Разработка мини-цеха по волочению проволоки. Пояснительная записка 52 с., 18 рис., 17 табл., 12 источников, приложения отсутствуют
 Скачать 2.75 Mb. Скачать 2.75 Mb.
|

|
3.5 Расчет площади цеха и его планировка Площади цеха первоначально определяют по показателям выпуска продукции. В дальнейшем уточняют при разработке компоновки и планировки цеха. Распределение площадей по отдельным категориям рекомендуется производить в соответствии с классификацией, приведенной ниже. Изм. Дата № докум. Лист Лист Подп. 39 Производственные площади. К этой категории относится отделение в котором проводят процесс волочения. Площадь производственного помещения определяется по формуле  где SП – площадь производственного помещения, м2; n – количество оборудования; Sо – площадь оборудования, м2 .  Вспомогательные площади. К этой категории относят площади: отделения подготовки материалов (в случае размещения при цехе). Относят площади: вентиляционных установок, насосных станций и другого вспомогательного оборудования и сооружений, входящих в комплект оборудования; силовых трансформаторных подстанций; пультов управления общецеховыми системами транспорта; ремонтных служб цеха (механо- и электроремонтных); цеховых лабораторий. Складские помещения цеха относят также к вспомогательным. При цехе могут быть следующие склады: склад материалов, склад готовой продукции, склад деталей, склад приспособлений. Основной задачей цеховых складов является обеспечение нормального хода производства. В комплекс цеховых складов входят склад заготовок, готовых изделий. Площадь склада заготовок и готовых изделий S определяется по формуле Изм. Дата № докум. Лист Лист Подп. 40  где S – площадь склада, м2 Q – масса заготовок, обрабатываемых в цехе в течение года, т; t- запас хранения заготовок, дни; D – число рабочих дней в году, D = 253 дня; q - средняя грузонапряженность площади склада, т/м2; k- коэффициент использования площади склада, учитывающий проходы и проезды; при использовании напольного транспорта k=0,4. Склад заготовок составит  Склад готовой продукции составит  Бытовые помещения, санузлы, общецеховые конторы и конторы мастеров; Имеющиеся в цехе проезды и проходы включают в состав площади цеха Площадь раздевалки определяется в зависимости от количества рабочих. В цехе работает 5 рабочих. Площадь раздевалки составит 9 м2 Комната отдыха определяется от количества работников цеха. В цехе работает 9 человек. Площадь комнаты отдыха 12 м2 Изм. Дата № докум. Лист Лист Подп. 41 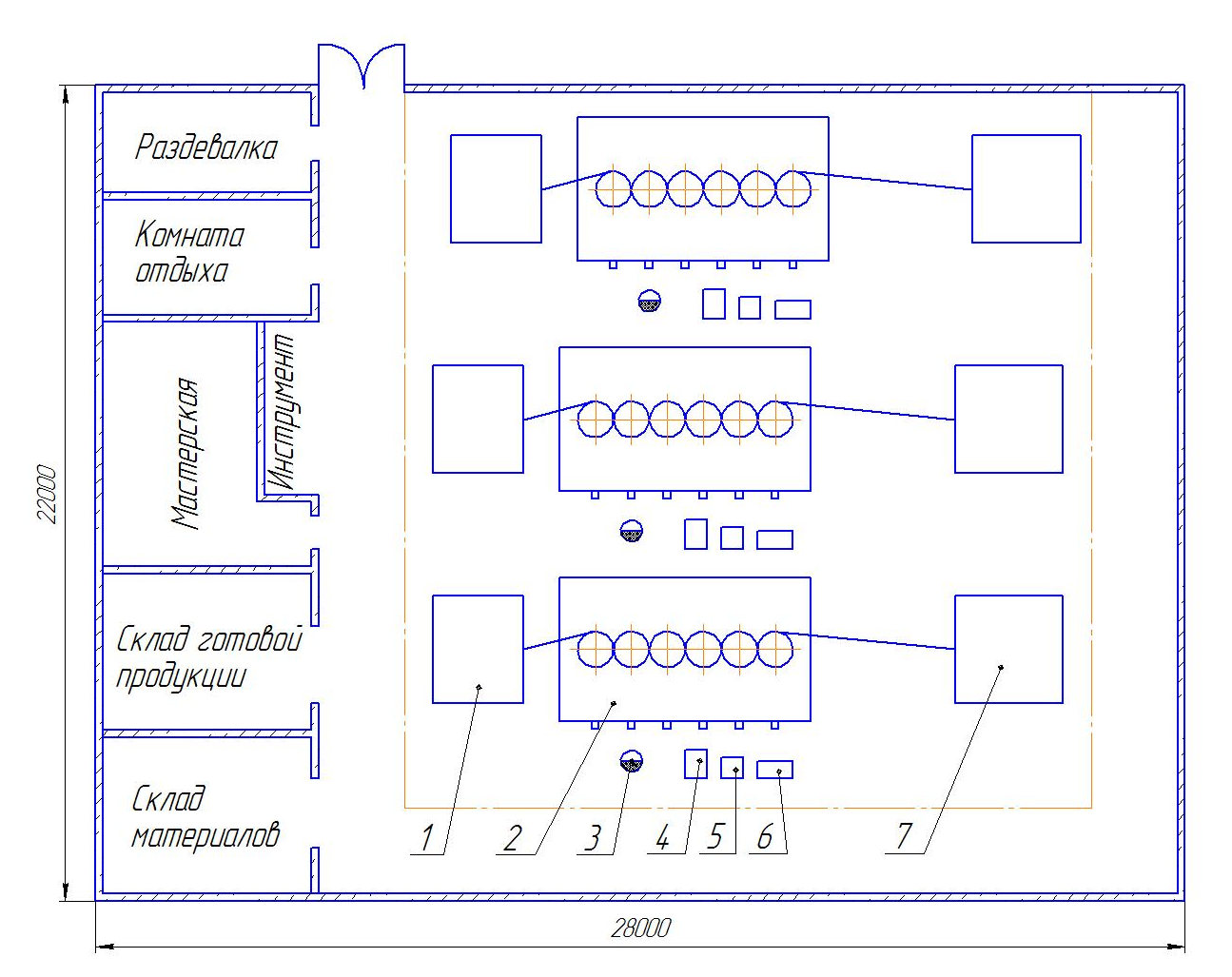 1 — инерционный намоточный аппарат; 2 – волочильный стан; 3 – рабочий; 4— пульт управления; 5 — столик с абразивным кругом и стационарными ножницами; 6 — сварочный аппарат; 7 — инерционное размоточное устройство с катушек. Рис. 18 – Планировка мини-цеха волочения проволоки 3.6 Экономическое обоснование проекта Критерием хозрасчетной эффективности использования нового технического решения на предприятии является рост прибыли, кото рый, в общем случае, подсчитывают по фор муле  Изм. Дата № докум. Лист Лист Подп. 42 где Ц - цена единицы продукции, руб.; С -себестоимость единицы продукции, руб.; N -годовой выпуск продукции, шт. (индексы I и 2 относятся к сравниваемым вариантам произ водства: соответственно базовому и новому).  Здесь приводятся те экономические зависимости, которые ближе всего к технической стороне машиностроительного производства и одинаковы для плановой и рыночной экономик. Количественные же значения показателей эффективности и структуры себестоимости относятся к периоду до начала радикальных экономических реформ и в условиях переходного к рыночной экономике периода, когда еще не сформировались ценовые пропорции на основные факторы производства, будут меняться. Сравнительную экономичность нового варианта производства изделий в рамках отдельного предприятия характеризуют совокупностью следующих показателей: экономией на себестоимости; экономией на приведенных затратах и сроком окупаемости. Экономия приведенных затрат (годовой-экономический эффект)  где К1 и К2 - капиталовложения (едино временные затраты) по сравниваемым вариан там; К2 – К1 - дополнительные капитальные вложения; Ен - нормативный коэффициент эффективности дополнительных капитальных вложений. Изм. Дата № докум. Лист Лист Подп. 43  Условием эффективности мероприятия по внедрению новой техники является требо вание Эпр > 0 или ΔП(К2 – К1) > Ен, т.е. отношение роста прибыли к сделанным для достижения этой цели дополнительным капиталовложениям превышает норматив. Расчетный срок окупаемости (годы) ка питальных вложений   Условие экономической эффективности новой техники выражают неравенством Ток.р < Ток.н, где нормативный срок окупае мости капитальных вложений Ток.н =1/Ен. Таким образом, детальная оценка эконо мической эффективности нового объекта кузнечно-штамповочного производства сводится к последовательному расчету экономии на себестоимости, годового экономического эф фекта и срока окупаемости капитальных вло жений, который сопоставляется с норматив ным. Экономию на себестоимости определяют путем прямого расчета и сравнения себестоимостей изготовления деталей по базовому и новому вариантам или подсчета только изме няющихся статей себестоимости. При этом должны учитывать показатели как непосред ственно кузнечного производства (изготов ление поковок), так и затраты на обработку поковок резанием (изготовление деталей). В отдельных случаях, когда в первую очередь важны соображения социального, экологического или другого характера, для оценки эффективности мероприятий по новой технике могут быть использованы частные показатели, такие, как повышение производи тельности труда, ликвидация тяжелых или вредных условий работы, увеличение качества и надежности изделий и т.п. Так, например, себестоимость поковок, изготовленных на горячештамповочных автоматических линиях, часто оказывается выше себестоимости поко вок, изготовленных на базовом комплекте оборудования. В то же время применение ав томатических линий улучшает условия труда, снижает производственный травматизм и утомляемость рабочих, что имеет особое значение при трудностях обеспечения кадрами рабочих мест с тяжелыми условиями труда. Поэтому при оценке экономического эффекта рекомендуют учитывать социальный фактор, переводя его в экономический. 4.1 Охрана труда Правила безопасности при эксплуатации проволочно-волочильного оборудования Эксплуатация современного волочильного оборудования, работающего с большими линейными и угловыми скоростями, связана с опасностью возникновения обрывов проволоки, требует тщательного и точного выполнения всех правил безопасной эксплуатации оборудования, которые приведены ниже: Изм. Лист № докум. Подп. Дата Лист 44 Разраб. Пров. Реценз. Н. Контр. Утв. 1 Выбор и обоснование расчетной схемы Лит. Листов 52 Изм. Дата № докум. Лист Лист Подп. 45 1. К выполнению работ по волочению проволоки допускаются лица, прошедшие специальное обучение по профессии волочильщика проволоки, а также прошедшие специальный инструктаж по правилам техники безопасности на рабочем месте и в цехе, о чем должна быть сделана соответствующая запись в журнале инструктажа с росписью рабочего-волочильщика, получившего инструктаж, и лица (мастера), проводившего этот инструктаж. Периодичность проведения повторных инструктажей по технике безопасности на рабочем месте для рабочего-волочильщика устанавливается приказом или письменным распоряжением по цеху. 2. Волочильщик проволоки обязан приступить к работе в спецодежде, головном уборе и в защитных очках. 3. Перед началом работы волочильщик обязан принять смену у своего сменщика и в первую очередь проверить исправность узлов и деталей волочильной машины и вспомо гательного оборудования, обеспечивающих безопасность об служивания: а) электропусковую аппаратуру: кнопки, выключатели, штанги, концевые, обрывные и петлевые выключатели, тор мозные устройства, обеспечивающие аварийный останов и торможение волочильного стана и вспомогательного оборудо вания; б) наличие и исправность всех видов ограждений, работу блокировочных устройств на ограждениях барабанов и намо точных аппаратов. 4. Заправку волочильной машины волочильщик обязан про изводить в соответствии с правилами цеховой инструкции, которые зависят от размера и качества протягиваемой про волоки и имеющегося в цехе волочильного оборудования. Во избежание несогласованных действий заправка волочильной машины должна производиться только одним рабочим. 5. Во время работы волочильной машины волочильщику ка тегорически запрещается: Изм. Дата № докум. Лист Лист Подп. 46 а) переключать рабочие скорости волочения; б) производить любые операции, связанные с поправкой движущейся проволоки в любых местах волочильного стана или размоточно-намоточных устройств, ловить выходящий из волоки конец проволоки и другие аналогичные операции. 6. Все технологические операции, связанные с укладкой мотка проволоки на размоточном устройстве, съемом мотка с конечного барабана, заправкой машины, зачисткой конца проволоки на абразивном инструменте и сварку концов проволоки волочильщик обязан производить в защитных очках. 7. Для перемещения заготовки или головой проволоки на рабочей площадке волочильщик должен быть обучен правилам безопасной работы с грузоподъемными механизмами и иметь об этом соответствующее удостоверение. Не разрешается использование обвязок мотка для зачалки при погрузочно-разгрузочных работах. Требования по технике безопасности к конструкции волочильных машин и вспомогательного оборудования 1. Ограждения волочильных машин и вспомогательного оборудования: а) все вращающиеся детали волочильной машины должны быть защищены ограждениями. Волочильные барабаны должны иметь сетчатые ограждения с размером ячеек не более 20x20 мм. Ограждение барабанов должно быть сблокировано с пуском стана на рабочую скорость и обеспечивать включение барабана только при закрытом ограждении. На блочных волочильных машинах магазинного типа движущаяся проволока между барабанами должна быть защищена трубчатым ограждением; Изм. Дата № докум. Лист Лист Подп. 47 б) вращающаяся катушка намоточного аппарата должна быть оборудована надежным ограждением, предохраняющим ее от вылета во время работы машины; в) ограждение абразивного круга для зачистки проволоки должно быть выполнено в соответствии с требованиями ГОСТ 12.2.001-74. 2. Привод волочильной машины должен обеспечивать: а) возможность ведения заправки машины на пониженной (заправочной) скорости, не превышающей 30-50 м/мин и плавный разгон от заправочной к рабочей скорости волочения. Если в приводе машины не предусмотрена заправочная скорость, то затяжка проволоки для заправки машины должна производиться вне машины на специальных затяжных станках. Пусковые кнопки для включения заправочной скорости в старых конструкциях волочильных машин установлены на полу возле каждого барабана. В новых конструкциях волочильных машин эти кнопки устанавливаются на пульте управления; б) аварийную остановку любого волочильного барабана или всех барабанов не позже, чем через 0,5 оборота с момента торможения, а также автоматическую остановку барабанов при: обрывах проволоки или выходе конца проволоки с любого барабана; запутывании мотка проволоки или образовании петли между размоточным устройством и входной волокой; наполнении проволокой конечного барабана или внешнего приемного устройства или при намотке заранее заданной длины проволоки, а также при максимальном наполнении проволокой промежуточных барабанов волочильных машин с накоплением; попадании руки рабочего в опасную зону волочения; нарушении работы системы охлаждения, централизованной смазки и других неполадках, а также перегрузках привода машины. Изм. Дата № докум. Лист Лист Подп. 48 Для аварийного выключения волочильной машины должны быть предусмотрены ножные или ручные кнопки (или штанги), которые устанавливаются: вблизи у сметочного устройства; у чистового барабана; на пульте управления; в) плавный согласованный разгон (торможение) системы: волочильный стан и инерционные размоточно-намоточные устройства. Вновь выпускаемые волочильные машины должны быть оборудованы пультом управления, который устанавливается на рабочей площадке волочильной машины в удобном и безопасном для наблюдения за работой и управления машиной или группой машин месте, на котором размешаются электрические кнопки управления (в том числе заправочные), контрольные приборы и сигнальная арматура, извещающая волочильщика о режимах работы машины, а также обо всех неполадках, возникающих в процессе эксплуатации машины с указанием конкретного места неполадки. При наличии пульта управления на самой волочильной машине устанавливаются только кнопки или штанги аварийного выключения машины, которые отличаются от прочих кнопок цветом (ярко-красного цвета) и формой.
Для осуществления природоохранной деятельности на предприятии функционирует служба экологического контроля. Служба экологического контроля включает: 1. Бюро охраны окружающей среды (БООС), оно осуществляет учет вредных воздействий предприятия на окружающую среду, контроль эффективности очистных сооружений и установок очистки газов, контроль соблюдения нормативов ПДВ (ВСВ), ПДЦ (ВСС). Изм. Дата № докум. Лист Лист Подп. 49 Санитарно - промышленную лабораторию (СПЛ), выполняющую весь комплекс инструментальных замеров и аналитических работ по определению фактических концентраций загрязняющих веществ.
Обязанности и ответственность руководящих административно – технических работников в области охраны окружающей среды регулируется стандартом СТП-552-36-229-98 «Охрана окружающей среды. Очистные сооружения участка предназначены для обезвреживания промстоков производства, с использованием методов электрокоагуляции, ионного обмена и механической очистки, устойчиво обеспечивают высокую степень очистки промстоков с доведением очищенной воды до уровня показателей качества технической воды 2-3 категории по ГОСТ 9.314-90 с ее возвратом на повторное использование. Планирование природоохранной деятельности предприятия осуществляется на базе действующих проектов нормативов ПДВ (ВСВ), ПДЦ и лимитов размещения отходов производства и потребления с учетом фактической загрузки производства и предписаний местных природоохранных органов и органов Санэпиднзора. Контроль за соблюдением нормативов ПДВ, эффективностью ГОУ производиться по согласованным с природоохранными органами графикам. В производственных подразделениях ведутся журналы первичной отчетной документации, журналы учета образования и движения отходов производства. Сведения о фактических загрязнениях ежеквартально предоставляются в Департамент природных ресурсов для расчета платежей. Мини-цех является самостоятельным структурным подразделением производства проволки, относится к основным цехам и специализируется на выпуске проволоки из высоколегированных, легированных, углеродистых, коррозионностойких, жаропрочных, прецизионных марок сталей различных диаметров, стали в прутках со специальной отделкой поверхности, профилей из легированных, углеродистых и нержавеющих марок стали, гвоздей. Цех волочения проволоки производит около 15000 тонн продукции в год. В цехе установлены три волочильных стана непрерывно-петлевого типа SCWD-550-6. Общая площадь цеха 616 м2. Изм. Лист № докум. Подп. Дата Лист 50 Разраб. Пров. Н. Контр. Утв. Заключение Лит. Листов 52 Список использованных источников Битков, В. В. Технология и машины для производства проволоки.- Екатеренбург: УрО РАН, 2004.- 350 с Галкин, А. М. Проектирование цехов обработки цветных металлов и сплавов / А. М. Галкин В. А. Винцевич. - М.: Металлургия, 1980. - 256 с. Горловский, М. Б. Справочник волочильщика/ М. Б. Горловский, В. Н. Меркачев.- М.: Металлургия, 1993. – 336 с. Ерманюк, М. З. Волочение цветных металлов/ М. З. Ерманюк, Л. С. Ватрушин. - М.: Металлургия, 1982. - 272 с Суворов, И.К. Обработка металлов давлением/ И.К. Суворов. - М.: Высшая школа, 1980. – 364 с. Скобников, К. Н. Технология металлов и других конструкционных материалов/ К. Н. Скобников.-.М.: Машиностроение, 1972.- 520 с. ГОСТ 535-88. Прокат сортовой и фасонный из стали углеродистой обыкновенного качества.- Введ 1990-01-01. – М.: Стандартинформ, 1990. – v, 26 с. ГОСТ 2771-81. Проволока круглая холоднотянутая. .- Введ 1990-01-01. – М.: Стандартинформ, 1990. – v, 32 с. |