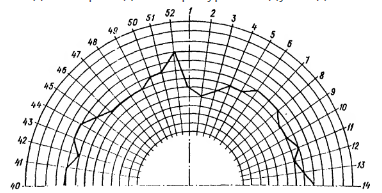
Рисунок 7.1.2 - Построение формы ротора
Возможны два способа создания температурного перепада тепловыми потерями: первый — от прохождения постоянного тока через обмотку ротора, второй — от одновременного прохождения постоянного тока через обмотки ротора и статора при нахождении ротора в расточке статора. Ток в обмотке ротора и статора не должен превышать 70 % номинального тока во избежание перегрева паек. Фазы обмотки статора соединяются последовательно, и к ним подключается резервный возбудитель пли генератор постоянного тока. Прирост температуры за час (в кельвинах) примерно следующий: обмотки полюсов 4; сердечника статора 2,5; обода ротора 1,5; спиц ротора 0,3. Нагрев ведется до температуры: обмотки ротора +(70—80) °C, сердечника статора + (50—60) °C, обода ротора + (45—50) °C, спиц ротора + (20—25) °C. Нагрев производится в течение 15—20 ч. После нагрева фиксируется увеличение диаметра обода по отклонению индикатора на каждой спице. Определяется остаточный натяг между ободом и остовом ротора. При остаточном натяге, равном 0,1 мм и меньше, производится горячая переклиновка обода ротора. Для этого мостовым крапом за приваренную скобу извлекается забивной клин и встречный (закладной), а вместо них устанавливается новая пара клиньев.
При восстановлении натяга осаживается в паз забивной клин на необходимую длину. При установке новых клиньев или дополнительных металлических полос сначала выполняют холодную расклиновку, без нагрева. Затем обод нагревают, как указано выше, и выполняют горячую расклиновку по расчетным величинам. По окончании работ ротор охлаждается и проверяется форма обода и ротора. Толстый конец клипа приваривается электродом УОНИ диаметром 4 мм к ободу ротора. Устанавливаются верхние накладки на клинья обода. 7.1.3 Исправление повреждений обмотки полюсов
При поврежденной междувитковой или корпусной изоляцией выполняются работы по демонтажу полюса с обода ротора. Убирается крепление, и демонтируется верхний вентилятор.
С Т-образных пазов обода снимаются верхние пластины заглушек.
Снимаются крепления перемычек демпферной обмотки, сами перемычки и все детали крепления междуполюсных соединений. Соединительные пластины с двух сторон полюса обкладываются асбестовой бумагой и мокрым асбестом. У клиньев, приваренных к ободу ротора, зубилом срубается сварка. На выступающий конец клипа надевают приспособление для извлечения клиньев (рис. 7.1.3).
В приспособление устанавливается клин с насечкой, обращенной к клипу полюса. Клип изготавливается из стали с последующей закалкой.
На малый гак мостового крана навешивается трос диаметром не менее 20 мм с приспособлением. Гак крапа располагается по оси клиньев полюса. Удаляется первый парный клин. Ударом молотка по тонкому концу клина приспособление разбирается. Из паза извлекается встречный клин. Клинья связываются вместе, и на них навешивается бирка с номером полюса. Указанным способом удаляется второй забивной и встречный клинья.
В случае обрыва выступающего конца клина или невозможности установки приспособления электросваркой приваривается скоба к клину.
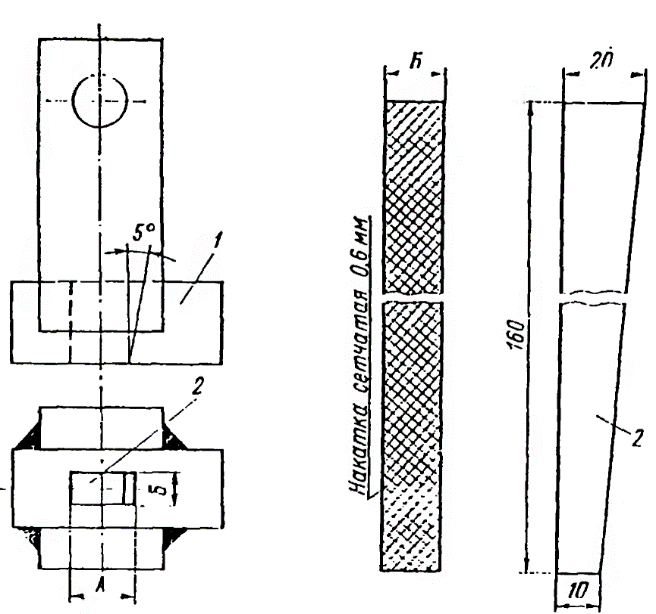
Рисунок 7.1.3.1 – Приспособление для удаления клиньев: 1 – насадка; 2 – клин
Скоба изготавливается из стали диаметром 16— 20 мм. При обрыве клипа внутри паза выбивают встречный клин вниз пневматическим молотком или гидравлическим домкратом снизу ротора через надставку выдавливают забивной клин. Если клинья не поддаются выбивке, рекомендуется смочить их в Т-образном пазу керосином и через 5—6 ч. повторить операцию по извлечению. При неудачной попытке электросваркой приваривается нижний толстый конец клина к ободу ротора и полюс удаляется большим гаком мостового крана.
При съеме полюса применяют строповку его тросом за середину катушки (строповка удавкой). Под трос сверху и снизу катушки устанавливаются специальные прокладки с приклеенным внутри войлоком или резиной(рис. 7.1.3.2). После удаления клиньев полюс снимается с обода ротора малым гаком мостового крана. Полюс извлекается из паза до середины длины. Для предотвращения выпадания сердечника полюса из катушки во время транспортировки сверху на Т-образный хвостовик полюса устанавливается упор(рис. 7.1.3.3). Полюс извлекается из паза. На ремонтной площадке полюс поворачивается из вертикального положения в горизонтальное. Для этого на хвостовик полюса снизу устанавливается нижняя приставка(рис. 7.1.3.4) .
Полюс располагается на деревянных брусках Т-образным хвостовиком вверх. С сердечника снимаются стальная, изоляционная и выравнивающая шайбы. Удаляются гетинаксовые прокладки и клинья, уплотняющие катушки на сердечнике. С помощью молотка вбиваются деревянные клинья между нижним витком катушки и нижней изоляционной шайбой. Подвешенным к малому гаку мостового крапа приспособлением (рис. 7.1.3.5) катушка снимается с сердечника полюса и устанавливается на стол.
|
 Скачать 3.36 Mb.
Скачать 3.36 Mb.