Разработка мини-цеха по волочению проволоки. Пояснительная записка 52 с., 18 рис., 17 табл., 12 источников, приложения отсутствуют
 Скачать 2.75 Mb. Скачать 2.75 Mb.
|

 Министерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное Учреждение высшего профессионального образования «Комсомольский-на-Амуре государственный Технический университет» Кафедра Специальность 150106 – «Обработка металлов давлением» К ЗАЩИТЕ ДОПУСКАЮ Заведующий кафедрой ПОЯСНИТЕЛЬНАЯ ЗАПИСКА К ДИПЛОМНОМУ ПРОЕКТУ Разработка мини-цеха по волочению Н. КОНТР. РУКОВОДИТЕЛЬ __________ __________ КОНСУЛЬТАНТЫ СТУДЕНТ группы _________ ____________ _________ РЕЦЕНЗЕНТ___ 2013 Аннотация Разработка мини-цеха по волочению Пояснительная записка 52 с., 18 рис., 17 табл., 12 источников, приложения отсутствуют Разработан мини-цеха по волочению проволоки, проведен анализ существующих методов волочения проволоки, выбран метод волочения и оборудование для процесса волочения. Рассчитана площадь цеха, количество работников. Разработана планировка цеха с лучшим расположением оборудования и помещений. Abstract Development of mini-shop on drawing The explanatory note of 52 pages, 18 fig., 17 tab., 12 sources, appendices are absent It is developed mini-shops on wire drawing, the analysis of existing methods of drawing of a wire is carried out, the method of drawing and the equipment for drawing process is chosen. The shop area, number of workers is calculated. Shop planning with the best arrangement of the equipment and rooms is developed. Содержание Введение…………………………………………………………………..4
3.1 Организация производства в цехе………………………………32 3.2 Расчет количества оборудования……………….……………....36 3.3 Организация технического контроля……………….…………..36 3.4 Расчет площади цеха и его планировка…………….………..…37 3.5 Экономическое обоснование проекта……………….………….38 4 Мероприятия по охране труда и окружающей среды………………41 4.1 Охрана труда……………………………………………………..44 4.2 Охрана окружающей среды………………………………….….48 Заключение……………………………………………………………….50 Список использованных источников……………………………………51 Проволока находит самое широкое применение во всех отраслях промышленности, сельском хозяйстве и других сферах жизни и деятельности человека. Применяется она в виде как готовых изделий (электрические и телеграфные провода, проволока для армирования железобетонных конструкций промышленного и гражданского назначения, обвязочный и упаковочный материал и пр.), так и полуфабриката для производства целого ряда метизов: стальные канаты, сварные и тканые сетки, гвозди, шурупы, детали машин, проволочно-кабельные изделия и др. Проволоку изготовляют в широком ассортименте из самых различных черных и цветных металлов и сплавов, с разными механическими и физико-химическими свойствами. Для каждого вида и размера проволоки требуется определенная технология изготовления и соответствующее оборудование. В настоящее время парк волочильных машин для производства проволоки большинства российских заводов, состоит в основном из машин магазинного типа, известных у нас под торговой маркой «Скет», которые централизованно поставлялись на наши заводы по линии СЭВ. Сейчас все предприятия имеют возможность самостоятельно выбирать и закупать оборудования любой фирмы на мировом рынке для производства проволоки. И главная трудность выбора заключается в том, что специалисты заводов, хорошо знающие только машины «Скет», слабо представляют рынок современных волочильных машин для производства проволоки.Изм. Лист № докум. Подп. Дата Лист 4 Разраб. Пров. Н. Контр. Утв. Введение Лит. Листов 52 Анализ сортаментаИзм. Лист № докум. Подп. Дата Лист 5 Разраб. Пров. Реценз. Н. Контр. Утв. 1 Анализ объекта производства Лит. Листов 52 ГОСТ 2771-81 устанавливает сортамент и предельные отклонения холоднотянутой проволоки круглого сечения без покрытия диаметром от 0,009 до 16,0 мм. Номинальный диаметр проволоки должен соответствовать указанным на рисунке 1 и в табл. 1.  Рис.1 – Сечение проволоки Таблица 1 – Номинальный диаметр проволоки
Изм. Дата № докум. Лист Лист Подп. 6 В стандартах и технических условиях на конкретные виды проволоки номинальные диаметры устанавливаются в зависимости от требуемой точности округлением до первого или второго десятичного знака числовых значений табл. 1. По требованию потребителя допускается в стандартах и технических условиях на проволоку, предназначенную для накатки и нарезания резьбы, холодной высадки и других целей, устанавливать номинальные диаметры, не предусмотренные табл. 1. Предельные отклонения номинальных диаметров проволоки в зависимости от поля допуска и точности изготовления должны соответствовать табл. 2 и 3. Таблица 2 – Предельные отклонения номинальных диаметров проволоки
Изм. Дата № докум. Лист Лист Подп. 7 Таблица 3 – Предельные отклонения номинальных диаметров проволоки
Овальность проволоки не должна превышать половины поля допуска по диаметру. В стандартах и технических условиях на проволоку общего назначения допускается повышенная овальность при условии, что она не выводит проволоку за предельные отклонения по диаметру. Предельные отклонения в стандартах и технических условиях на конкретные виды проволоки могут задаваться числовыми значениями по табл. 2 и 3 и обозначением, которое включает поле допуска (h или js) и квалитет. Минусовые предельные отклонения обозначаются h3, h4, .. ., hl2, двухсторонние js5, js6, ..., jsl2.
Ст3сп - сталь конструкционная углеродистая обыкновенного качества. Плотность стали 7850 кг/м3. Свойства стали представлены в таблицах 4, 5 Изм. Дата № докум. Лист Лист Подп. 8 Таблица 4 – Химический состав Ст3сп
Таблица 5 – Технологические свойства
В качестве исходного материала для волочения используют катанку из Ст3сп диаметром 6,5 мм. Механические свойства проката при растяжении, а также условия испытаний на изгиб должны соответствовать нормам, приведенным в табл. 6. Таблица 6 – Механические свойства проката
Изм. Дата № докум. Лист Лист Подп. 9 Ударная вязкость проката соответствует приведенной в табл. 7. Таблица 7 – Ударная вязкость проката
Катанку производят на стане 170. Температура нагрева заготовок составляет Т0 = 1150 oС. Для этих условий скорость прокатки в чистовой клети составляет Vпр = 70 м/с, а суммарная вытяжка металла при прокатке μоб = 461,6. Охлаждение катанки происходит на воздухе
Основной структурной составляющей низкоуглеродистых сталей является феррит. Сочетание высоких прочностных и пластических свойств катанки достигается за счет формирования во время горячей деформации мелкозернистой ферритной структуры. Для этого режимы горячей прокатки и регулируемого охлаждения на сортовом стане подбирают таким образом, чтобы получить однородную по величине зерна микроструктуру (рис.2), что позволит обеспечить необходимый уровень прочностных и пластических свойств катанки. 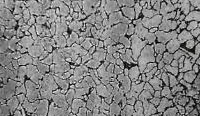 Х 500 Рис. 2 – Микроструктура стали Изм. Лист № докум. Подп. Дата Лист 10 Разраб. Пров. Реценз. Н. Контр. Утв. 2. Разработка технологического процесса волочения Лит. Листов 52 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||