Разработка мини-цеха по волочению проволоки. Пояснительная записка 52 с., 18 рис., 17 табл., 12 источников, приложения отсутствуют
 Скачать 2.75 Mb. Скачать 2.75 Mb.
|

|
Анализ существующих технологических процессов. Материал, из которого изготавливаются волоки или фильеры, должен отличаться большей прочностью и стойкостью против износа. Изготавливают фильеры из легированной стали, металлокерамических сплавов, технических алмазов. Волоки или волочильные кольца делают цельными из стали, из твердых сплавов – цельными или составными – в зависимости от диаметра и конфигурации. Их запрессовывают или закрепляют в стальные обоймы. Схема волоки представлена на . Ее элементами являются: смазывающий конус, рабочий конус, калибрующий поясок и распушка. Углы конусов составляют: =1024, =4060,  =6090. =6090.Волоки изготавливают из следующих марок сталей: У7, У8, У12, У13, Х12, Х12М, твердых сплавов: ВК3, ВК6, ВК8, ВК10, ВК15. Изм. Дата № докум. Лист Лист Подп. 11  А – смазывающий конус; Б – рабочий конус; В – калибрующий поясок; Г – распушка. Рис. 3 – Схема волоки Роликовой волокой называют волочильный инструмент с двумя и более неприводными роликами (), смонтированными так, что их оси вращения перпендикулярны оси волочения, а рабочие поверхности образуют калибр, соответствующий форме трубы, прутка, профиля. Двухроликовую волоку с парой вертикальной роликов монтируют в одном корпусе вместе с другой двухроликовой волокой, имеющей пару горизонтальных роликов. Ролики смонтированы в термически закрытых подшипниках. Зазор между роликами регулируется нажимными винтами. Калибры обеих волок устанавливают на одной линии с помощью регулировочного винта. Преимущества: меньшее внешнее трение, что уменьшает усилие волочения на 1020%; возможность вести процесс с большими деформациями; возможность протягивать трудно – деформируемые сплавы со значительным обжатием до 50% и без промежуточной термообработки. Производство их проще, чем монолитных, обладают повышенной стойкостью и не требуют высококачественных технологических смазок. Изм. Дата № докум. Лист Лист Подп. 12  Рис. 4 – Роликовая волока. Сборные волоки применяются для волочения сплошных и полых фасонных профилей. Обладают по сравнению с монолитными большей стойкостью, универсальностью и ремонтопригодностью, возможностью работы без предварительного острения. Рассмотрим две схемы сборных волок. Первый вариан, , наружные опорные поверхности вкладышей контактируют с опорными поверхностями корпуса, выполненными с продольным профилем в виде дуги окружности, центр которой расположен в плоскости выходного сечения калибра. Перед началом работы вкладыши разведены. При движении заготовки вкладыши увлекаются силами трения, обжимают заготовку и останавливаются в плоскости выхода, образуя профиль калибра. Второй вариант, , сборная волока содержит два горизонтальных валка с сегментами и синхронизирующими шестернями. Перед началом работы сегменты разведены грузовым устройством для свободного ввода заготовки в рабочее пространство. При контакте заготовки с валками резиновыми элементами, являющимися элементами захвата, происходит их поворот, захват конца заготовки тележкой и волочение. После окончания волочения валки поворачиваются в исходное положение под действием веса контргруза. Изм. Дата № докум. Лист Лист Подп. 13  Рис. 5 – Сборная волока, первый вариант.  Рис. 6 – Сборная волока, второй вариант. Изм. Дата № докум. Лист Лист Подп. 14 В качестве исходного материала для волочения используют катанку и прессованные заготовки. Перед волочением заготовка проходит предварительную обработку: термообработку, удаление окалины и подготовку поверхности для закрепления и удержания на ней смазки. Термическую обработку перед волочением выбирают такой, чтобы она снимала наклеп и придавала металлу нужные механические характеристики. Во многих случаях термообработку в процессе волочения могут производить несколько раз. Обычно приводят после получения относительного обжатия 7085% за один передел. Готовый продукт также может подвергаться термообработке с целью придания конечному продукту необходимых механических свойств и структуры. Удаление окалины и заготовок перед волочением производится механическим, химическим, электромеханическими способами, а также их комбинациями. При механическом способе заготовку подвергают изгибу между роликами, установленных в двух взаимно перпендикулярных плоскостях, зачистку могут производить металлическими щетками, поверхность подвергают дробеструйной обработке. При химическом способе удаления окалины заготовку подвергают травлению в растворах серной и соляной кислоты с добавлением в ванну присадок, которые уменьшают скорость растворения основных металлов, снижают диффузию водорода в металле, уменьшают загазованность. При электрическом способе в ванне с раствором, через которую проходит проволока, устанавливается электрод. К проволоке и электроду подводится постоянное напряжение. Проволока может быть как катодом, так и анодом. При электролизе окалина частично восстанавливается, но в подавляющих случаях отрывается бурно выделяющимся водородом. В качестве анода используется свинец и его сплавы, в качестве катода - свинец, медь, железо. Непосредственно после травления металл тщательно покрывают тонким слоем гидрата окиси железа FeOH3 желтого цвета, который вместе с известью выполняет роль наполнителя при волочении с мыльным порошком. Изм. Дата № докум. Лист Лист Подп. 15 При меднении проволоку обрабатывают медным раствором, в результате чего при волочении, за счет тонкой медной пленки, снижается коэффициент трения в волоке. Также применяется фосфатирование, которое представляет процесс образования на проволоке кристаллической пленки фосфатов марганца, железа или цинка. Фосфатная пленка в сочетании со смазкой способствует равномерному прилипанию смазки и снижению коэффициенту трения. После промывки, нанесения смазки металл подвергается сушке. После волочения прутки помимо термической обработки правят, шлифуют, полируют, хромируют, наносят защитные покрытия. Для регламентации технологических операций составляют технологические карты, в которых расписан весь технологический процесс по подготовке металла к волочению, маршрут волочения, способы начальной, промежуточной и окончательной обработки, операций отделки. Маршрут волочения представляет собой последовательность изменения размеров поперечного сечения металла на волочильном стане. Машины, обеспечивающие процесс волочения, называются волочильными станами. Различают станы:
По характеру перемещения тягового органа и изделия:
Барабанные станы в свою очередь подразделяются на:
Изм. Дата № докум. Лист Лист Подп. 16 Схема простейшего линейного волочильного стана представлена на . Основными элементами волочильного стана являются рабочий стол, стойка волок с установленным в ней люнетом и волокой, волочильная тележка, имеющая специальные захваты для фиксации с изделием и движущейся цепью, а также привод перемещения цепи. Перед началом волочения прутки с заостренными концами поочередно вводятся в волоку, фиксируются захватом волочильной тележки, которая передает тяговое усилие прутку при ее движении. После окончания волочения пруток убирается с рабочего стола, а волочильная тележка возвращается к стойке волок за очередным изделием.  1– рабочий стол; 2 – волочильная тележка; 3 – люнет; 4 – оправка; 5 – привод; 6 – трос; 7 – цепь; 8 – натяжное устройство. Рис. 7 – Схема линейного волочильного стана Станы бывают одноцепными и двухцепными. Скорость цепи, а следовательно и скорость волочения составляет 10120 м/мин. Барабанные станы для однократного волочения () применяются для волочения прутков, трубок и проволоки большого диаметра. Изм. Дата № докум. Лист Лист Подп. 17 Бунты проволоки с помощью крана устанавливают на фигурку, являющейся барабаном, с которого разматывается проволока. Конец проволоки заостряется на острильной машине, пропускается через волоку и закрепляется с помощью клещей на барабане. Затем включается двигатель привода вращения барабана и проволока наматывается на барабан. После окончания волочения бунт готовой проволоки также снимается краном с барабана.  1 – электродвигатель; 2 – редуктор; 3 – барабан; 4 – стойка волок; 5 – острильная машина; 6 – фигурка. Рис. 8 – Станы однократного волочения Недостатком станов однократного волочения является то, что для получения заданных размеров необходима многократная перестановка бунта и связанные с этим подготовительные дополнительные операции. Поэтому выгодно устанавливать последовательно ряд волок (от 2 до25 штук) с постепенно уменьшающимися отверстиями, через которые непрерывно протягивается проволока, усилие к которой передается одним или несколькими барабанами. Изм. Дата № докум. Лист Лист Подп. 18 Станы многократного волочения бывают со скольжением, без скольжения, прямоточные, петлевые. Для обеспечения возможности волочения необходимо соблюдения равенства секундных объемов, проходящих через волоки  v1, v1,где  – скорость металла в соответствующей волоке, – скорость металла в соответствующей волоке, – диаметр отверстия соответствующей волоки. – диаметр отверстия соответствующей волоки.Так как диаметр отверстий волок определяется допустимо возможными вытяжками и уменьшается по мере приближения волок к концу волочения, то необходимо увеличивать скорость волочения, а при несоответствии скоростей могут образовываться порывы, петли или проскальзование проволоки относительно барабанов. В связи с этим машины многократного волочения разделяют на 2 группы: со скольжением проволоки и без скольжения. В машинах со скольжением ( и ) некоторое несоответствие в скоростях вращения на барабанах компенсируется проскальзыванием проволоки, намотанной в 12 витка на барабан. Эти машины могут быть с одинаковыми диаметрами барабанов, но с разными числами оборотов, или с разными диаметрами, но с одинаковыми числами оборотов, прямоточного () или петлевого () типов. Изм. Дата № докум. Лист Лист Подп. 19  1 – фигурка; 2 – барабан; 3 – волока; 4 – привод. Рис. 9 – Стан многократного волочения со скольжением прямоточный  Рис. 10 – Стан многократного волочения со скольженим петлевой. Недостатки станов со скольжением: износ барабанов, волок, обрывы. Достоинства: простые по конструкции. При многократном волочении без скольжения протягиваемая проволока наматывается на текущий барабан так же, как и при однократном волочении. Однако в этом случае промежуточные барабаны играют двоякую роль: волочильного барабана и приспособления, с которого проволока свободно снимается и направляется к волоке следующего барабана (). Изм. Дата № докум. Лист Лист Подп. 20  1 – фигурка; 2 – ролик; 3 – блок; 4 – волока. Рис. 11 – Машины непрерывно - роликового типа без скольжения
Для волочения применим волочильный стан непрерывно-петлевого типа(рис. 11). Регулировка скорости между блоками волочильной линии непрерывно петлевого типа обеспечивается танцующим рычагом с роликом (датчиком) скорости. При этой системе регулирования скорость каждого барабана управляется через танцующий рычаг с роликом, расположенном на предыдущем блоке. Этот качающийся рычаг с роликом закрепляется на валу, установленном на подшипники. Движением танцующего рычага с роликом управляет неконтактное устройство, которое автоматически удерживает рычаг в центральном (равновесном) положении, не зависящем от маршрута волочения или режима работы линии. Обрывы проволоки на линии, если они происходят, определяются с помощью электронных датчиков, которые в случае обрыва проволоки на любом участке линии волочения подают сигнал на прекращение работы двигателей. В случае обрыва проволоки происходит аварийная остановка всей линии волочения проволоки и включается световая сигнализация на пультах и основном электрическом шкафе. Изм. Дата № докум. Лист Лист Подп. 21 Каждый блок снабжается ориентируемой (по вертикали, горизонтали и оси волочения) мыльницей с неподвижным или вращающимся волокодержателем и емкостью для сухой технологической смазки. Волока охлаждается водой (прямое охлаждение) и устанавливается так, что ее легко заменить. Сборные волоки (называемые в иностранной литературе волоками давления), широко применяемые на наших заводах для создания режима гидродинамического трения в очаге деформации, в странах-производителях волочильных машин широкого применения не нашли. Применяются обычные твердосплавные волоки, запрессованные в обоймы. Мыльницы с волокодержателями таких волок не позволяют использовать сборные волоки из-за различия в их наружных размерах. Поэтому применение сборных волок требует использования специальных мыльниц с волокодержателями, внутренняя полость которых вмещает сборные волоки. Анализ модели обеспечивают эффективное охлаждение всего корпуса сборной волоки. Напор охлаждающей воды регулируется ручным вентилем, установленным на передней панели блока. На выходе каждого волокодержателя расположены ролики на подвижном рычаге, которые подавляют чрезмерную вибрацию проволоки при ее движении между блоками. 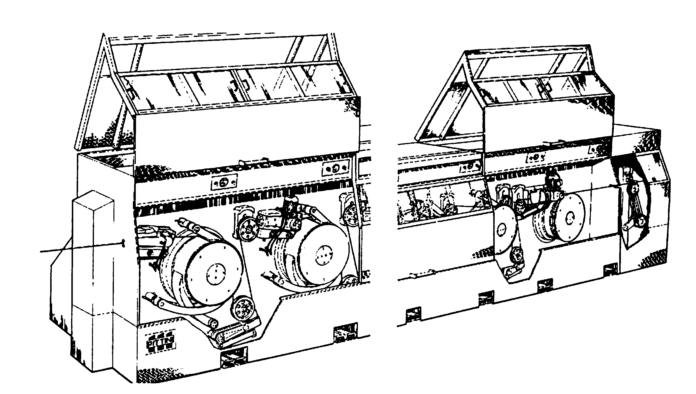 Рис. 11 - Волочильный стан непрерывно-петлевого типа Изм. Дата № докум. Лист Лист Подп. 22 Для обеспечения эффективного удаления пыли из внутренней части многократной линии трубопроводы отсоса пыли установлены, по отношению к всасывающим отверстиям, непосредственно ниже рабочей области линии, т. е. по вертикали ниже волокодержателя и барабана. Остановка линии как в экстренном случае, так и в нормальных условиях остановки обеспечивается управляемым торможением регенеративного типа. Линейное ускорение и замедление регулируется и оптимизируется в соответствии с условиями эксплуатации линии. Конструкция блоков облегчает работу по их обслуживанию. Так, двигатели внешние к структуре и барабаны могут быть удалены (отсоединением устройства зажима конуса) без удаления защитных кожухов и т.д. Каждый блок имеет ножную педаль управления для движения барабанов толчками.
Современные машины волочения для производства проволоки оснащены информационно-контрольным блоком на базе ПК. В процессе работы на дисплей непрерывно выводится информация о технологическом маршруте, скорости обработки, нагрузках на двигатели, расходуемой мощности, объемах производства проволоки в метрах или весовых единицах за любой отрезок времени, а также неисправностях отдельных узлов и механизмов. С помощью ЭВМ накапливается и обрабатывается оперативная информация о работе машины и ходе технологического процесса, проводится анализ отказов оборудования, причин остановки и простоя, нормального хода процесса. Однако ПК способен не только производить сбор, обработку и выдачу информации пользователю. Наиболее эффективно он проявляет свои возможности при использовании в качестве управляющего органа машины, способного обеспечить ведение процесса производства проволоки в оптимальном режиме при учете всех факторов, влияющих на ход пластической обработки. Изм. Дата № докум. Лист Лист Подп. 23 Рассмотрим, что может использоваться в качестве параметра оптимизации при многократном волочении проволоки на машинах петлевого типа. Характерной особенностью данных машин является то, что процесс волочения ведется с регулируемым противонатяжением, которое создается за счет рассоглования скоростей вращения соседних барабанов и при прохождении проволоки через регулирующий и направляющий ролики. Про-тивонатяжение оказывает двойственное влияние на процесс волочения проволоки. С одной стороны, оно уменьшает контактные напряжения в очаге деформации и вызывает повышение износостойкости волок за счет снижения сил трения. С другой стороны — увеличивает усилие волочения, что ведет к снижению коэффициента запаса прочности и повышает вероятность обрыва проволоки. В зависимости от конкретных условий производства каждый из этих критериев может рассматриваться в качестве параметра оптимизации величины противонатяжения. Однако за параметр оптимизации целесообразно выбрать максимальную производительность при наименьших материальных затратах, при этом противонатяжение и износостойкость волок будут, как и ряд других параметров, определять материальные затраты. Сформулируем условие оптимизации процесса волочения  т. е. объем производства за любой отрезок времени должен быть максимальным при условии, что материальные затраты за этот же отрезок времени в сумме составляют то минимальное значение, которое возможно при данных условиях производства. При этом под Wi, понимаются энергозатраты, а под Mi — расход металла и вспомогательных материалов. Основную статью энергозатрат составляет расход энергии, которую потребляют электродвигатели привода барабанов машины, вращение Изм. Дата № докум. Лист Лист Подп. 24 которых обеспечивает создание необходимого усилия волочения в каждом проходе. Мощность привода всей машины, требуемая для волочения, определяется как  где WbΣ – мощность привода волочильной машины, кВт; m – число двигателей привода барабанов; Qi+1 – противонатяжение проволоки в (i + 1)-волоке; ηi – кпд привода i-го барабана; υi – окружная скорость i-го барабана, м/с; Wix.x. – мощность холостого хода двигателя привода i-го барабана; Pi – усилие волочения проволоки в i-й волоке, Н Таким образом, для минимизации Wbi, необходимо вести волочение как можно с меньшей кратностью при минимальном усилии в каждом проходе и с максимально возможным противонатяжением. Скорость волочения не может быть варьируемым параметром, так как при прочих равных условиях определяет производительность. Поэтому для выполнения условия (4.20) скорость волочения должна быть максимальной для данных условий; кпд привода и мощность холостого хода будем считать для данных условий величинами постоянными; основными переменными параметрами процесса волочения в выражении (4.21) будут число переходов N, усилие волочения Рi и величина противонатяжения Qi. Число переходов N является функцией вытяжки за проход, т. е. N = N(i), а вытяжка за проход зависит от напряжения волочения, которое должно быть меньше сопротивления растяжению деформируемого металла после выхода его из волоки. Второй переменной для N является степень предварительного упрочнения металла; таким образом, можно записать Изм. Дата № докум. Лист Лист Подп. 25 N = N (λi, σbi, σsi) В реальных условиях для стальной низкоуглеродистой проволоки величина λi не должна превышать 2,5 за проход. Для установления зависимости параметров Pi и Qi от входных параметров рассмотрим действие основных сил на проволоку во время волочения. Определение технологических параметров процессов волочения (скорость волочения, единичные и суммарные вытяжки, переходы волочения и т.д.) производятся: расчетным путем; по номограммам, по таблицам. Скорость волочения υ - скорость движения металла при выходе его из волоки (при многократном волочении - скорость на выходном барабане). Выбор скорости волочения зависит от размеров и свойств протягиваемой проволоки и условий волочения. Фактическая скорость волочения на любом промежуточном барабане υБn при заданной скорости волочения на конечном барабане υБк может быть найдена из соотношения  где υБn – фактическая скорость волочения на любом промежуточном барабане, м/с υБк - скорость волочения на конечном барабане, м/с μn – коэффициент вытяжки n – кратность волочения между конечным барабаном и промежуточным Скорость намотки проволоки на конечный барабан νБк определяется по формуле  Изм. Дата № докум. Лист Лист Подп. 26 где DБк – диаметр конечного барабана, м nБк – конечная кратность волочения   |