ПРОЕКТ ЭЛЕКТРИЧЕСКОЙ ЧАСТИ ТЭЦ. Пояснительная записка к курсовому проекту по дисциплине Ремонт и эксплуатация электрооборудования станций и подстанций
 Скачать 3.36 Mb. Скачать 3.36 Mb.
|

7.2.3 Ремонт обмотки статора (СТО РусГидро 02.03.69-2011)При ремонте обмотки статора должны быть выполнены следующие проверки технического состояния в соответствии с СТО 7330282.27.140.001-2006 и с учетом категорий контроля, принятых в объемах и нормах испытаний РД 34.45-51.300-97, по результатам которых заполняют карты измерений, приведенные в приложении В СТО РусГидро 02.03.81-2013: повреждения изоляции обмоток статоров, выводных шин, проходных и опорных изоляторов генераторного напряжения; перегревы, в том числе перемычек и паек головок лобовых частей; увлажнение; загрязнение; ослабление крепления в пазовой и лобовых частях; течи и закупорки полых проводников стержней обмоток статоров гидрогенераторов с водяным охлаждением. После определения места пробоя обмотку на длине шага освобождают от деталей крепления как в лобовой, так и в пазовой части, т. е. расклинивают пазы при помощи обмоточной лопатки, слесарного молотка и выколотки. Толщина выколотки равна ширине паза минус 1—3 мм.Срезаются шпагатные или шнуровые бандажи в лобовых частях, срезается или разбирается и удаляется изоляция с паяных соединений. На лобовые части стержней катушек от паяного соединения (головки) до первого бандажного кольца вверху и внизу статора накладывается один слой стеклянной ленты вполнахлеста. Затем паяное соединение обкладывается асбестовой бумагой и мокрой асбестовой тестообразной массой. Стеклянная лента и асбестовая бумага наносятся для защиты обмотки от загрязнений. При распайке обмотки газовой горелкой асбестовую массу рекомендуется наносить перед началом распайки, так как высохшая масса плохо предохраняет изоляцию обмотки от ожогов. Нагрев мест соединений осуществляется одной или двумя газовыми горелками с наконечником № 5 или 6. Во время расплавления припоя удаляется плоскогубцами медный хомут, а место нагрева охлаждается с помощью хлопчатобумажных салфеток, смоченных в воде. Соединения, паянные припоем марки ПОС 40, нагревают переменным током с помощью паяльника с угольным электродом (рис. 7.2.3.1). Источником переменного тока для нагрева мест соединений обмотки может служить один передвижной сварочный трансформатор или два одинаковых меньшей мощности, соединенных параллельно. Необходимый рабочий ток, как правило, не превышает 600—700 А. При отсутствии трансформатора с соответствующим рабочим током достаточную мощность нагрева можно получить намоткой другой вторичной обмотки на шихтованный сердечник трансформатора. Время нагрева и оптимальный ток подбирается в процессе пробных нагревов. Стержни с микалентной компаундированной изоляцией при выемке предварительно нагревают до температуры 80—90 °C на поверхности изоляции для размягчения компаунда с целью предотвращения повреждений. Стержни с термореактивной изоляцией при нагревании нетермопластичны и потому нагрева не требуют, а извлекаются из пазов в холодном состоянии. 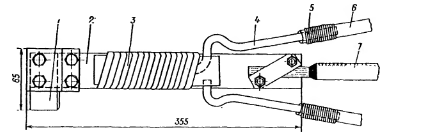 1 — угольный электрод; 2 — угледержатель; 3 — асбестовая лента; 4— трубка медная; 5— шпагат; 6 — трубка резиновая для подачи и слива воды; 7—кабель Рисунок 7.2.3.1 - Паяльник с водяным охлаждением Выемка стержней производится следующим образом: на выходе из паза с двух сторон под стержень заводится ремень шириной 50—60 мм, образуя петлю. С помощью двух деревянных рычагов с упором в сердечник статора стержень осторожно поднимают из паза. По мере подъема петли передвигаются по стержню к середине и он постепенно вынимается из паза. Лобовые части при выемке поддерживаются во избежание повреждения. В случае повреждения нижнего стержня поступают следующим образом. Удаляется верхний стержень из того паза, в котором находится дефектный стержень нижнего ряда. Затем поднимаются из пазов стержни верхнего ряда по шагу обмотки. Под поднятые стержни ставятся подкладки. Вынимается нижний пробитый стержень. За время отыскания повреждения выполняется ряд подготовительных мероприятий. Осматриваются все стержни (катушки), подлежащие укладке, определяется состояние изоляции и целостность полупроводящего покрытия. Калибром проверяются геометрические размеры подготовленных стержней (катушек) по высоте и толщине. При увеличенных размерах сечения стержни (катушки) с компаундированной изоляцией используются после горячей опрессовки. Испытывается электрическая прочность изоляции каждого стержня (катушки) согласно нормам испытаний электрооборудования . Пазовая часть стержней (катушек) испытывается в деревянных угольниках, обитых внутри фольгой и обжатых струбцинами (рис.7.2.3.2), лобовые части обертываются алюминиевой фольгой до радиуса головки. 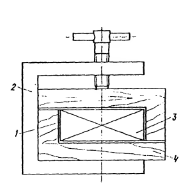 1 – фольга; 2 – струбцина; 3 – сечение пазовой части; 4 – деревянный угольник Рисунок 7.2.3.2 – Электрические испытания пазовой части стержней (катушек) Стержни (катушки), выдержавшие электрические испытания, маркируются и укладываются в деревянные угольники и на козлы в один ряд. При устранении повреждения стержней с термореактивной изоляцией применяется следующая технология. Стержни устанавливаются на стойки (рис. 7.2.3.3). 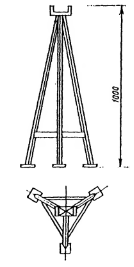 Рисунок 7.2.3.3 – Стойка для изоляции стержней В месте повреждения изоляция срезается на конус длиной по 50 мм в каждую сторону по периметру стержня. Место разделки обезжиривают смесью бензина и спирта в соотношении 1:1, подсушивают на воздухе. Заполняют заподлицо с основной изоляцией компаундном холодного отверждения Полиэтиленолиамин вводится в состав перед самым употреблением, и состав тщательно перемешивается. Для приготовления компаунда желательно иметь плоскую ванночку. Жизнеспособность компаунда 1,5—2 ч при 20 °C. После отверждения компаунда на место повреждения наносится стеклослюдинитовая лепта марки ЛСГК-110 СП или ЛСГК-110 СТ вполнахлеста с заходом на 25—30 мм в обе стороны па корпусную изоляцию стержня. Каждый слой ленты после наложения промазывается компаундом без наполнителя. Сверху отремонтированная изолиния покрывается полупроводящей эмалью марки ПЛГ-233 в пазовой части и марки ПЛК-234 в лобовой. Восстановление корпусной изоляции стержней или катушек с компаундной изоляцией выполняют по следующей технологии. Корпусная изоляция в месте повреждения срезается на конус длиной не менее 50 мм в каждую сторону по всему периметру стержня (катушки). Место разделки обезжиривают смесью бензина и спирта в соотношении 1:1. Покрывают разделку и каждый слой ленты шеллачным лаком, а изолируют микалентой марки ЛМЧ-ББ или ЛФЧ-ББ толщиной 0,13 мм вполнахлеста. Сверху изоляция уплотняется одним слоем киперной ленты вполнахлеста и просушивается в течение 24 ч. при температуре 20°C. Затем киперная лента снимается. Восстанавливается покровная лента и полупроводящее покрытие. После подсушки лобовая часть покрывается эмалью марки ГФ-92ХС или ГФ-92ХК. При повреждении поверхностного полупроводящего слоя в пазовой пли лобовой части его восстанавливают, предварительно удалив ленту с полупроводящим покрытием и наложив новую в зависимости от конструктивного исполнения обмотки. |