отчет методической преддипломной практике. ремонт, сборка и регулирование оптикомеханических приборов
 Скачать 3.39 Mb. Скачать 3.39 Mb.
|

|
Тема 3. МЕТОДИЧЕСКАЯ СИСТЕМА ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ ПО КИПиА Основным структурным компонентом методической системы производственного обучения являются учебные задания, в ходе которых учащиеся обращаются к учебнику [2] . Учебные задания в соответствии с принятой классификацией [5] делятся на три группы: закрепление знаний и умений учащимися, овладение методами логического и творческого мышления, применение знаний (овладение умениями, отработка навыков). Первая группа заданий направлена на первичное усвоение, т.е. осознанное восприятие и запоминание знаний. Репродуктивные задания включают повторяемые и вариативные упражнения, отдаленные от показанного, но сохраняющие явную для учащихся связь с ним. Вторая группа предполагает творческие задания или проблемно-творческие задачи. Творческие задачи при самостоятельно-познавательной деятельности содержат определенную производственную ситуацию, при анализе которой мастер сам ставит проблему или ее выдвигают, учащиеся. Примером таких заданий к теме "Приборы автоматического контроля температуры" могут являться следующие проблемные вопросы, побуждающие учащихся к самостоятельной мыслительной и творческой деятельности: 1. Проверить и убедиться в исправностях кинематических узлов автоматического электронного моста, его усилителя и электродвигателей, целостности предохранителя. Почему прибор не работает? Укажите возможные неисправности, в каких узлах они возникают. 2. Проверить и убедиться в исправностях всех параметров усилителя, электродвигателей, реохорда. Почему при подаче входного сигнала измерительная стрелка прибора не перемещается относительно шкалы? Попробуйте определить данную неисправность и составьте алгоритм ее устранения. При решении подобных заданий учащийся выполняет отдельные познавательные действия по схеме системного анализа: выделение объекта анализа и целостных свойств объекта, рассечение объекта на уровни анализа (теоретического представления объекта, проектирование способов деятельности, предметные действия). Выполнение заданий требует от учащихся знания теоретических основ, что отражает собой системный анализ выделенного объекта (прибора, регулятора) и способы его практического использования в качестве ориентировочной основы профессиональной деятельности слесаря КИПиА. Таким образом, группы заданий подразделяются на две подгруппы: стереотипные задания, предполагающие воспроизведение знаний, образцов деятельности; творческие задания, предназначенные для творческого приобретения и применения знаний, способов деятельности как практического, так и мыслительного характера. Использование научных методов познания в учебном процессе приводит к выработке познавательных процедур описания, объяснения и преобразования, основанных соответственно на репродуктивной, репродуктивно-творческой и творческой деятельности учащихся. Мастер должен учитывать, что педагогическое руководство развитием познавательной деятельности учащихся (ПДУ) должно строиться с учетом преемственности и усложнения видов занятий, т.е. перехода от репродуктивного к репродуктивно-творческому, а затем к творческому уровню. В связи с этим в настоящей методике широко используются различные методы и организационные формы обучения: программированное и проблемное обучение, организация познания на основе межпредметных знаний, индивидуально-дифференцированное и коллективно-групповое обучение. В данной системе выдержаны линии усложнения: по содержанию, способам деятельности и степени самостоятельности. Разработанный комплекс познавательно-воспитательных задач позволяет достигнуть нового уровня в обучении "мастер — учебник — учащийся" (развить у учащегося активность и заинтересованность). Для проверки мастером эффективности сочетаний видов самостоятельных работ и привития умений и навыков у учащихся определены три уровня качества знаний и умений: высокий, средний и низкий. Высокий уровень характеризуется способностью учащихся к многостороннему анализу заданий и умение выполнять их на продуктивно-творческом уровне; умением выделить существенные признаки теории предмета КИПиА; умением находить закономерные связи при диагностировании неисправностей и ремонте приборов; свободно использовать свои знания при решении учебно-познавательных задач по специальному предмету; повышенным интересом к самостоятельной работе. Признаки среднего уровня - способность к анализу предметных знаний и умение выполнять их на репродуктивном уровне, способность к свертыванию информации по КИПиА; умение выделить существенные признаки теории предмета КИПиА и необходимые связи при диагностировании неисправностей и ремонте приборов; проявление интереса к самостоятельной работе. Для низкого уровня качества знаний и умений характерно отсутствие четкого разграничения существенных и второстепенных признаков теории и ремонта приборов КИПиА, неумение четко сформулировать определенные понятия; слабо выраженное умение оперировать предметными и межпредметными знаниями при решении учебно-познавательных задач и диагностировании работоспособности приборов; неразвитая способность к мыслительным операциям; пассивное отношение к самостоятельной работе. Мастер должен учитывать, что профессиональные знания по КИПиА являются сложными, опирающимися на физические явления, механику, электротехнику, электронику, автоматику и межпредметные связи. Поэтому важно на уроках производственного обучения создать творческую обстановку, поощрять ответы и правильные действия слабых учеников, специально создавать ситуации успеха при их опросе, привлекать таких учащихся в качестве помощников к показу приемов работы с приборами, к беседе в ходе обсуждения проблемных задач. Такая обстановка на уроках исключает, "запугивание" слабых учащихся сложностью специальной дисциплины по КИПиА и его производственного обучения; у учащихся появляется интерес к специальному предмету и урокам производственного обучения, повышается успеваемость учебной группы за счет дифференцированного подхода к каждому учащемуся, возрастает познавательная активность учащихся. Глава II. МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ИЗУЧЕНИЮ ТЕМ ПРОГРАММЫ ПРОИЗВОДСТВЕННОГО ОБУЧЕНИЯ ТЕМА 2.1 РЕМОНТ, СБОРКА И РЕГУЛИРОВАНИЕ ОПТИКО-МЕХАНИЧЕСКИХ ПРИБОРОВ На данную тему программой отводится 138 часов. Основная дидактическая задача при изучении темы - обучение учащихся способам сборки и центрирования оптических элементов, формирование умений и навыков при выполнении этих работ. Основные учебные задачи, решаемые при изучении темы: освоить подготовительные операции для промывки оптических и механических частей оптико-механических приборов; - освоить методы промывки оптических деталей; - получить практические навыки по сборке оптических деталей и узлов; - получить практические навыки завальцовки линз в оправах; - освоить центрирование линз "по блику". Данная тема рассматривается как вспомогательная, используемая для ремонта и регулировки оптико-механических элементов отдельных типов газоанализаторов, флуориметров и других приборов. Тему и ее занятия нельзя использовать однозначно для слесарей-механиков, юстировщиков и оптиков широкого профиля, имеющих свою программу спецтехнологии и производственного обучения. Планирование изучения темы 2 по перспективно-тематическому плану Подтема 1. Промывка оптических и механических частей приборов Урок 1. Способы промывки деталей и элементов. Урок 2. Практическая промывка деталей. Подтема 2. Сборка оптических деталей и узлов. Урок 3. Способы крепления оптических деталей. Урок 4. Вальцовка оптических деталей в оправы. Урок 5. Крепление оптических деталей резьбовым кольцом. Подтема 3. Центрирование оптических блоков и линз. Урок 6. Центрирование линз "по блику". Урок 7. Центрирование по автоколлиматору. Подтема 4. Проверочная работа. Распределение времени уроков: на инструктажи; на тренировочные упражнения по подтемам; на проверочные работы; на производственную деятельность . Учебно-технические пособия для мастеров и учащихся 1. Жарковский Б.И. Приборы автоматического контроля и регулирования. М., 1983 (см. гл. II; § 3 гл. XI). 2. Ефремов А.А. идр. Сборка оптических приборов. М., 1983 (см. гл. ХШ, XV, XVI). 3. Рисунки и таблицы данного пособия. Подтема 1. Промывка оптических и механических частей приборов Цель занятия — обучение учащихся методам промывки частей оптико-механических приборов, приобретение умений и навыков по механической или ультразвуковой промывке деталей приборов. Наглядные пособия, инструмент, оборудование: Вытяжной химический шкаф типа ШНЖ — 3-5 шт.; звуковой генератор (частота 10—40 кГц) — 1—2 шт; электропривод с малым захватывающим патроном — 1—2 шт.; рабочие ванны — 3—5 шт.; в соответствии с нормами, утвержденными пожарной инспекцией, бензин "Галоша" и Б-70, ацетон, бензол, трех- и четыреххлористый углерод, этиловый спирт, петролейный эфир; в зависимости от объема выполняемых работ: замша, ватные тампоны, ершики, различные пинцеты. Методика проведения занятия Занятие проводится в ремонтной или оптической лаборатории училища (мастерской) или базового предприятия. На вводном инструктаже мастер методом контрольных вопросов выясняет уровень подготовки учащихся к уроку. 1. Какова цель промывки оптических и механических частей оптических приборов? 2. Перечислите основные способы промывки оптических деталей. 3. Какова последовательность промывки деталей? 4. После каких рабочих стадий производится обезжиривание оптических деталей? 5. Какие требования предъявляются к качеству обезжиривания деталей? 6. Какие требования предъявляются к рабочей поверхности инструмента? 7. Какие существуют способы обработки оптических деталей? Продолжая вводный инструктаж, мастер инструктирует учащихся по правилам безопасности труда при работе с легковоспламеняющимися жидкостями, используемыми при операциях промывки. Затем учащиеся знакомятся с конструкцией вытяжных шкафов типа ШНЖ, осваивают операции по их эксплуатации. Мастер поясняет учебной группе, что весь процесс обезжиривания и промывки проводится по технологической карте, которая предписывает по стадиям время процесса, тип растворителя и необходимые операции обработки. В зависимости от типа операций и их назначения время промывки составляет от (Нескольких минут до одного часа.) На текущем инструктаже (в ходе проведения технологических операций обезжиривания и промывки) мастер обращает внимание учащихся на протирку оптических деталей после промывки. Протирка производится специальной чистой салфеткой. Наличие следов жировых загрязнений и пыли на салфетке ухудшает качество оптических деталей — на них появляются жировые налеты и царапины. Операцию протирки оптических деталей необходимо производить после их промывки во влажном состоянии. Непосредственный цикл обезжиривания проводят в зависимости от оснащения участка механическим или ультразвуковым методом промывки. При ультразвуковом методе все операции включения и отключения установки производит только мастер. На заключительном инструктаже мастер анализирует допущенные учащимися ошибки и оценивает качество оптических деталей (у каждого учащегося) после выполнения данной операции. В ходе заключительного инструктажа мастеру целесообразно поставить перед учебной группой ряд проблемно-поисковых задач, активизирующих учебно-познавательную деятельность учащихся. 1. Как изменяется качество растворителей в процессе обезжиривания оптических деталей? 2. Почему необходимо использовать несколько этапов обезжиривания? 3. Можно ли осуществить количественное определение жировых загрязнений расворителя на последнем этапе промывки? После проведения практической части занятия учащиеся составляют письменный отсчет по выполненному заданию с описанием полного техно- . логического процесса, его этапов и затраченного времени. Работы учащихся проверяет мастер, а некоторые вопросы обсуждаются всей группой для обобщения материала. Занятие соответствует третьему уровню обученности. Подтема 2. Сборка оптических деталей и узлов. Цель занятия — практическое обучение учащихся способам сборки оптических элементов. Наглядные пособия, инструмент, оборудование: центрировочный патрон — 2—4 шт.; латунные и алюминиевые вальцовки — 4—6 шт.; роликовая головка- 1-2 шт.; один токарный станок. Методика проведения занятия Занятие проводится в специализированной оптической мастерской (или ремонтном участке), имеющей необходимые оборудование, инструмент и поверочные средства. Мастер на вводном инструктаже должен остановиться на значении сборки и юстировки оптических узлов оптико-механических приборов в повышении качества этих приборов. Основными способами крепления оптических деталей являются завальцовка, крепление резьбовыми соединениями (кольцами), а также приклеивание. На первом этапе занятия, исходя из материальной базы участка, мастер должен показать учащимся один из способов вальцовки. При малых объемах вальцовочных операций вальцовка осуществляется специальной оправкой, выполненной из латуни или меди. Мастер должен четко (по стадиям) показать учащимся последовательность рабочих операций завальцовки (рис. 1). 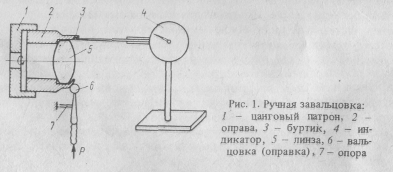 1. Оправа 2 продувается сжатым воздухом. 2. Оправа закрепляется в цанговый патрон 1. 3. При вращении оправы в станке индикатором 4 выверяется отсутствие ее биения. 4. В соответствии с чертежом устанавливаются требуемые линзы. 5. Во избежании выпадания линз при закатке на внутреннюю поверхность оправы у торца наносится тонкий слой воска. 6. Оправка 6 подводится к буртику оптической оправы с требуемым усилием и при вращении цангового патрона производится обкатывание наружной поверхности оправы. Мастер должен объяснить учащимся, что все операции выполняются в строгом соответствии с заданными чертежами. При серийном производстве завальцовка оптических деталей выполняется механизированно на специальных станках, снабженных роликовыми сменными головками. Усилие, необходимое при обкатывании, определяется установкой пружины, имеющей определенную жесткость. Мастер должен обратить внимание учащихся на то, что при необходимости герметизации оправы под ее буртик наносится уплотняющая замазка типа "Герметик УТ-34". Более совершенным является ультразвуковой способ, позволяющий значительно увеличить производительность и качество завальцовки. Для учащихся необходимо отметить ряд недостатков ручной завальцовки: образование неразъемного (жесткого) соединения, невозможность повторного центрирования оптических деталей в оправе, образование неравномерных напряжений в оптических деталях, влияющих на качество изображения. После вводного инструктажа учащиеся группами (из двух-трех человек) выполняют репродуктивное упражнение по завальцовке оптических деталей. В ходе текущего инструктажа мастер (при обходе рабочих мест) обнаруживает и устраняет допущенные ошибки учащихся. При неудовлетворительном выполнении отдельных операций учащиеся производят их под непосредственным контролем мастера. После выполнения завальцовки на наружной поверхности буртика остается (в результате контакта с роликами или вальцовкой) блестящая поверхность, которую требуется зачернить фасочной матовой эмалью. Типичные ошибки учащихся при выполнении завальцовки оптических деталей в оправу приведены в табл. 4. Говоря о креплении оптических деталей в оправе с помощью резьбовых колец, мастер отмечает и демонстрирует преимущества данного способа крепления: разборность соединения, возможность более качественного центрирования и фокусировки систем линз и объективов. Данный способ имеет три варианта крепления оптических элементов в оправах: резьбовое кольцо со стопорным винтом, резьбовое кольцо с пружинящим кольцом, пружинящее проволочное разрезное кольцо. Для установки резьбовых колец в оправы или объективы учащимся необходимо выполнить ряд последовательных действий. 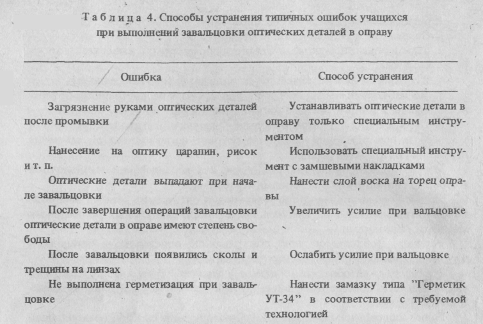 1. Произвести чистку внутренней поверхности оправы. 2. Протереть поверхности линз и резьбового кольца. 3. Установить лянзы в требуемые посадочные отверстия. 4. Выполнить требуемые условия герметизации. 5. Установить и закрепить специальным ключом резьбовые или разрезные кольца. Перед выполнением учащимися данного способа крепления оптических элементов мастер должен дополнительно проинструктировать их о значении правильного выполнения всех операций для получения высокого качества изделия. Значительные физические усилия при заворачивании резьбовых колец могут вызвать сколы и трещины линз. Использование нештатного инструмента приводит к нарушению шлицев резьбовых колец и царапинам линз. Мастер (в процессе показа рабочих приемов) должен обратить внимание на то, что шлицевые соединения имеют очень мелкую резьбу, которая при неправильной установке кольца может быть нарушена (сорвана). На заключительном инструктаже мастер подводит итог выполнения двух этапов занятия: всей учебной группой обсуждаются и анализируются основные ошибки при выполнении работы, оценивается практическое выполнение работ. Целесообразно перед учебной группой поставить ряд проверочных вопросов. 1. Какие преимущества имеет завальцовка роликовой головкой? 2. Какие недостатки имеет ручная завальцовка? 3. Когда применяется крепление оптических элементов пружинящим проволочным кольцом? 4. В каких оптических системах применяется крепление резьбовым кольцом? 5. Перечислите основные недостатки ручной и механизированной завальцовки оптических систем. Подводя итог занятия, мастер выставляет оценки учащимся в дневники. Занятие соответствует третьему-четвертому уровням обученности. "Задание для самостоятельной работы к подтеме 3 1. Изучить ремонт оптико-механических приборов (см. [ 2], § 3 гл. XI, с. 221-222). 2. Какое значение имеет центрирование оптических систем приборов? 3. Какие существуют способы центрирования? 4. В чем заключается юстировка оптических приборов? Подтема 3. Центрирование оптических блоков и линз Цель занятия — практическое обучение учащихся способам центрирования оптических систем. Инструмент и оборудование: малый токарный станок -- 2-3 шт.; проверяемая оптическая система - 8-10 комплектов; микроскоп -2—3 шт.; источник света — 2—3 шт. Методика проведения занятия На вводном инструктаже мастер должен объяснить значение центрирования оптических систем для повышения качества оптических приборов. Асимметрия оптических компонентов в оправе приводит к нарушению основных технических параметров приборов: оптической оси, качества изображения (допустимые аберрации) и тд. Центрированием оптических элементов в оправе называется совмещение оптической оси линзовых блоков с геометрической осью вращения оправы. Основными способами центрирования оптических деталей и блоков в оправах является центрирование по "блику" и автоколлиматору. Центрирование по "блику" заключается в том, что при вращении оправы с линзами в станке рассматривается "биение" изображения источника освещения (нити лампочки), направленного к внешней поверхности линзы. При этом производят такую настройку положения линз, когда "биение" изображения лампы отсутствует. Затем осуществляют завальцовку линз. Мастер переходит непосредственно к показу способа центрирования по "блику" (рис. 2). На каждом рабочем сборочном месте мастер устанавливает и закрепляет оправу 1 в патрон 4 малого токарного станка и с помощью тонкого воскового покрытия вставляет в оправу линзу 2. Затем включает лампочку 3, установленную на штативе для подсветки линзы, и р зависимости от наличия проецирующей техники либо показывает всей группе "биение" изображения нити лампочки на специальном экране, либо группа учащихся (из пяти — семи человек) рассматривает эти "биения" на своем рабочем месте через микроскоп или невооруженным глазом. 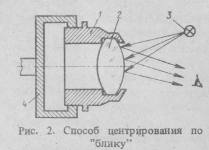 После того как учащиеся обнаружили заметное "биение", мастер начинает их плавно устранять смещением линзы в направлении, перпендикулярном оси вращения оправы, до полной неподвижности источника света. В таком правильном положении линзы производится ее завальцовка в буртик оправы (см. подтему 2). Вследствие нежесткой фиксации при центрировании линза (при завальцовке) может смещаться в пределе 0,01 мм. Такой недостаток присущ данному методу центрирования. После показа мастером рабочих приемов учащиеся выполняют репродуктивное задание самостоятельно. В ходе текущего инструктажа мастер должен обратить внимание учащихся на предельную аккуратность выполнения центрирования, так как большие перемещения линз в направлении, перпендикулярном оси вращения оправы, приводят к большим "биениям" источника света. При выполнении центрирования нельзя загрязнять поверхность линзы, прикасаться к ней руками и оставлять масляные пятна. На заключительном инструктаже мастер должен останавливаться на допущенных учащимися ошибках, произвести групповой разбор выполненных работ и оценить работу каждого учащегося. В качестве дополнительной информации мастер должен пояснить учащимся метод центрирования оптических деталей по автоколлиматору. Этот метод позволяет достичь высокой точности центрирования (погрешность 3—5 мкм), однако он имеет высокую трудоемкость и требует' сложной остнастки. Его применяют в основном при серийном производстве. Вначале линзу завальцовывают любым способом. Затем известные "биения" источника света устраняются смещением оправы с линзой относительно вращения шпинделя станка. После этого протачивают цилиндрическую поверхность оправы и ее торцовые поверхности: устанавливается центрирование поверхности оправы относительно оптической оси линзы. Линзу в оправе устанавливают в специальный патрон, позволяющий смещать ее и разворачивать в различных направлениях. На задней бабке станка закрепляют автоколлимационную трубку. При перемещении задней бабки станка с автоколлиматором настраивают совмещение центров кривизны линз в оправе и автоколлиматоре. При этом в окуляре автоколлиматора просматривается резкое изображение. Затем регулируют положение подвижного патрона до тех пор, пока в поле зрения автоколлиматора не исчезнет "биение" изображения, т.е. центр кривизны-линзы совпадает с осью шпинделя. Подтема 4. Проверочная работа Цель проверочных работ - контроль качества приобретенных знаний, умений и навыков по подтемам 1—3. В ходе данных работ учащиеся должны уметь Определять качество оптических узлов, деталей и оптических элементов. 'Показать навыки в сборке оптических элементов, их центрировании и завальцовке. Проверочные работы мастер подготавливает из учета специфики предприятия, использующего или выпускающего оптико-механические приборы. В ходе данных работ учащиеся должны ответить на ряд контрольных вопросов по всей пройденной теме. 1. Назовите основные растворители, используемые для промывки оптических деталей. 2. Какие существуют способы промывки оптических деталей? 3. Назовите операции, применяемые при сборке оптических узлов и деталей. 4. Какие существуют способы завальцовки линз в оправы? 5. Какой способ завальцовки имеет максимальную точность? 6. В чем заключается центрирование линз по "блику"? Государственное бюджетное профессиональное образовательное учреждение «Тверской политехнический колледж» Методическая разработка занятий учебной практики Для профессии 15.01.20 «Слесарь по контрольно-измерительным приборам и автоматике» ПМ.03. «Сборка, ремонт, регулировка контрольно-измерительных приборов и систем автоматики» |