Поликристаллических телах ближний порядок, а в аморфных, например стекле
 Скачать 302.31 Kb. Скачать 302.31 Kb.
|

|
Задача 1.6. Наименьшая энергоемкость при удалении материала в расплавлен- ном состоянии. Электроэрозионной обработкой (см. п. 2.3) в стальной заготовке требуется создать выемку размерами 5510 см. Объем материала, удаленного с заготовки, Vв = 5 510 см3 = 2,510–4 м3. Оценить наименьшие затраты энергии на удаление такого объема, полагая, что материал переводится в расплав. Свойства стали можно принять такими же, как у железа. В частности, удельная плотность ж = 7,9103 кг/м3 и, значит, масса удален- ного металла mв = жVв = 7,91032,510–4 = 1,98 кг. Наименьшие затраты энергии Wmin слагаются из теплоты, необходимой для нагрева железа до температуры плавления, и теплоты плавления. Пусть началь- ная температура заготовки 0 = 20C, средняя удельная теплоемкость железа cж = 0,46103 Дж/(кгК), температура плавления пл = 1530C, удельная теплота плавления Hпл = 2,90105 Дж/кг. Тогда наименьшие затраты энергии Wmin = mв[cж(пл – 0) + Hпл] = 1,98[0,46103(1530 – 20) + 2,90105] = = 1,98[0,69106 + 2,9105] = 1,98 0,98106 = 1,94106 Дж = 6,98 кВтч. Удельная объемная энергоемкость Удаляемое вещество приобретает и дополнительную энергию, например, при дроблении материала возможны его нагрев, ускорение, деформация, а при съеме в расплавленном состоянии капли вещества перегреваются, ускоряются и закручи- ваются. Наибольший вклад в энергоемкость вносит нагрев. Часть энергии может затрачиваться и на ненужные процессы в самой детали, например нагрев или де- формацию, а также в частях оборудования. 32 ГЛАВА 1. ОБЩИЕ СВОЙСТВА ПРОЦЕССОВ ОБРАБОТКИ ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ В ЭФЭХПО основные воздействия на заготовку созданы с помощью электромагнитных явлений, порождаемых током, электрическим, магнитным или электромагнитным полем. ЭФЭХПО — «царство» электромагнетизма. Возможна как неразмерная об-работка, так и размерная. Подавая определенные основные воздействия, размер- ную обработку можно осуществить электрофизико-химическим процессом, причем любыми физико-химическим методом (см. п. 1.4) и геометрическим классом (см. п. 1.5). ЭФЭХПО, в которых «задействованы» почти вся физика, много химии и много- много математики, разделены на три группы. Электрофизические, основанные на явлениях, протекание которых опреде- ляется физическими свойствами вещества, например электро- или теплопроводно- стью, оптическими величинами. Электрохимические, основанные на явлениях переноса электриче- ского заряда через границу раздела сред с ионной проводимостью. Протекание этих процессов определяется индивидуальными свойствами ве- ществ. Формообразование съемом происходит при размерной электрохимическойобработке (см. гл. 3), которая относится к совмещенному методу: атомы веще- ства заготовки преобразуются в ионы, вступающие в химические связи с ионами рабочей среды. Комбинированные, принцип работы которых основан на сочетании механических, электрофизических и электрохимических воздействий. К ЭФЭХПО традиционно не относят «древние» процессы электросварочной тех- нологии, гальванопластики и гальваностегии (см. п. 9.5). ЭФЭХПО выполняют примерно 2% от всех работ с материалами. На первый взгляд их вклад невелик, но в основном он касается инструментального обеспече- ния и важнейших задач, которые не могут быть решены иначе. 1.8. ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ 33 Недостатки данных процессов: повышенная энергоемкость; сложность техно- логического оборудования и необходимость его отдельного размещения; специфи- ческое состояние продуктов обработки; малодоступность надежного информацион- ного обеспечения; высокая наукоемкость, потребность в квалифицированных спе- циалистах; особые меры обеспечения безопасности, охраны окружающей среды, организации технологического процесса. ЭФЭХПО получают детали из твердых, вязких или хрупких материалов или детали из обычных материалов, но сложной формы, тонкостенные, с труднодо- ступными местами. Эти процессы участвуют в создании огромных «изделий» — авианосцев, самолетов, ускорителей, антенн, а также изделий с приставкой «нано». Как видно, переплелись «жизненные пути» ЭФЭХПОи нанотехнологии. С одной стороны, с помощью ЭФЭХПО изготовляют нанооборудование и нанопро- дукцию. А с другой — материалы, содержащие наночастицы, обрабатывают этими же процессами. ЭФЭХПО освоены также при восстановлении и ремонте деталей, заготовок, ин- струментов, утилизации тех из них, которые уже не «оживить». ЭФЭХПО легко согласуются с цифровыми средствами управления и отображения информации — «братьями по крови», т. е. также электромагнитными. ЭФЭХПОзавоевали свое место в современных технологических системах, их внедрение повышает уровень технологии предприятия. Многие из них «прошли» через жесткие требования со стороны экономики, техники безопасности, охраны окружающей среды, сбережения материалов и энергии. Эти процессы удачно вписываются в новый технологический уклад, который уже давно «стучится в двери» нашей цивилизации. Этот уклад основан на роботиза- ции, сетевой информатизации, миниатюризации продукции, разукрупнении пред- приятий, индивидуализации потребления и др. Задача 1.7. Оценка действительной энергоемкости процесса. Определить мощность потребления энергии процессом Pэ. х и мощность, потре- бляемую станком от сети Pст, КПД выпрямителя . Подсчитать энергию Wст, потре- бленную от сети, если станок работал в течение Tраб = 1 ч. Оценить удельную массо- вую энергоемкость обработки, пренебрегая прочими затратами энергии, если за это время с заготовок был удален металл массой mз = 0,7 кг. Мощность самого процесса — это мощность постоянного тока: Pэ. х = Uэ. хIэ. х = 151000 = 15 000 Вт = 15 кВт. 34 ГЛАВА 1. ОБЩИЕ СВОЙСТВА ПРОЦЕССОВ ОБРАБОТКИ Входная мощность выпрямителя (станка) — это активная мощность трехфазно- го тока сети: КПД выпрямителя: = Pэ. х/Pст = 15 000/16 900 0,89. Энергия, потребленная станком за время работы Tраб = 1 ч: Wст = TрабPст = 116,9 16,9 кВтч. Wуд = Wст/mз = 16,9/0,7 24,1 кВтч/кг. Освоение ЭФЭХПОвыявило общее во всех процессах обработки. Любой из них, в котором применен инструмент, характеризуется кинематиче-скойсхемой, показывающей поступательные, вращательные и колебательные пе- ремещения инструмента и заготовки. Подобными схемами описывают и потоковые процессы (см. п. 6.1). На точность обработки влияет ряд одинаковых «общестаночных» причин, в том числе погрешности установки инструмента и заготовки, вибрации, изменения раз- меров заготовок и деталей станка вследствие деформаций, нагрева и др. Стало явным и отличие ЭФЭХПОот традиционных процессов. Например, обрабатываемость ЭФЭХПОопределяется не механическими свой- ствами инструмента, а более общими характеристиками воздействий, в том числе плотностью потока энергии. Если при резании плотность потока энергии состав- ляет 106–109 Вт/м2, то при ЭФЭХПОона достигает 1012 Вт/м2. Целевые воздействия на заготовку создают организацией взаимосвязанных подпроцессов, обеспечивающих: подачу воздействий на заготовку, преобразо- вание материала в нужное состояние, выведение и подвод участников такого преобразования, отвод теплоты. Эта организация описывается принципом дей- ствия, показывающим, как физико-химический метод и геометрический класс обеспечивают достижение поставленной цели. «Беспринципных» процессов не бывает! Технологичностьдетали по отношению к ЭФЭХПОопределяется сово- купностью ее особых свойств, не всегда только механических. Ряд ЭФЭХПО отличается сложной структурой. Показатели процесса зависят от большого числа величин, задающих условия и режим обработки. Некоторые про- цессы относят к наукоемким технологиям, для освоения которых нужны глубокие знания протекающих явлений. Эти знания заложены в моделях процессов, составляющих основу информаци- онного обеспечения производства. Познавательные модели строят на основе естественнонаучных законов физи- ки, химии, математики. Так описывают сравнительно «чистые» процессы для иде- альных условий. Подобные модели полезны для оценки возможностей ЭФЭХПО, ЭЛЕКТРОФИЗИЧЕСКИЕ И ЭЛЕКТРОХИМИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ 35 но не пригодны для решения технологических задач в неопределенных условиях обработки. ЭФЭХПО протекают при сильных воздействиях на материалы, когда состояние вещества далеко от равновесного. Поэтому зависимости одних величин от других и точные модели процессов, как правило, нелинейные. Их трудно рассчитать теоре- тически. Технологические модели задают связь «выход — вход», т. е. зависимости конеч- ных и интегральных показателей p1, ..., pK от величин s1, ..., sN, описывающих усло- вия и установившийся режим обработки. Например, зависимость некоторого k-го показателя pk от этих величин обозначе- на pk = pk(s1, ..., sN). Малое изменение этого показателя определяется первыми про- изводными этой функции и приращениями величин s1, ..., sN: N pk pk s sn. (1.4) 1 n pk = 0. Подобные модели задают математические связи между величинами в общем виде или только для определенных условий и режимов. Важно знать, как изменяет- ся показатель, например pk, с ростом некоторой величины sn (рис. 1.9): увеличивает- ся (1), уменьшается (2), не изменяется (3), достигает 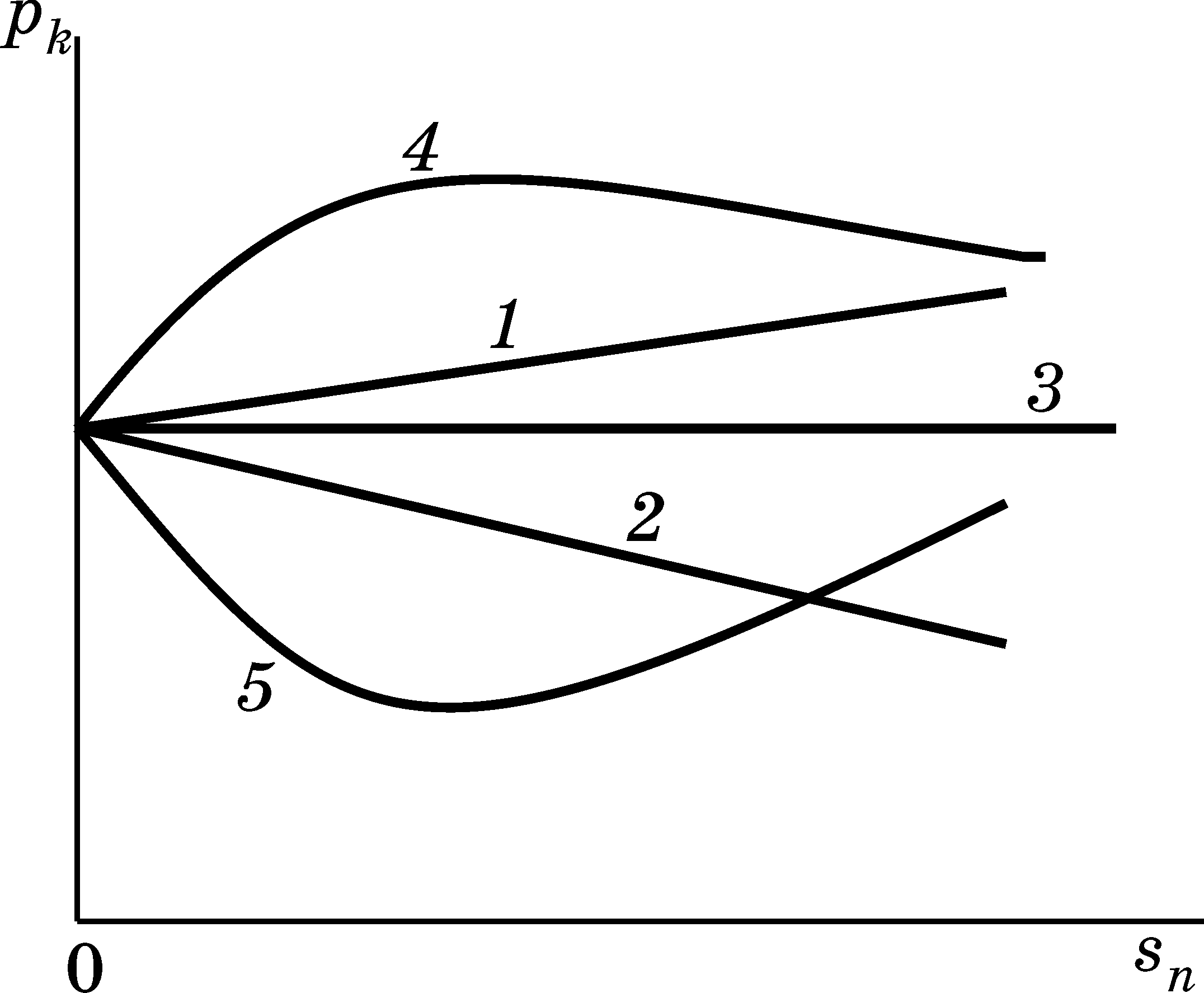 максимума (4) или минимума (5). максимума (4) или минимума (5).Такие зависимости следуют из «словесной» кар- тины процесса, построенной с применением теории нечетких множеств. При работе с оборудованием вид подобных зависимостей надо держать «в голо- ве». Рис. 1.9 Виды простейших зависимостей pk(sn) изменяются, то пригодны линейные зависимости. При более широких пределах изменения показатель представляют произведением величин s1, ..., sN в со- ответствующих степенях. Один из показателей pk — погрешность детали, обычно определяемая большим числом величин s1, ..., sN. Чтобы повысить точность при изготовлении партии де- талей, надо среди всех составляющих погрешности, порожденных разными причи- нами, найти постоянные систематические, закономерно изменяемые и случайные. Если стабилизировать процесс, то можно получить партию одинаковых деталей- «близнецов». Для очень сложных процессов качественные зависимости находят, применяя правила теории размерностей. По технологическим моделям разрабатывают алгоритмы и программы управле- ния жизнью изделия, в том числе и при производстве ее деталей. Эти модели необ- ходимы при выборе процесса обработки и оборудования, подготовке и управлении 36 ГЛАВА 1. ОБЩИЕ СВОЙСТВА ПРОЦЕССОВ ОБРАБОТКИ процессом, его оптимизации, совершенствовании, при диагностировании устано- вок и т. п. Основные ЭФЭХПО и оборудование успешно завершили «оцифровывание», со- держат самые современные устройства. |