производство смазочных масел. При изучении предлагаемого материала целесообразно повторить основы неорганической и органической химии
 Скачать 0.5 Mb. Скачать 0.5 Mb.
|

|
2.6 Контроль качества услуг Услуга – результат непосредственного взаимодействия исполнителя и потребителя, а также собственной деятельности исполнителя по удовлетворению потребности потребителя. Материальные услуги связаны с товаром в его материальном виде, тогда как нематериальные услуги не связаны с товаром. Качество услуги рекомендуется понимать как синтез таких показателей, как качество использующихся для производства услуги технических средств и других материальных объектов, а также уровень предлагаемого клиенту сервиса. Проектируемое предприятие по производству моторных масел будет оказывать материальные услуги своим клиентам. Производство технических масел требует применение исходных материалов с заданными свойствами, контроля проведения процесса и анализ полученных продуктов производства, что совпадает с принципами организации производства по Международным стандартам ИСО серии 9000:2000 по менеджменту качества применительно к процессам производства продукции и оказания услуг. В процессе изготовления продукции осуществляется контроль: а) входной контроль или приемочный контроль; б) операционный (внутрипроизводственный) контроль; в) контроль продукции (сдаточный контроль). Сервисная организация должна обеспечить соответствие установленным требованиям приобретаемой ею продукции (материалов, комплектующих изделий, оборудования, инструмента) или услуг, необходимых для осуществления производственной деятельности, а также выбирать поставщиков необходимой продукции на основе их способности удовлетворять установленным в системе требованиям, включая требования к качеству. Система качества должна предусматривать материально - техническое обеспечение сервисной организации (исполнителя услуги) всеми необходимыми ресурсами (материалами, комплектующими изделиями, оборудованием, инструментами и др.). Договоры на поставку продукции или оказание услуг должны содержать точное описание заказанной продукции или получаемых услуг, включая: а) наименование продукции или услуги, тип, вид, модель, класс, сорт или другую точную информацию; б) нормативные и технические документы (технические условия, техническое описание, чертежи, требования к технологическому процессу, инструкции по контролю и другие соответствующие исходные данные). Входной контроль — это контроль качества сырья материалов, комплектующих изделий или иной продукции поставщика до ее использования (потребления) в производстве другой продукции. Контроль качества сырья и реагентов производится согласно графику входного контроля, инструкции по входному контролю и графику лабораторного контроля, согласованного с представителем заказчика. Качество сырья и готового масла контролирует сертифицированная Госстандартом РФ лаборатория технического контроля. К формам контроля, осуществляемого до приемки продукции, относятся: а) периодический контроль эффективности системы обеспечения качества поставщика; б) требование отгружать вместе с товарами протоколы процессов контроля качества; в) требование к поставщику осуществлять стопроцентный контроль и испытания; г) выборочные приемо-сдаточные испытания партии товаров поставщика; д) использование поставщиком формальной системы обеспечения качества (например по ИСО серии 9000); е) проверка, контроль или испытания товаров потребителем на предприятии поставщика или субподрядчика; ж) контроль, испытания и сертификация третьей стороной перед приемкой продушин потребителем. Некоторые из вышеперечисленных требований к поставщику могут предъявляться еще до поставки им продукции потребителю, Как только продукция поступила, следует осуществить предварительный контроль (проверку). При этом проверяется: а) соответствуют ли сведения об отгрузке заказу на поставку по типу, классу и не нарушена ли упаковка; б) количеству продукции; в) нет ли очевидных транспортных повреждений; г) имеется ли сопроводительная документация, подтверждающая качество поставленной продукции (например, обобщенные результаты испытаний, сертификаты соответствия заказу на поставку); д) приложены ли к поставленной продукции сопровождающие ее протоколы приемки партии или отдельных изделий, составленные заказчиком (получателем) по результатам контроля на месте перед отгрузкой, и т. д. Если какое-либо из этих условий не выполнено, то поставленная продукция должна быть складирована до выяснения возможности ее использования. Выборочная форма входного контроля наиболее приемлема для практикующего предприятия сервиса, осуществляющего серийное производство масла М – 20Е70. При выборочном контроле проверяется относительно небольшое количество единиц продукции из той совокупности, к которой она принадлежит. Количество контролируемых единиц продукции принимают исходя из статистических законов теории вероятности. Поэтому выборочный контроль часто называют статистическим контролем продукции. Однако при этом входном контроле существует определенный риск пропуска некоторого количества несоответствующей продукции потребителю. Поэтому приемлемый уровень дефектов или брака устанавливается и контролируется потребителем. Данные о контролируемых параметрах при производстве моторного масла М – 20Е70 приведены в таблице 2.6.1. Производственный процесс — это совокупность всех действий и орудий труда» необходимых для изготовления и ремонта продукции (ГОСТ 14.004-83). Главным фактором управления качеством продукции является профилактика, а не исправление допущенных ошибок. Нецелесообразно ожидать конечного результата (выхода), оценивать его качество, а затем исправлять допущенные ошибки (отклонения, несоответствия). Для получения запланированного качества продукции необходимо влиять на сам процесс производства этой продукции, т. е. влиять на процесс преобразования входа в выход. Это осуществимо при условии контроля всех этапов процесса преобразования. В этом случае измеряются параметры качества как этапов процесса, так и преобразуемой на них продукции, а результаты измерений сравниваются с теми требованиями, которым они должны соответствовать. Если обнаруживаются несоответствия требованиям технологии или необходимым параметрам продукции, то производственный процесс должен быть скорректирован. Контроль правильности и точности Таблица 2.6.1 – Входной контроль качества сырья для производства моторного масла М-20Е70
исполнения технологии процесса должен осуществляться на всем его протяжении от входа до выхода, т. е. предполагается постоянный самоконтроль процесса его исполнителем, а также систематический аудит этапов или операций и, следовательно, процесса в целом. Поэтапный контроль качества технологического процесса и производимой продукции представляет собой двуединую систему контроля процесса. По результатам контроля, в случае обнаружения какого – либо несоответствия и принятия управленческого решения, исполнитель работ осуществляет «обратную связь», т. е. корректирующее воздействие. Пооперационный контроль процесса, в отличие от контроля продукции, по существу является сплошным» т. е. без пропуска этапов или операций производства. Если процесс контролируется не полностью, то возникает значительная вероятность появления на неконтролируемых этапах (операциях) несоответствий процесса и, следовательно, дефектов готовой продукции. Причину появления дефектов на неконтролируемой операции установить и устранить невозможно, В этом случае процесс оказывается неуправляемым, а дефект продукции - постоянным. Контроль процесса является базой для управления качеством выпускаемой продукции и может осуществляйся как: а) отслеживание, заключающееся в фиксации показателей имеющихся КИП и в сравнении их с необходимыми значениями; б) оперативный контроль параметров процесса на контролируемом этапе при изменении характеристик входного продукта или ресурсов процесса; в) самоконтроль - проводимый работниками или операторами контроль этапов процесса или всего процесса. Работники осуществляющие производственный процесс должны: а) поддерживать требуемые параметры качества выхода процесса независимо от того, на каком этапе или операции они работают; б) уметь осуществлять корректирующие действия для приведения процесса в норму; в) уметь устранить причины появления несоответствия в своей операции без привлечения к этому руководителя процесса. Сервисная организация должна проводить окончательный контроль (проверку) в соответствии с программой качества или документированными процедурами с целью доказательства соответствия услуги установленным требованиям. [ГОСТ Р 50691-94] Оператор отбирает пробу масла на полный анализ (смазывающие свойства, вязкостно-температурные свойства, термоокислительная стабильность, моюще-диспергирующие свойства, антиокислительные свойства, антикоррозионные свойства, температура вспышки и воспламенения, низкотемпературные свойства) в присутствии представителя лаборатории технического контроля. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, по нему проводят повторные испытания вновь отобранной пробы. Результаты повторных испытаний являются окончательными и распространяются на всю партию. При неудовлетворительном результате повторных испытаний вся партия подвергается корректированию. При получении результатов анализов, соответствующих требованиям действующего ГОСТ, на готовое моторное масло М-20Е70 оформляется паспорт, и производится отпуск в тару потребителя. Паспорт качества на моторное масло М – 20Е70 приведен в таблице 2.6.2. Таблица 2.6.2 – Паспорт качества моторного масла М-20Е70
3.1 Расчет мощности двигателя перемешивающего устройства Для обеспечения высокой степени перемешивания продукта при данной температуре и вязкости, принимаем мешалку рамного типа со следующими параметрами. Параметры перемешивающего устройства: а) диаметр аппарата, мм 2400 б) внутренний диаметр перемешивающего устройства, мм 2000 в) число оборотов двигателя, об/мин 40 г) толщина рамки, мм 135 В связи с тем, что весь процесс производства масла М-20Е70 проходит при температуре 20 – 40°С, то произведем расчет кинематической вязкости при 40°С. Кинематическая вязкость при 100°С соответствует 20  /с (ГОСТ 25371 - 97). /с (ГОСТ 25371 - 97). Индекс вязкости HB=90. Коэффициент L = 493,2 – коэффициент кинематической вязкости масла при 40°С с индексом вязкости HB=0, имеющий при 100°С такую же кинематическую вязкость, что и производимое масло, /с.Коэффициент D = 263,7 – коэффициент кинематической вязкости масла при 40°С с индексом вязкости HB=100, имеющий при 100°С такую же кинематическую вязкость, что и производимое масло, /с. Значения L и D взяты из ГОСТ 25371-97. Рассчитываем кинематическую вязкость при 40  : : Следовательно:  Таким образом, получаем:  Тогда:  где n=40/60=0,7 об/с 2) Коэффициент сопротивления с зависит не только от формы лопасти и сосуда, в котором производится смешивание, но и от критерия Рейнольдса, Определяем величину коэффициента с из рисунка 3.1.1. 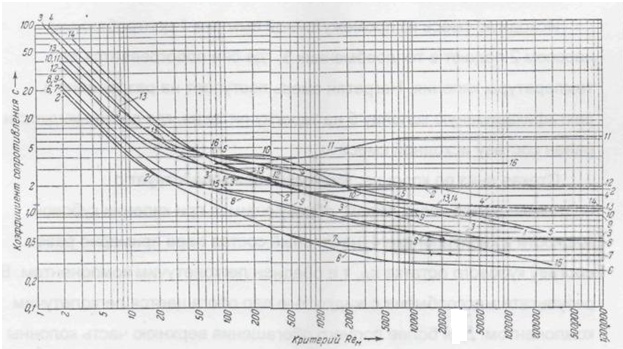 Рисунок 3.1.1 Зависимость коэффициента сопротивления с от критерия Рейнольдса Принимаем коэффициент с = 0,62 3) В связи с тем, что величины с, принятые по рисунку 3.1.1, точны только для мешалок, геометрически подобных тем, к которым относятся соответствующие опытные данные, значение с надо умножить на соответствующие поправочные коэффициенты. Расчет поправочных коэффициентов:     Коэффициенты к = 0,3 и  . .Кроме того, вводим поправочные коэффициенты на шероховатость стенки аппарата  =1,15 и наличие гильзы термометра =1,15 и наличие гильзы термометра  . . 4) Определяем рабочую мощность, потребляемую мешалкой:  где  - плотность масла М-20Е70, - плотность масла М-20Е70,  . .Принимаем к.п.д. передачи от электродвигателя к валу мешалки  =0,9 и коэффициент запаса =0,9 и коэффициент запаса  = 1,2 (на случай возможных перегрузок), и определяем мощность электродвигателя [14]: = 1,2 (на случай возможных перегрузок), и определяем мощность электродвигателя [14]: 5) Расчет геометрического объема мешалки: Определяем объем цилиндра:  Определяем объем сферы мешалки:  Определяем общий объем мешалки:  |