной головкой. Внешней связью является кинематическая цепь между электродвигателем 12 (см. рис. 29) и ползуном – клиноременная передача 1–2, четырехступенчатая коробка скоростей, кривошипно-шатунный механизм, реечные передачи 13–14 и 15–16. Движение, создаваемое этой группой, простое с незамкнутой траекторией. Поэтому оно должно настраиваться по четырем параметрам. Настройка производится посредством следующих органов: на путь (длину хода) – установкой пальца К1кривошипа на разных расстояниях от центра кривошипного диска; на скорость (частоту движения) – коробкой скоро- стей; на направление (резание сверху вниз или снизу вверх) – установкой пальца К1 кривошипа по одну или другую сторону от центра кривошипного диска; на исходное положение (место хода) – установкой длины раздвижного шатуна. Кинематическая группа движения ФS(В2В3) Внутренней связью группы является следующая совокупность: вращательная кинематическая пара между штосселем и ползуном, вращательная кинематическая пара между шпинделем стола и столом и кинематическая цель, связывающая вращение штосселя со шпинделем стола – червячная передача 17–18, конические зубчатые передачи 19–20, 21–22, сменные зубчатые колеса a–b и c–dгитары и червячная передача 23–24. Внешней связью является кинематическая цепь между электро-двигателем 12 и внутренней связью – ременная передача 1–2, коробка скоростей, цепная передача 25–26, червячная передача 27–28, конические зубчатые передачи 29–30 реверса и парносменные зубчатые колеса А–В. Движение, создаваемое этой группой – сложное с замкнутой траекторией, поэтому оно должно настраиваться по трем параметрам. Настройка производится посредством следующих органов: на траекторию – сменными колесами a–b и c–dгитары; на скорость (скорость подачи) – парносменными колесами А–В ; на направление – коническим реверсом с муфтой Кинематическая группа движений Вр(П4) Внутренней связью группы является поступательная кинематическая пара между долбежной головкой и стойкой 4 (см. рис. 28). Внешней связью является кинематическая цепь между электродвигателем 12 (см. рис. 29) и долбежной головкой – ременная передача 1–2, коробка скоростей, цепная передача 25–26, сменные колеса C–Dгитары, коническая зубчатая передача 31–32, червячные передачи 33–34, 35-36, кулачек К2 и тяга XYII. Движение, создаваемое этой группой – простое с незамкнутой траекторией, следовательно, предполагается его настройка по четырем параметрам, однако фактически оно настраивается только по двум: на скорость (скорость врезания) – сменными колесами C–D гитары и на исходное положение (место хода) – поворотом гайки на ходовом винте XYII тяги долбежной головки. Не использованы здесь настройка на путь, так как для этого потребовалось бы иметь большой набор сменных кулачков врезания, и настройка на направление, в изменении которого нет надобности. 5.4. Кинематическая структура зубообрабатывающих станков для конических зубчатых колес Методы образования зубьев конических колес Форма боковой поверхности зуба конического колеса определяется формой зуба по профилю и формой по длине. Из теории зацепления известно, что профили зубьев конических колес представляют собой сферические кривые, следовательно, отличатся от эвольвент – плоских кривых. Замена сферической поверхности, на которой должен строиться профиль зуба, касательной к ней конической поверхностью (дополнительным конусом) приводит к октоидальному зацеплению, которое по форме близко к эвольвентному. Форма зубьев по длине может быть, прямолинейной, совпадающей с образующей конуса, или криволинейной, наклоненной к образующей начального конуса под углом. Форму по длине зуба конического колеса определяют обычно формой по длине зуба сопряженного с ним плоского колеса. Как известно, последнее представляет собой коническое колесо с углом при вершине начального конуса На плоском колесе (круговой рейке) линия, определяющая форму зуба по длине, лежит на плоскости и может быть: прямой, дугой окружности, удлиненной или укороченной эпициклоидой или гипоциклоидой, удлиненной или укороченной эвольвентой и т.д. Использование именно этих линий связано с тем, что их можно образовать с помощью комбинации простых равномерных движений –вращательного и прямолинейного, которые на станках легче всего осуществить. Для образования профиля зуба применяются три метода образования из четырех возможных методов геометрического образования производящих линий. 1. Метод копирования, когда форма режущей кромки инструмента представляет собой линию, по своей форме и протяжности совпадающую с профилем зуба. Таким режущим инструментом является дисковая протяжка (рис. 31).  Рис. 30. Зацепление конического колеса с плоским колесом  Рис. 31. Схема нарезания прямого зуба конического колеса дисковой протяжкой Этот метод из-за сложности режущего инструмента применяется редко и только в массовом производстве. Станки в этом случае имеют сравнительно простую структуру, так как не создают сложных движений формообразования. 2. Метод следа, когда профиль зуба образуется остроконечным инструментом, в частности остроконечными зубострогальными резцами. Для этого их нужно, кроме перемещений вдоль зуба, перемещать и по эвольвенте. Создается движение подачи в станках, чаще всего, при помощи эвольвентных копиров 1 (рис. 32). Этот метод малопроизво-дительный, применяется очень редко, только при нарезании крупногабаритных конических прямозубых колес.  Рис. 32. Схема механизма профилирования зуборезного станка 3. Метод обката – самый распространенный. В нем используется производящий элемент в виде линии, по форме и протяженности не совпадающих с образуемым профилем. Образование профиля происходит с помощью движения качения. В качестве производящего колеса используется плоское колесо. Если бы плоское колесо существовало в станке реально (см. рис. 30), то при изготовлении его из достаточно твердого материала оно было бы способно при качении по нему нагретой заготовки (движение Ф0(В2В3)) выдавить на ней впадины зубьев с формой, сопряженно с формой зубьев плоского колеса. По такому принципу работаетнакатныестанки для конических колес. В зуборезных станках для конических колес (рис. 33) реально существуют только два профиля – правый и левый – одного зуба плоского колеса в форме зуборезных резцов 1 (рис. 33, а) с прямо-линейными режущими кромками или зуборезных резцов 2 (рис. 33, б) резцовой головки 3. Поэтому необходимы движение обката ФS(В2В3) и движение резцов по линии, которая характеризует форму по длине зуба плоского колеса (по прямой или дуге). При качении заготовки по плоскому колесу в этом случае резцы вырежут на заготовке зубья с формой, сопряженной с зубьями плоского колеса по профилю и по длине.  Рис. 33. Схемы движений при нарезании конических колес методом обката: Рис. 33. Схемы движений при нарезании конических колес методом обката: а – прямозубых колес; б – колес с дуговым зубом Движение обката может совершать, например, заготовка при неподвижном плоском колесе или, наоборот, плоское колесо при неподвижной заготовке. Первый случай в практике используется мало, а второй и совсем не применяется. Самым распространенным видом движения обката ФS(В2В3) является движение, в котором участвуют и заготовка, и плоское колесо. При этом конструктивное оформление станка получается более простым. Образование формы зуба по длине осуществляется методом следа. Поскольку при нарезании зубьев на плоском колесе имеется как бы один режущих зуб, то в станках необходимо имеется движение деления Д(В4). Таким образом, при нарезании прямозубого конического колеса нужны движения ФV(П1), ФS(В2В3), Д(В4), а при нарезании колеса с дуговыми зубьями – ФV(В1), ФS(В2В3), Д(В4). Зубострогальный станок модели 12Н Общие сведения о станке Зубострогальный станок модели 12Нпредназначен для черновой и чистовой обработки мелкомодульных конических колес с прямыми зубьями в условиях индивидуального и серийного производства. Станок состоит из следующих основных узлов (рис. 34): основания 1,  Рис. 34. Общий вид зубострогального станка модели 12Н станины 2, поворотной плиты 3, бабки изделия 4, обкатной люльки 6, кнопочного пульта управления 6, распределительного диска 7, инструментальной бабки 8, счетчика циклов 9 и гидропанели 10. Обкатная люлька расположена с правой стороны от оператора, а бабка изделия – с левой. Инструментальная бабка, в которой смонтирована люлька, может перемещаться по направляющим станины. Станок работает по схеме плосковершинного колеса, а поэтому планшайба люльки имеет более упрощенную конструкцию. Схема обкатной люльки (рис. 35) позволяет осуществить установку и рабочее движение инструмента. На торце люльки 1 расположены два поворотных сегмента: верхний 2 и нижний 3. Каждый из них может поворачиваться относительно оси 0 и закрепляться в требуемом положении винтами 4. Величина угла отсчитывается по шкале 5. По направляющим сегментов движутся возвратно-поступательно ползуны 6, на которых закреплены суппорты 7 с резцедержателями 8, а на последних при помощи винтов 9 закрепляют резцы. Анализ кинематической структуры зубострогального станка модели 12Н В станке нет устройства для чернового нарезания способом врезания, так что при угле начального конуса меньше 60-700 черновое и чистовое нарезание производят способом обката, а при Следовательно, кинематическая структура зубострогального станка состоит из двух частных структур. Используемых при нарезании зубьев способом обката и комбинированным способом. Рассмотрим частную структуру станка для нарезания конического колеса способом обката. Структура станка при нарезании конических зубчатых колес способом обката При нарезании прямозубого конического колеса зуборезными резцами характер исполнительных движений определяется на основании выше-изложенного следующей условной записью: форма зуба по длине образу-ется движением формообразования ФV(П1), состоящими из одного прямо- линейного движения резцов, профиль зуба создается движением формо-образования ФS(В2В3), называемым также движением обката. Это исполни-тельное движение – сложное, оно составлено из двух элементарных вращательных движений: вращения резцов В2, воспроизводящих зубья плосковершинного производящего колеса, и вращения заготовки В3. Третье исполнительное движение – движение деления Д(В4), – простое и состоит из дополнительного вращения заготовки.  Рис. 35. Конструктивная схема обкатной люльки зубострогального станка Исполнительными звеньями станка, совершающими элементарные движения, являются: ползуны 6 (см. рис. 35), совершающие прямолиней-ное движение относительно поворотных сегментов; обкатная люлька 1, совершающая вращательное движение относительно инструментальной бабки; шпиндель изделия XV (рис. 36), на который устанавливают обрабатываемую заготовку. Рассмотрим структуру кинематических групп, создающих установленные исполнительные движения. Кинематическая группа движения ФV(П1) Внутренней связью группы является поступательные кинематические пары между ползунами и поворотными сегментами. Внешней связью является кинематическая цепь между электродвигателем 1 (рис. 36) и ползунами – парносменные колеса a–b, зубчатые передачи 2–3, 4–5–6, кривошипно-шатунный механизм с диском Д1 и рычагом Р1, кривошипный рычаг Р2, шатун и коромысло.  Рис. 36. Конструктивная схема зубострогального станка модели 12Н Движение, создаваемое этой группой, – простое с незамкнутой траекторией, поэтому предполагается его настройка по четырем параметрам. Однако в данном станке направление рабочего хода ползунов предусмотрено одно (к вершине нарезаемого колеса), поэтому фактически движение должно настраиваться по трем параметрам. Настройка производится посредством следующих органов: на путь (длину хода) – установкой пальца кривошипа на разных расстояниях от центра кривошипного диска Д1; на скорость (частоту движений) – парносменными колесами a–b; на исходное положение (место хода) – изменением места закрепления суппортов 7 (см. рис. 35) на ползунах 6. Кинематическая группа движения ФS(В2В3) Внутренней связью группы является следующая совокупность: вра-щательная кинематическая пара между обкатной люлькой 5 (см. рис.34) и инструментальной бабкой 8, вращательная кинематическая пара между шпинделем изделия ХV (рис. 36) и бабкой изделия 4 (см. рис. 34) и кинематическая цепь, связывающая вращение люльки со шпинделем изде-лия: барабан В1, связанный стальными лентами с ползуном П1(см. рис. 36); коромысло К; ползун П2, связанный стальными лентами с барабаном Б2; коническая зубчатая передача 21–22; шкивы Ш1, Ш2, охваченные стальной лентой; хомутик Х и делительный диск Д. Внешней связью является кинематическая цепь между электро-двигателем 7 и внутренней связью – зубчатая передача 8–9, парносменные колеса a–b и c–d, зубчатые передачи 10–11–12, 13–14, 15–16, l7–l8 и червячная передача 19–20. Движение, создаваемое этой группой, сложное с незамкнутой траекторией, поэтому предполагается его настройка по всем пяти параметрам. Однако в данном станке направление рабочего хода (обката) предусмотрено одно (снизу вверх), поэтому фактически движение должно настраиваться по четырем параметрам. Настройка производится посред-ством следующих органов: на траекторию – установкой оси качания кopo-мысла К на определенный требуемый размер Кинематическая группа движения Д(В4) Ведомый шкив Ш2 сидит на гильзе шпинделя изделия. Вместе с гильзой вращаются хомутик, который ведет за собой при помощи фиксатора делительный диск Д, сидящий на шпинделе. Когда нарезание зуба закончено, соответственно настроенный кулачок выключает золотник гидросистемы, заставляющий инструментальную бабку отойти назад. После этого муфта М1 выключается, а муфта М2 включается. Теперь передача движения происходит, минуя сменные колеса a–b и c–d подачи – через передачи 8–9–23, и вся система вращается в обратном направлении. При этом особый кулачок поднимает фиксатор делительного диска так, что шпиндель изделия поворачивается на одно деления делительного диска. Муфты М1 и М2 переключаются гидравлически. Когда обе они выключены, работает тормоз Настройка на требуемое число зубьев производится установкой делительного диска с числом пазов, равным или кратным числу зубьев нарезаемого колеса. |