СУшка. Сушка. При сушке керамических материалов и изделий используют следующие методы (по способу подвода тепла к высушиваемому материалу) конвективный, радиационный, кондуктивный и в электромагнитном поле
 Скачать 1.43 Mb. Скачать 1.43 Mb.
|

|
Техническая характеристика люлечно-конвейерной сушилки Н И ИСтройкерамики
Металлическими горизонтальными перегородками сушилка разделена на 6 ярусов по высоте, 5 ярусов — рабочих. Нижний ярус холо- Таблица 19. Эксплуатационные характеристики сушилок для санитарно-строителЬных изделий
стой. Отбор теплоносителя — сосредоточенный в загрузочном конце сушилки. Подача теплоносителя после калорифера в верхний ярус со стороны выгрузки изделий также сосредоточенная. Предусмотрена возможность подачи теплоносителя между 1-м и 2-м, 3-м и 4-м рабочими ярусами. В 1, 2 и 5-м ярусах движение теплоносителя противоточное, в 3-м и 4-м ярусах — прямоточное. Между 2-м и 3-м ярусами установлен осевой циркуляционный вентилятор, отбирающий теплоноситель из 4-го и 5-го ярусов и направляющий его в 3-й и 2-й ярусы. Этим же вентилятором может быть осуществлена частичная рециркуляция отработанного теплоносителя (из 1-го во 2-й и 3-й ярусы). Температурный режим на 5-м ярусе 55—70° С, на 1—4-м ярусах от 36 до 42° С. Эксплуатационные характеристики сушилок для санитарно-строительных изделий, а также данные о скоростных режимах сушки в лабораторных установках приведены в табл. 19 и 20. Таблица 20. Скоростные режимы сушки санитарно-строительных изделий
Для сушки кислотоупорных изделий, выпускаемых в больших масштабах (кислотоупорный кирпич и плитки, насадочные кольца), используют в основном монорельсовые туннельные сушилки конструкции Гипростройматериалов (рис. 21 и 22). 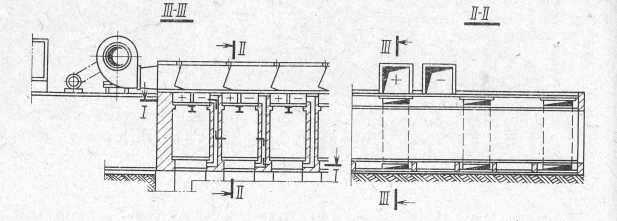 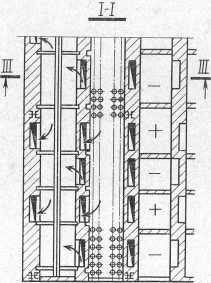 Рис. 21. План, продольный и поперечный разрезы сушилки Г ипростройматериа- лов Особенностью этих сушилок является наличие подового канала, разделенного по позициям поперечными перегородками и перекрытого перфорированными ацеитовыми плитами. Посредством системы каналов, подключенных к циркуляционным вентиляторам, в подовом канале создают давление и разрежение (через позицию). Сушилка имеет 19 позиций. Отбор теплоносителя осуществляют снизу на первой позиции. Теплоноситель от газового подтопка (или из зоны остывания туннельных печей) подводят к всасывающему патрубку вентилятора III высокотемпературной зоны, соединенному с циркуляционным отсасывающим каналом этой зоны. Предусмотрена возможность подачи свежего теплоносителя к всасывающим патрубкам циркуляционных вентиляторов II и I зон, что в определенных пределах позволяет независимо регулировать температурный режим в этих зонах. Основные недостатки монорельсовых сушилок Гипростройматериа- лов: большие перепады температуры по высоте туннеля, незначительное заполнение сечения туннеля изделиями и повышенный расход тепла. В НИИСтройкерамике разработана схема реконструкции этих сушилок (рис. 23). Реконструкция заключается в следующем. С целью уменьшения сопротивления и подсосов отработанный теплоноситель отбирают на 1-й и 2-й позициях. Для уменьшения «мертвого» пространства (на 20%) оборудован ложный потолок из наклонных Рис. 22. Принципиальная схема теплоснабжения блока сушилок Гипро- стройматериалов, модернизированная щекинским заводом «Кислотоупор» 1 — отсасывающий вентилятор; 2 — циркуляционные вентиляторы I, II и III зон; 3 — подтопок; 4 — сборный подающий канал; 5 — отсасывающие каналы циркуляционных зон; 6 — сборные нагнетающие каналы циркуляционных зон; 7 — сборный отсасывающий канал 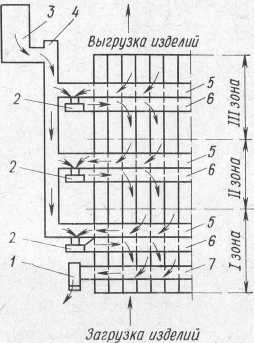 перфорированных ацеитовых плит. Над ложным потолком по всей его длине вдоль туннеля устроен канал, разгороженный поперечными перегородками между поз. 1—2, 5—6 и 12—13. В подовом канале поперечные перегородки оставлены только между поз. 2—3,6—7 и 12—13. В I (поз. 2—6) и II (поз. 7—12) зонах подачу рециркулирующего теплоносителя осуществляют через перфорированные плиты ложного потолка, а отбор — через перфорированные плиты подового канала. При этом через ложный потолок I зоны подают часть полностью отработанного теплоносителя, отбираемого на позициях 1—2, через ложный потолок II зоны — теплоноситель, отбираемый на поз. 3—6, через ложный потолок III зоны — теплоноситель, отбираемый на поз. 7—12. Свежий теплоноситель подают через подовый канал на поз. 13—19. В реконструированной сушилке вместо циркуляции теплоносителя осуществлена его рециркуляция. Хаотическое движение потоков заменено направленным движением сверху вниз (I и II зоны). В III зоне снизу подают свежий теплоноситель, а сверху рециркулирующий. Фасонные и крупногабаритные кислотоупорные изделия сушат в основном в помещении при температуре 25—30° С. Некоторые изделия досушивают в туннельных или камерных сушилках. Сушка в помещении обусловливает ненормальные условия труда, связана с большим объемом ручных операций и требует значительных производст- 24—256 В атмосферу  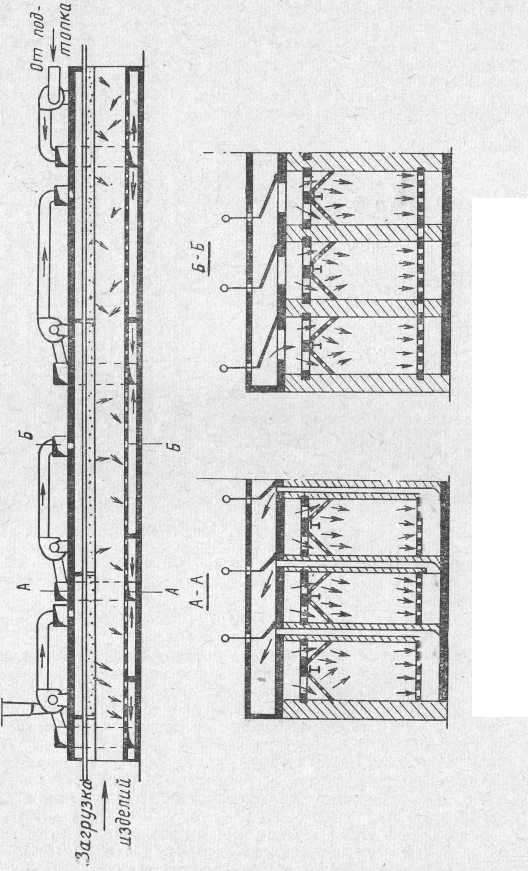 Рис. 23. Реконструированная сушилка Гипростройматериалов
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||