Конспект лекций по станкам новый. Отовки и выполнения практических работ студент должен обладать следующими компетенциями
 Скачать 29.77 Mb. Скачать 29.77 Mb.
|

|
8. ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ (ГПС) Гибкие производственные системы(ГПС) – это совокупность робо-тизированных технологических комплексов (РТК), гибких производ-ственных модулей (ГПМ), отдельных единиц технологического оборудо-вания и систем обеспечения их работу в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при смене объекта обработки. В систему обеспечения работы технологического оборудования ГПС входят: – автоматизированная транспортная и транспортно-складская система (АТСС), состоящая из взаимосвязанных автоматизированных транспортных и складских устройств, предназначенных для укладки, хранения, временного накопления, разгрузки и доставки предметов труда и технологической оснастки; – автоматизированная система инструментального обеспечения (АСИО), включающая участки подготовки инструмента, его транспортирования, накопления, устройства смены и контроля качества инструмента, обеспечивающая его подготовку, хранение, автоматическую установку и замену; – система автоматизированного контроля (САК); – автоматизированная система удаления отходов (АСУО); – автоматизированная система управления ГПС (АСУ ГПС) и т.д. Структура ГПС (рис. 15.1) строится по принципу повышения уровня организации производства: гибкий производственный модуль (ГПМ); гибкая автоматизированная линия (ГАЛ) или гибкий автоматизированный участок (ГАУ); гибкий автоматизированный цех (ГАЦ); гибкий автоматизированный завод (ГАЗ). Каждый более высокий уровень ГПС имеет в своем составе два или более элементов нижнего уровня. Такой принцип построения позволяет разрабатывать проекты ГПС для самого высокого уровня и реализовывать их с учетом специфики конкретного предприятия. Отличие ГАЛ от традиционных автоматических линий заключается в том, что на ГАЛ можно обрабатывать детали широкой номенклатуры. Особенностью компоновки ГАЛ является расположение технологического оборудования (станков с ЧПУ, гибких производственных модулей) в принятой последовательности технологических операций. В ГАЛ транспортные системы перемещают обрабатываемые изделия только по заранее определенным маршрутам. 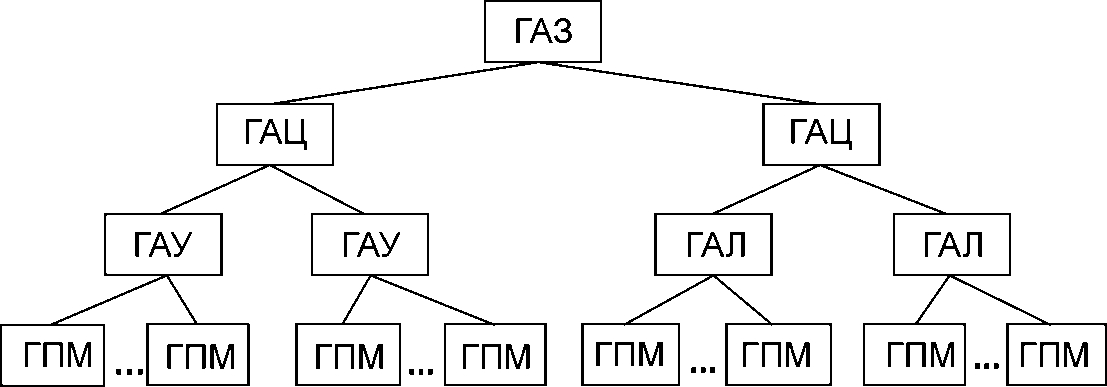 Рис. 15.1. Организационная структура ГПС Гибкий автоматизированный участок (ГАУ) в отличие от ГАЛ позволяет изменять последовательность технологических операций. Благодаря этому достигается максимальная загрузка оборудования. В состав ГАУ и ГАЛ могут входить роботизированные технологические комплексы (РТК), включающие технологическое оборудование, промышленный робот и дополнительные средства оснащения, например магазин заготовок и инструментальные магазины. В состав гибкого автоматизированного цеха (ГАЦ) могут входить ГАЛ, ГАУ, роботизированные технологические линии, а также отдельное технологическое и вспомогательное оборудование. На рис. 15.2 показана структурно-компоновочная схема ГПС, где выделены ее основные составляющие. Под структурной схемой ГПС следует понимать расположение ее составляющих, обеспечивающих наиболее рациональную работу. Структурная схема ГПС определяется типом обрабатываемых деталей, технологическим процессом их изготовления. Например, корпусные детали обрабатываются обычно в приспособлениях-спутниках, а тела вращения нет; длительность обработки корпусных деталей существенно больше, чем тел вращения, поэтому различны внутриучастковые запасы заготовок и устройства для их хранения и т.д. 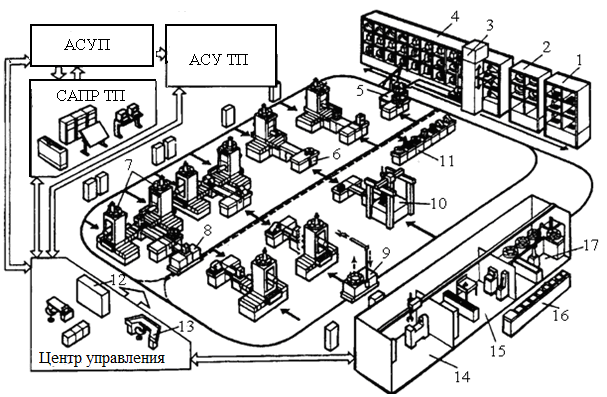 Рис. 15.2. Структурно-компоновочная схема ГПС механообработки: Рис. 15.2. Структурно-компоновочная схема ГПС механообработки:1 – приспособления-спутники; 2 – инструментальные магазины; 3 – робот-штабелер; 4 – заготовки и детали; 5 – монтажный стол; 6 – накопители с автома-тической загрузкой; 7 – обрабатывающее оборудование; 8, 9 – самоходные транспортные тележки-робокары; 10 – измерительная машина; 11 – пункт опе-ративного накопления; 12 – ЭВМ; 13 – пульт оператора; 14 – отделение заточки инструмента; 15 – отделение комплектации и настройки инструмента; 16 – отде-ление сборки приспособлений-спутников; 17 – отделение комплектации магазинов В зависимости от схемы расположения оборудования в ГПС перемещение заготовок и других компонентов материального потока может быть организовано по жесткому маршруту, что характерно для ГАЛ (схемы рис. 15.3, а, б, г), или по изменяемому (гибкому) маршруту (в ГАУ). При комбинированном потоке на отдельных участках ГПС маршрут может не изменяться, а на других может быть изменен.
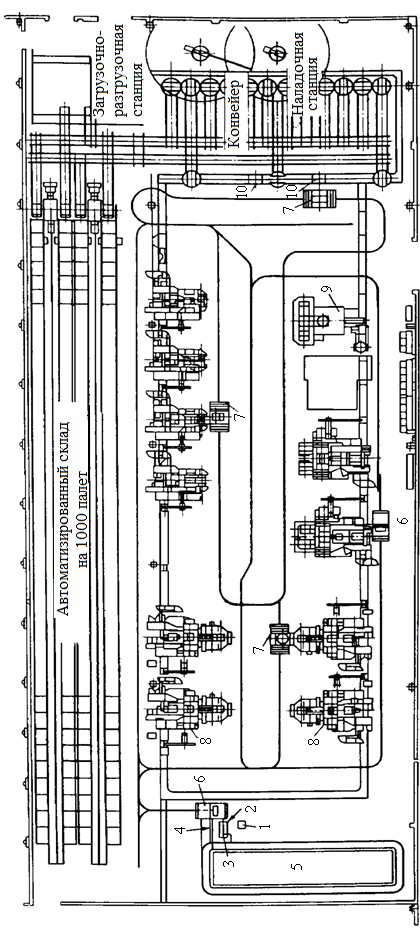
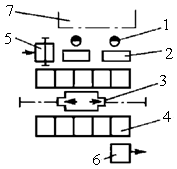
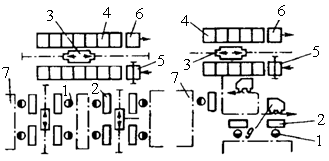
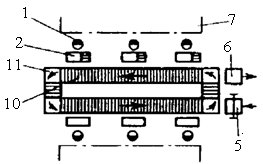
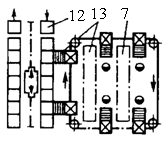
Выбор маршрута перемещения заготовки зависит от того, последовательно она обрабатывается или с возвратом на склад после выполнения операции, что обусловливает прямую или косвенную (через склад) связь оборудования между собой. При прямой связи оборудования детали с помощью перемещающихся средств и подающих устройств транспортируются непосредственно со склада к оборудованию. После обработки на одном станке деталь подается к другому, минуя склад (крупносерийное производство). 8.1. Гибкие автоматические линии Гибкие автоматические линии (ГАЛ) в отличие от традиционной автоматической линии АЛ может переналаживаться на обработку новой детали, а также может перестраиваться на выпуск заранее неизвестных деталей, близких по технологии обработки ранее изготавливаемым деталям. За основу выбора структурно-компоновочных схем ГАЛ принимается групповой технологический процесс обработки. В состав ГАЛ входят различные агрегатные АС и специальные СС станки, объединенные автоматизированной системой управления. Необходимо, чтобы на ГАЛ выполнялось максимум технологических операций для полной обработки детали. Комплексные ГАЛ подразделяют по виду изготавливаемых деталей на линии для производства валов, колец, зубчатых колес, корпусных деталей и т.д. В качестве примера на рис. 15.4 приведена схема ГАЛ. 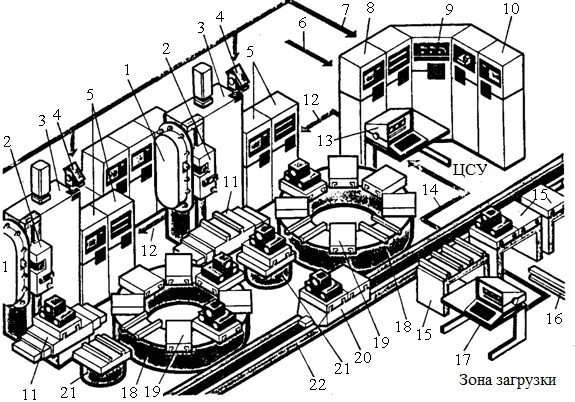 Рис. 15.4. Гибкая автоматическая линия на базе модулей со столами-накопителями Эта же система служит зоной промежуточного складирования обработанных деталей, которые на столах-спутниках доставляются сюда от станочных круговых накопителей тележкой 20. Далее изготовленные детали из зоны промежуточного складирования тележками 16 доставляются в главную складскую систему. Тележки 16 при необходимости подаются к станкам из складской системы, при этом подаются и столы-спутники с палетами режущего инструмента. Доставленные к станкам, они позволяют автоматически заменять режущий инструмент в магазинах станков. Весь рассмотренный комплекс управляется от центральной системы управления (ЦСУ), состоящей из программируемого контроллера 8 с дисплеем 13, символьного контрольного дисплейного устройства 9 и монитора 10. Программируемый контроллер 8 решает общие вопросы программирования работы всего комплекса, ведет сбор и анализ информации о работе всех систем, хранит необходимые подпрограммы, обеспечивает сопряжение отдельных управляющих систем комплекса и координирует их работу, передает данные на ЭВМ высшего уровня, имеющие поворотные столы-накопители, объединенные в единую линию транспортной системы и системы управления. Многоцелевой станок 3 с магазином инструментов 1 и устройством его замены 2 управляется УЧПУ, смонтированным в шкафах 5. УЧПУ состоит из программируемого контроллера и дисплейного блока. Заготовка на стол 11 станка подается закрепленной на столе–спутнике 19 и обрабатывается на нем. Рядом со станком размещен восьмипозиционный круговой накопитель 18, на позициях которого находятся столы-спутники с деталями. Стол-спутник с деталью передается от накопителя на стол станка 11 с помощью погрузочно-разгрузочного поворотного стола 21, который сначала разворачивается в сторону накопителя и принимает стол-спутник. Далее стол поворачивается направляющими в сторону стола 11 и подает стол-спутник на позицию обработки. После обработки детали погрузочно-разгрузочный стол возвращает стол-спутник на накопитель. Для обеспечения накопителей столами-спутниками (с заготовками), передачи этих столов от накопителя одного станка к накопителю другого, приема столов-спутников с обработанными деталями и транспортирования их в зону загрузки служит двухпозиционная автоматическая транспортная тележка 20. Перемещаясь вдоль направляющих 22, тележка подходит к накопителю и передает (принимает) стол со спутником. За один проход тележка может загрузить две позиции накопителей заготовками и принять две обработанные детали или передать две заготовки с одного накопителя на другой. Обработка начинается с зоны загрузки. Сюда из главной складской системы тележки 16 подают заготовки, закрепленные (в зоне склада) на столах-спутниках. Исходная накопительная система 15 позволяет создать запас заготовок. Широкое распространение получили ГАЛ, создаваемые на базе агрегатных станков со сменными шпиндельными коробками для обработки корпусных деталей, со следующим узлами (рис. 15.5): – силовой стол 7, который имеет угольник, оснащенный приводами подачи и вращения, и механизм 1 фиксации и зажима шпиндельных коробок 6; – транспортная система, предназначенная для перемещения шпин-дельных коробок 6 по замкнутой прямоугольной траектории и установки их на угольник силового стола, включающая: секции 3 (с приводными роликами); поворотные столы 5 (с приводными роликами), устанавливаемые в местах изменения направления движения шпиндельных коробок; кантователи 2 и 8, служащие для поворота шпиндельных коробок 6 вокруг горизонтальной оси перед их установкой в рабочую позицию и после снятия с нее; перегружатель, перемещающий шпиндельные коробки из кантователя в рабочую позицию и обратно; – устройство 4 складирования шпиндельных коробок, которое состоит из секций (с приводными роликами) и транспортной тележки, доставляющей шпиндельные коробки со склада на транспортную систему (и обратно); – поворотный делительный стол 9, на который устанавливается обрабатываемая деталь 10. Поворотный стол имеет три позиции: обработки, загрузки и выгрузки детали; – устройство для уборки стружки. 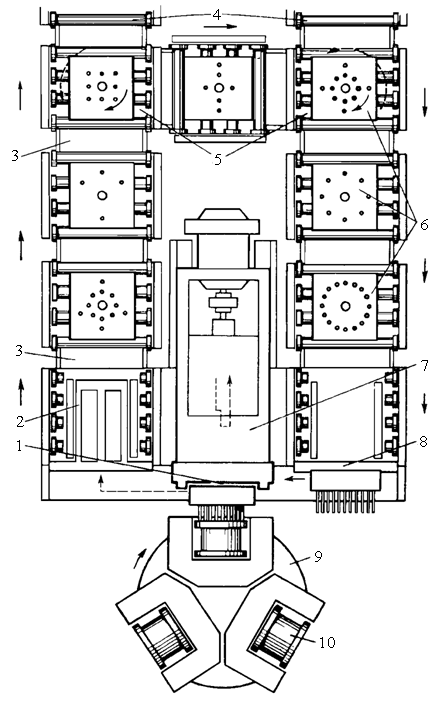 Рис. 15.5. Компоновочная схема агрегатного станка со сменными шпиндельными коробками Пример компоновки ГАЛ со сменными шпиндельными коробками приведен на рис. 15.6. 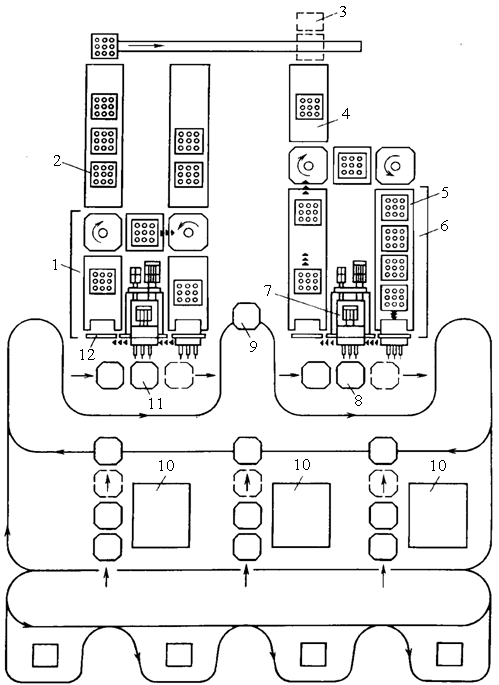 Рис. 15.6. Компоновка ГАЛ со сменными шпиндельными коробками В состав такой линии входят: два комплекта унифицированных узлов 1 и 6 для механообработки, две автоматически действующие секции конвейеров шпиндельных коробок 2 и 4, стеллаж 3 для складирования не используемых в заданном цикле работы шпиндельных коробок, три позиции 10 установки заготовок на зажимные приспособления-спутники, транспортная система автоматической подачи деталей со спутниками на рабочие позиции 11 и 8 (позиция 9 для промежуточного контроля деталей). Комплекты унифицированных узлов имеют силовой стол с редуктором 7 для крепления сменных шпиндельных коробок 5, устройство подачи к силовому столу шпиндельных коробок 12, набор секций конвейеров и поворотных столов. На линии используется до 28 многошпиндельных коробок, которые на спутниках транспортируются в нужный период цикла обработки к силовому узлу, где поочередно автоматически закрепляются. При переналадке новый комплект коробок загружается на конвейер со склада. При необходимости могут быть изготовлены новые шпиндельные коробки и осуществлено перепрограммирование системы управления. 8.2. Гибкие автоматизированные участки В настоящее время наибольшее распространение получили ГАУ, обрабатывающие отдельно корпусные детали и отдельно тела вращения. На рис 15.7 приведена структурно-компоновочная схема ГАУ для обработки корпусных деталей. Компоновке такого участка характерна разветвленная трасса транспортной системы, позволяющая создать более компактные планировки мощными складами спутников и инструмента. В таком ГАУ автоматизированный склад используют для хранения заготовок, зажимных приспособлений и обработанных деталей незавершенного производства. Передача материалов на склад и со склада на конвейер наладочной станции выполняется автоматизированным краном-штабелером. Конвейер соединяет склад с шестью наладочными станциями, на которых шесть операторов загружают палеты с заготовками в зажимные приспособления для обработки на ГПМ. Наладочные станции имеют дисплеи, на которых высвечивается графическое изображение зажимного приспособления и поэтапная процедура наладки. Установленные в зажимные приспособления заготовки возвращаются на склад, где система управления присваивает им кодовый номер. Это позволяет затем использовать заготовки во вторую и третью смену в режиме безлюдной технологии. По вызову спутника с заготовками транспортируется со склада с помощью конвейера на одну из двух загрузочных позиций. В этих позициях выполняется установка палет на автоматизированную тележку, которая перемещается к ГПМ. ГАУ обслуживают три тележки с индуктивным управлением. Все десять ГПМ оснащены сменяемыми инструментальными магазинами. Система управления инструментом обеспечивает возможность перемещения дисков с комплектом инструментов со склада к любому из ГПМ. Устройство выбора закодированного инструмента забирает его со склада и передает в буферный накопитель (сменный диск на пять комплектов по три инструмента в каждом).
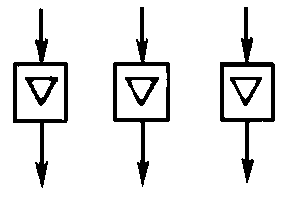
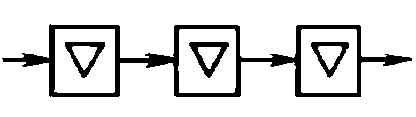
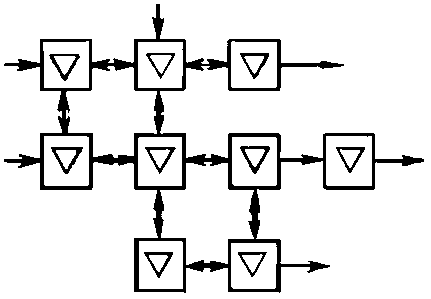
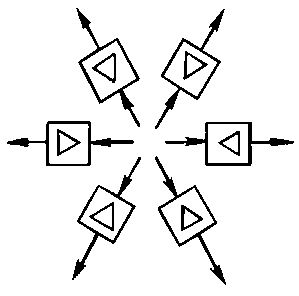
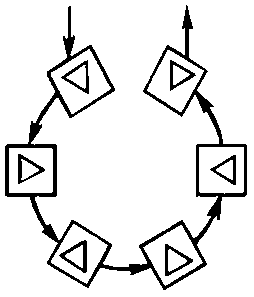
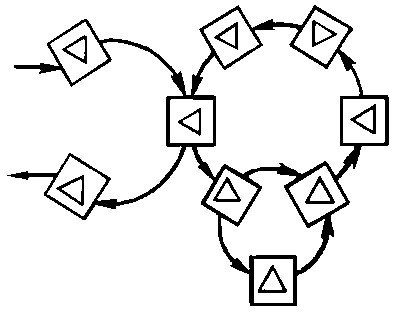
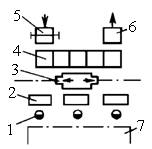
После комплектования инструментов в буферном накопителе эти комплекты передаются в инструментальный магазин ГПМ на автоматизированных тележках. Для транспортирования инструментов в системе используются две автоматизированные тележки. Эти тележки обслуживают ГПМ с тыльной стороны, тогда как заготовки подаются на станок с передней стороны. Каждый ГПМ оснащен устройством для автоматической смены комплектов инструментов, которое заменяет комплект с затупившимся инструментом на новый, транспортируемый автоматизированной тележкой. Затупившиеся или сломанные инструменты транспортируются в накопительную зону инструментального склада, но не на склад. Во время работы в режиме безлюдной технологии в этой зоне скапливаются все затупившиеся и сломанные инструменты, снятые с ГПМ. Соответствующее обслуживание, ремонт, затачивание и настройка инструментов осуществляется оператором в зоне предварительной настройки инструментов. Оператор-инструментальщик затачивает затупившиеся инструменты, вводит в систему новые и устраняет сломанные. Устройство для предварительной настройки инструментов соединено с системой управления для ввода коррекции длины и диаметра инструментов. Датчик идентифицирует инструмент по штриховому коду, нанесенному на хвостовик, проверяя, относится ли информация о коррекции длины и радиуса к данному инструменту. 8.3. Автоматизированные транспортно-складские системы ГПС Основные технологические функции АТСС заключаются в организации накопления и перемещения обрабатываемых изделий в ГПС и их подачи к модулям обработки. В качестве АТСС применяются как средства непрерывного транспорта (конвейеры), так и автоматические механизмы циклического действия (передаточные тележки, краны-штабелеры). При увеличении серийности основного производства расширяются возможности использования конвейерного оборудования, а с ее уменьшением – автоматических тележек различного типа. При значительной емкости накопительных устройств используются стеллажи, обслуживаемые кранами-штабелерами. Из конвейерных систем при небольшой требуемой емкости формируются буферные накопители или накопители у рабочих позиций. Детали типа тел вращения, как правило, укладываются в тару. Корпусные детали закрепляются на специальных спутниках. АТСС могут быть использованы на разных уровнях, в том числе внутриоперационном и межоперационном, внутриучастковом и межучастковом, внутрицеховом и межцеховом и т.д. На уровне ГПМ применяются накопители, транспортно-складская тара для хранения предметов труда, модульные устройства для автоматической подачи заготовок и возврата деталей, инструментов и приспособлений, подачи смазочных и охлаждающих жидкостей, накопления и подачи вспомогательных материалов, удаления отходов и т.д. На уровне гибких автоматизированных линий и участков дополнительно применяются модули транспортирования заготовок и деталей, автоматические склады для хранения штучных грузов, полуфабрикатов и готовых изделий до передачи их на другие участки и пр. На уровне гибкого автоматизированного цеха и завода дополнительно используются конвейеры, транспортеры, подвесные дороги, общецеховые и общезаводские автоматические склады с устройствами обработки входящих и выходящих грузов, предназначенные для хранения сырья, материалов, инструментов, полуфабрикатов, комплектующих изделий, готовой продукции, сборочных комплектов и т.п. На всех уровнях модули АТСС и их компоненты несут технологические функции сглаживания дискретности или неравномерного ритма работы оборудования, организации и формирования материальных транспортных потоков, существенным образом влияя на технологическую компоновку ГПС в целом. По основному функциональному назначению и конструктивным особенностям модули АТСС могут быть разделены на автоматические склады, штабелирующее оборудование, перегрузочные и загрузочно-разгрузочные устройства, накопители, транспортные роботы, конвейеры и подвесные дороги (рис. 15.8). Автоматические склады предназначены для накопления исходного сырья, заготовок, готовых изделий, тары, хранения инструментов и приспособлений, временного хранения отходов. Основными компонентами автоматических складов являются стеллажные конструкции, штабелирующие устройства, транспортно-складская тара, контрольные устройства габаритов и массы, загрузочно-разгрузочные и перегрузочные устройства, технические средства систем автоматического управления складами. Роботы-штабелеры транспортируют грузовые единицы; загружают и выгружают стеллажи, приемные устройства технологического оборудования, транспортные механизмы; распределяют грузовые единицы между основным технологическим оборудованием. В их состав могут входить автоматические краны-штабелеры, мостовые краны и др. Накопители предназначаются для накопления грузовых единиц перед технологическим оборудованием, создания технологических заделов, необходимых для ритмичной и бесперебойной работы оборудования, сглаживания нарушений технологического ритма. В качестве накопителей могут быть использованы также приемные устройства, транспортные устройства (например, конвейерные накопительные линии, набираемые из отдельных секций) и др. 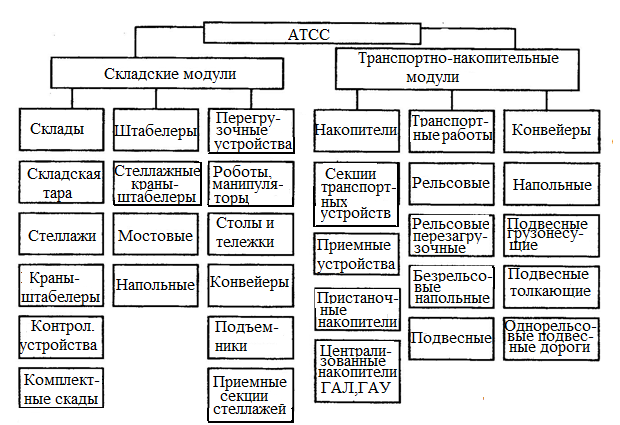 Рис. 15.8. Структура АТСС Перегрузочные и загрузочно-разгрузочные устройства позволяют изменять направление движения грузовой единицы без ее поворота, поворачивать грузовую единицу на 90…360°, загружать и выгружать краны-штабелеры, транспортные роботы, конвейерные механизмы, связывать между собой погрузочно-разгрузочное транспортное и технологическое оборудование. Транспортные роботы (рельсовые) транспортируют грузовые единицы, загружают и выгружают приемные устройства технологического оборудования, транспортные механизмы, распределяют грузовые единицы между основным технологическим оборудованием. Транспортно-перегрузочные рельсовые роботы предназначены для межоперационного транспортирования грузовых единиц, автоматической загрузки (разгрузки) конвейеров, штабелирования грузовых единиц. Транспортно-перегрузочные напольные (конвейерные) роботы предназначены для автоматической загрузки (разгрузки) тары на движущийся подвесной транспорт по заданной программе, транспортирования и накопления грузовых единиц. Автоматические безрельсовые транспортные средства (робокары) позволяют осуществить транспортирование грузов с автоматического склада к модулям обработки и обратно по командам центральной ЭВМ или бортового компьютера. Конвейеры и подвесные дороги могут быть цепными, роликовыми, ленточными, подвесными и напольными, с автоматическим адресованием и др. Их основными функциями являются транспортирование и накопление грузовых единиц. Типовая схема компоновок АТСС приведена на рис. 15.9, которая включает: 1 – робот (оператор); 2 – приемное устройство; 3 – кран-штабелер; 4 – стеллаж; 5 – контрольное устройство; 6 – участок разгрузки; 7 – технологическое оборудование; 8 – передаточная тележка; 9 – электро-робокар; 10 – роликовый конвейер; 11 – поворотный стол; 12 – кон-вейерный напольный манипулятор; 13 – подвесной грузонесущий кон-вейер; 14 – однорельсовая дорога; 15 – подвесной толкающий конвейер; 16 – опускная секция; 17 – конвейерный подвесной манипулятор. При линейном расположении оборудования на базе кранов-штабелеров и напольного оборудования (рис. 15.9, а) АТСС работает следующим образом: заготовки, готовые детали и технологическая оснастка укладываются в тару вне АТСС. Затем тара проходит контрольное устройство и поступает на загрузочный цепной конвейер к крану-штабелеру, который устанавливает ее в свободную ячейку стеллажа. Система управления отыскивает нужную ячейку стеллажа с тарой, кран-штабелер забирает эту тару и устанавливает на приемное устройство рабочего места у станка. Далее кран-штабелер забирает тару с обработанными деталями с приемного устройства рабочего места и устанавливает ее либо в свободную ячейку стеллажа, либо отправляет по другому адресу. На технологическое оборудование детали и тара подаются роботами, манипуляторами или вручную, если оборудование для подачи деталей из тары не входит в состав АТСС. Работа АТСС многорядного типа (рис. 15.9, б) отличается тем, что грузовые единицы распределяются по приемным устройствам электроробокарами. В АТСС кольцевого типа (рис. 15.9, в) межоперационное накопление и транспортирование грузовых единиц осуществляются на кольцевом конвейере, по периферии которого расположены приемные устройства станков. В АТСС многорядного типа (рис. 15.9, г) грузовые единицы распределяются в приемные устройства рабочих мест станков с помощью подвесного транспорта (подвесной грузонесущий или толкающий конвейеры, монорельсовая дорога). Такие системы АТСС характеризуются высокой интенсивностью грузопотоков и небольшим числом номенклатуры заготовок.
В АТСС кольцевого типа (см. рис. 15.9, д) межоперационное накопление грузовых единиц может осуществляться и в кольцевых подвесных конвейерных линий, которые, как правило, перемещают штучные грузы. Широкое распространение в АТСС получили самоходные транспортные тележки (электроробокары), которые имеют различные маршруты и транспортируют разные детали и заготовки. Складские системы предназначены для хранения у станков или на участке необходимого количества заготовок, инструмента, оснастки, сменных узлов и других компонентов материального потока. Хранение может быть централизованным, когда имеется общий склад для всей ГПС, децентрализованным, когда материалы хранятся у станков, и комбинированным, сочетающим особенности того и другого складирования. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1. Металлорежущие станки: учебник: в 2 т. / Т.М. Авраамова, В.В. Бушуев, Л.Я. Галовой и др.; под ред. В.В. Бушуева. – М.: Машиностроение, 2011. – Т. 1. – 608 с. 2. Металлорежущие станки: учебник: в 2 т. / В.В. Бушуев, А.В. Еремин, А.А. Какойло и др.; под ред. В.В. Бушуева. – М.: Машиностроение, 2011. – Т. 2. – 586 с. 3. Федотёнок, А.А. Кинематическая структура металлорежущих станков / А.А. Федотёнок. – М: Машиностроение, 1970. – 403 с. 4. Ачеркан, Н.С. Металлорежущие станки / Н.С. Ачеркан, А.А. Гаврюшин. – М: Машиностроение, 1965. – 764 с. 5. Мильштейн, М.З. Нарезание зубчатых колёс / М.З. Мильштейн. – М: Высшая школа, 1972. – 272 с. 6. Гальперин, Е.И. Наладка зубофрезерных станков / Е.И. Гальперин.– М.; Киев: Машгиз, 1960. – 215 с. 7. Кучер, А.М. Металлорежущие станки / А.М. Кучер, М.М. Киватицкий, А.А. Покровский. – М.: Машиностроение, 1972. – 305 с. 8. Металлорежущие станки: учебник / под ред. В.К. Тепинкичиева. – М.: Машиностроение, 1973. – 256 с. 9. Головин Г.М. Кинематика станков / Г.М. Головин. – М.: МВТУ им. Баумана, 1946, Ч.1. – 10. Металлорежущие станки: учебник: в 2 т / Н.С.Ачеркан, А.А. Гаврюшин, В.В. Ермаков и др.; под ред. Н.С. Ачеркан. – М.: Машиностроение, 1965. – Т.1. – 11. Кедринский, В.Н. Станки для обработки конических зубчатых колес / В.Н. Кедринский, К.М. Писманик. – М.: Машиностроение, 1967. – ОГЛАВЛЕНИЕВВЕДЕНИЕ 3 ОГЛАВЛЕНИЕ 163 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||