ПРОЕКТ ЭЛЕКТРИЧЕСКОЙ ЧАСТИ ТЭЦ. Пояснительная записка к курсовому проекту по дисциплине Ремонт и эксплуатация электрооборудования станций и подстанций
 Скачать 3.36 Mb. Скачать 3.36 Mb.
|

 Рисунок 7.1.3.2 – Прокладки: а – для однорадиусных катушек; б – для двухрадиусных катушек 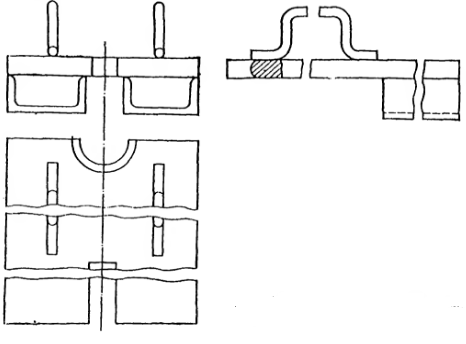 Рисунок 7.1.3.3– Упор для удержания сердечника полюса 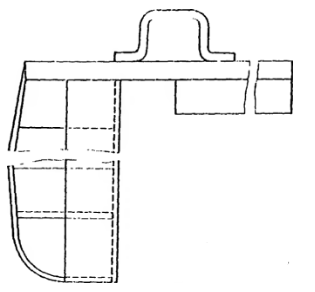 Рисунок 7.1.3.4 – Приставка для поворота полюса 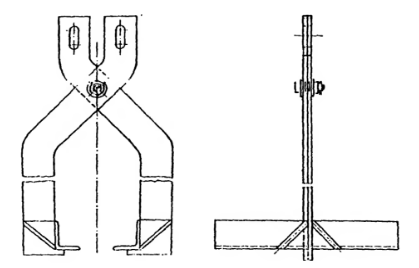 Рисунок 7.1.3.5 – Приспособление для съема катушек В месте замыкания витки отделяются друг от друга обмоточной лопаткой или ножом. По всей длине удаляется поврежденная изоляция. Нарезаются полосы из асбестовой бумаги толщиной 0,2 мм. Виток покрывается шеллачным лаком или клеем 88 Н, к которому приклеивается полоса асбестовой бумаги. Сверху устанавливается вторая полоса. Концы полос стыкуются со старой изоляцией с перекрыванием ее следующим слоем. Витки сдвигаются, и катушка совместно с изоляционными гетинаксовыми шайбами устанавливается на сердечник полюса. На Т-образный хвостовик устанавливается приспособление для опрессовки и испытания изоляции (рис. 7.1.3.6). Обжимаются болты приспособления до упора. Проверяется электрическая прочность витковой изоляции повышенным напряжением переменного тока промышленной частоты . При повреждении корпусной изоляции сердечника после снятия катушки изоляция удаляется. Сердечник приспособлением (рис.7.1.3.7) устанавливается на деревянную подставку. Подгоняется и склеивается новая стеклотекстолитовая изоляция. При отсутствии комплекта стеклотекстолитовой изоляции как временная мера на гидрогенераторах средней и большой мощности устанавливается изоляция из микафолия. В зависимости от общей толщины изоляции сердечника и толщины микафолия нарезаются полосы определенной длины согласно чертежу или расчету. Полоса со стороны слюды промазывается раствором шеллачного лака (смесь сухого шеллака и спирта в отношении 1:3). Лак подсушивается при температуре 20 °C в течение 1—2 ч., а затем полоса наматывается на сердечник. Каждый слой микафолия проглаживается утюгом, нагретым до температуры 90—100 °C. Для предотвращения выветривания слюды и загрязнения торца изоляции сверху на сердечник наклеивается полоска бязи. 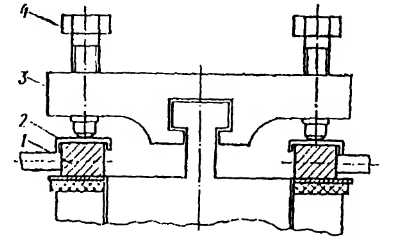 1— нажимная шайба; 2 — прокладка; 3 — упор; 4 — болт Рисунок 7.1.3.6 - Приспособление для опрессовки катушек на сердечнике полюса 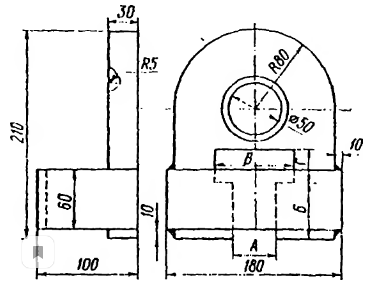 А, Б, D и Г — размеры хвостовика сердечника Рисунок 7.1.3.7 - Приспособление для транспортировки полюса После наложения всех слоев изоляции полоска бязи загибается и проглаживается горячим утюгом. Катушка собирается па сердечнике, уплотняется гетинаксовыми клиньями и прокладками. Изоляция, испытывается повышенным напряжением промышленной частоты относительно корпуса согласно . До установки полюса на обод ротора осматривается демпферная обмотка. При наличии трещин или других повреждении на стержнях и короткозамыкающих сегментах выполняется их ремонт путем зачистки, разделки под пайку и пайки припоем Л62 или ЛОК59 с применением флюса 209. В случае повреждения стержня демпферной обмотки внутри сердечника стержень заменяется. Для этого с обеих сторон полюса поврежденный стержень обрезают. Сверлят отверстия в короткозамыкающих сегментах в местах заделки стержней и выбивают стержень. Через специальную оправку забивают новый стержень и припаивают к сегментам припоем Л62 или ЛОК59. Для исключения сдвига стержня относительно полюса стержень закрепляется в пазу чеканкой сердечника. 7.1.4 Установка полюсов на ротор Очищаются и облуживаются припоем ПОС 40 концевые части короткозамыкающих сегментов на полюсах ротора и концы демпферных перемычек. Для лужения концы сегментов нагреваются электроугольным паяльником, паяльной лампой или газовой горелкой. В качестве флюса применяется спирто-канифольная смесь (1:3). Если перемычки имеют трещины, обрывы пластин или подплавления, то изготавливаются новые из листовой меди толщиной 0,5 мм. Хомутики для междуполюсных соединений проверяются на отсутствие выгоревших мест и трещин. Новые хомутики изготавливаются из листовой меди марки M1 или М2 толщиной 2 мм. Заготовки отжигаются, а затем облуживаются припоем ПОС 40 в ванне для лужения(рис.7.1.4). Проверяются пары клиньев полюсов на параллельность и прилегание их граней друг к другу. Замеряется толщина каждой пары клиньев. Допускается разница в толщине пары клиньев не более 0,1 мм на всю длину клина. Все выбоины и неровности на клиньях зачищаются на наждачном станке. Пружины под катушку полюса должны соответствовать чертежным размерам, не иметь трещин и отогнутых витков и в гнезда обода устанавливаться свободно, без заедания. Обращают особое внимание на правильность установки и сварку упоров в Т-образных пазах обода ротора. Перед установкой полюсов на обод замеряется сопротивление изоляции катушек относительно корпуса. Сопротивление изоляции зависит от числа нар полюсов р и по должно быть менее р МОм. В гнезда обода устанавливаются пружины, а во избежание их выпадания в повреждения полюсом при установке сверху за шпильки обода крепятся металлические полосы (рис.7.1.4.1). На полюс надеваются кожуха. Петлей троса полюс охватывается в середине катушки. Под трос с обеих сторон катушки устанавливаются прокладки и приспособления для перекантовки полюса из горизонтального положения в вертикальное. Малым гаком мостового крана полюс проворачивается (рис. 7.1.4.2), нижнее приспособление убирается, а полюс транспортируется к месту установки на роторе. Если ротор находится в расточке статора, то при демонтаже и установке полюсов лобовые части обмотки статора закрываются электроизоляционным картоном или резиновым ковриком для предохранения от случайных повреждений. Хвостовик полюса заводится в Т-образный паз обода ротора и в нем центруется. Полюс опускается до половины своей длины, снимается верхнее приспособление, и полюс опускается на упор в пазу обода. Удаляются металлические пластины, удерживающие пружины. 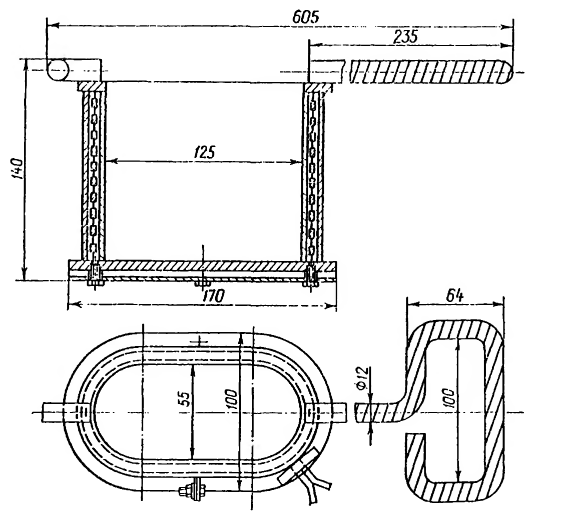 Рисунок 7.1.4 - Электрованна для припоя ПОС 40 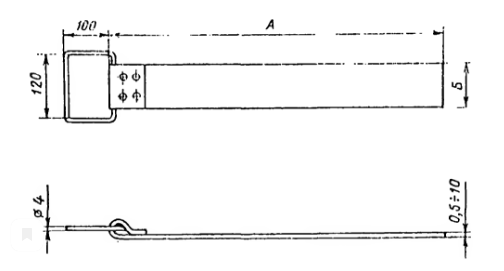 Рисунок 7.1.4.1– Полоса для удержания пружин обода 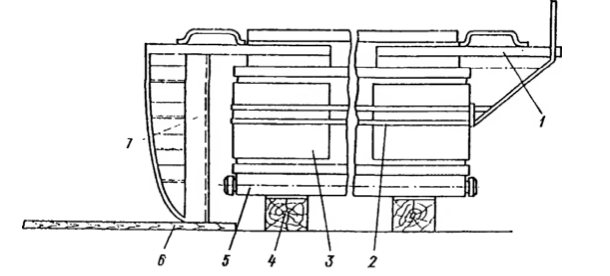 1 – верхний упор; 2 – строп; 3 – прокладка; 4 – брус; 5 – пол; 6- доска; 7 – приставка Рисунок 7.1.4.2 – Строповка полюса на монтажной площадке 7.1.5 Заклиновка полюса Временным стальным клином длиной 350—400 мм полюс прижимается к ободу. Здесь необходимо обратить внимание на то, чтобы стальная шайба не сместилась и не попала между ободом ротора и сердечником полюса. Берутся парные клинья. Встречный короткий клин устанавливается в паз толстым концом вниз. Сопрягаемую плоскость второго клипа покрывают цинковыми белилами с добавкой турбинного масла (10 %) или графитовой смазкой. Клин забивается сверху между заложенным клином и хвостовиком полюса с помощью пневматического молотка марки КЕ-28 со специальным наконечником (рис. 7.1.5). Клип забивается до отказа. Для проверки плотности делается контрольная забивка двумя-тремя ударами кувалды через оправку. Качество установки клиньев определяется легкими ударами молотка. Глухой металлический звук указывает на неплотное прилегание клиньев, звонкий — на хорошую заклиновку. Клинья устанавливаются на всю длину хвостовика полюса. Забитый клин должен выйти снизу из паза обода. Выступающие концы клиньев снизу ротора обрезаются газовой горелкой. Концы клиньев, выступающие сверху, обрезаются по чертежу или на расстоянии 80—100 мм от обода. В случае свободной установки клиньев и отсутствия запасного комплекта в паз обода устанавливается металлическая прокладка между коротким клином и стенкой паза. Если конструкцией не предусмотрено другое крепление, то каждый клин приваривается к ободу ротора. Сварка клиньев между собой не допускается. Полюс освобождается от кожухов и петли троса. При закреплении полюсов клиньями контролируется совпадение междуполюсных соединении соседних полюсов. После захлиновки полюсов щупом замеряется зазор между стальной шайбой и ободом ротора, который не должен превышать 0,5 мм. При роторе, заведенном в расточку статора, проверяется воздушный зазор между центром полюса и сердечником статора. В случае отклонений зазора от допустимого полюс снимают, находят и устраняют причину отклонения. Проводят электрические испытания изоляции.  Рисунок 7.1.5 – Наконечник для забивки клиньев полюсов |