СУшка. Сушка. При сушке керамических материалов и изделий используют следующие методы (по способу подвода тепла к высушиваемому материалу) конвективный, радиационный, кондуктивный и в электромагнитном поле
 Скачать 1.43 Mb. Скачать 1.43 Mb.
|

|
Таблица 23. Характеристики монорельсовых туннелей
стия пода теплоноситель подают через отверстия в потолке в последующую по ходу изделий зону (прямоток). И в том и в другом случае достигается значительное уменьшение перепадов темпера- 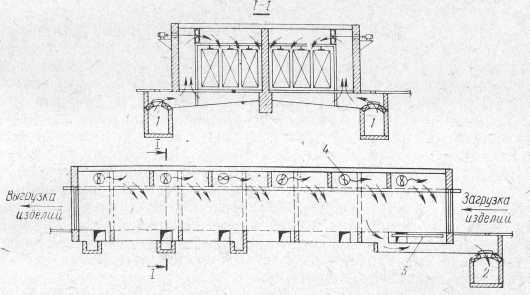 Рис. 27. Схема сушилки конструкции Южгипроцемента / — сборные подающие каналы; 2 — сборный отсасывающий канал; 3 — паровые нагреватели; 4 — осевые циркуляционные вентиляторы туры по высоте туннеля, что позволяет сократить срок и повысить качество сушки. Некоторые показатели работы конвейерных сушилок на Щекинском заводе «Кислотоупор» приведены в табл. 24. Работа конвейерных сушилок характеризуется повышенными расходами теплоты на 1 кг влаги до 8380 кДж/кг. Анализ показал, что на испарение влаги 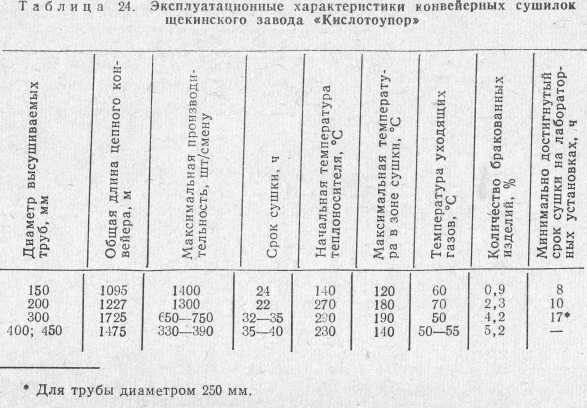 расходуется 28—30%, с уходящими газами — 38—40%, на нагрев труб и транспорта — 4—6%. Потери составляют 26—28%. Сокращение расхода теплоты может быть достигнуто уменьшением потерь в окружающую среду и с уходящими газами. Для этого необходимо повышать начальную температуру теплоносителя и снижать конечную. Увеличение производительности конвейеров за счет сокращения срока сушки или увеличения вместимости сушилки (путем подвески труб на различных уровнях — опыт завода «Кислотоупор») приводит к снижению теплопотерь. Сокращение сроков сушки может быть достигнуто интенсификацией теплообмена в зоне усадки изделий путем создания интенсивных потоков теплоносителя (например, установка перемешивающих вентиляторов), а также повышением максимальной температуры в зоне сушки. Увеличение последней лимитируется выгоранием смазки в шарикоподшипниках ходовой части цепного конвейера. В туннельных сушилках с нисходящими принудительными потоками теплоносителя могут быть созданы наиболее благоприятные условия для интенсификации процесса сушки и приближения сроков сушки к достигнутым в лабораторных установках. г) Сушилки для плиток Для сушки плиток применяют туннельные и конвейерные сушилки с полочным, сетчатым, цепным и роликовым конвейерами. В туннельных сушилках плитки высушивают в вертикальных или горизонтальных стопках (сушка в капселях). В сушилках с полочным конвейером плитки устанавливают вертикально по две вместе. В сушилках с цепным, сетчатым и роликовым конвейером плитки располагают горизонтально в один ряд по высоте. Наиболее благоприятные условия для механизации загрузки и выгрузки, а также автоматизации процесса сушки создаются при горизонтальном однорядном расположении плиток. Созданы конструкции конвейерных сушилок для разных видов плиток, с различными источниками теплоснабжения и производительностью. Сушилки собирают из отдельных секций с разрывами или без разрывов между ними. Секция сушилки представляет собой металлический каркас, облицованный снаружи металлическим кожухом с футеровкой из пенодиатомового и шамотного легковесного кирпича. В некоторых конструкциях каркас обшит двойными металлическими стенками, между которыми находится теплоизоляция. В каждой секции сушилки имеются открывающиеся люки для чистки и наблюдения за состоянием плиток в сушилке. Конвейерные сушилки используют как в составе конвейерно-поточных линий со щелевыми печами (КПЛ), так и отдельно. В последнем случае обжиг плиток производят в туннельных печах. При однократном обжиге глазурованных плиток устанавливают сушильно-глазуровочные конвейеры (СГК), при двухкратном обжиге глазурованных плиток или однократном обжиге неглазурованных плиток — сушильные конвейеры (СК). Обычно глазуровочные машины располагают в середине сушилки с равным количеством секций до и после глазурования. Инжекционные туннельные и микрофакельные горелки устанавливают под конвейером, инжекционные горелки с излучающими насадками — над конвейером. Электронагреватели устанавливают под и над конвейером. Сушилки оборудованы системой принудительного отбора отработанного теплоносителя или сушильного агента. При разрывах между секциями теплоноситель отбирают из каждой секции. При отсутствии разрывов теплоноситель иногда отбирают сосредоточенно посредине сушильной камеры. В сушильных и су- шильно-глазуровочных конвейерах после сушильной камеры расположен участок принудительного охлаждения плиток. Технические характеристики сушилок НИИСтройкерамики, Гипростройматериалов, Института газа АН УССР и Харьковского плиточного завода приведены в табл. 25 и 26, а некоторые эксплуатационные характеристики сушильных и сушильно-глазуровочных конвейеров — в табл. 27. В конвейерных сушилках с газовым отоплением расход тепла на испарение влаги составляет 23—28%; потери: с дымовыми газами — 26—34%, в окружающую среду (с неучтенными потерями) — 19— 27%, с сетчатым конвейером — 10,5—14,5%, с цепным — 7,5%. В конвейерных линиях сушка плиток должна производиться только горячим воздухом и дымовыми газами из щелевых печей. Разработаны проекты конвейерных сушилок, работающих полностью на отходящих газах и горячем воздухе от щелевых печей. | ||||||||||||||||||||||||||||||||||||||