отчет методической преддипломной практике. ремонт, сборка и регулирование оптикомеханических приборов
 Скачать 3.39 Mb. Скачать 3.39 Mb.
|

|
ТЕМА 2: «Электромонтажные работы» Разработал мастер п/о Шаповалова Н.П. Тверь 2018 Т Е М А 2. ЭЛЕКТРОМОНТАЖНЫЕ РАБОТЫ На данную тему программой отводится 222 часа. Основная дидактическая задача при изучении темы — обучение учащихся монтажным и электромонтажным работам; формирование умений и навыков при выполнении этих работ. Основные учебные задачи, решаемые при изучении темы: освоить чтение схем внешних электрических и трубных проводок; освоить разделку контрольных кабелей; освоить операции пайки и лужения проводов; получить производственные навыки по маркировке и отрезке проводов, кабелей; освоить основные способы разводки проводов в щитах и пультах согласно монтажно-коммутационным схемам; освоить способы резки, пайки, сварки и вальцовки медных и стальных импульсных труб. Планирование изучения темы 3 по перспективно-тематическому плану Подтема 1. Чтение схем внешних электрических и трубных проводок. Урок 1. Значение схем для выполнения электромонтажных работ. Урок 2. Порядок чтения схем и выбор требуемых данных для электромонтажных работ. Подтема 2. Разделка контрольных кабелей, пайка, лужение и резка медных проводов. Урок 3. Порядок разделки контрольных кабелей. Урок 4. Способы пайки, лужения и отрезки проводов. Подтема 3. Монтаж импульсных линий. Урок 5. Методы монтажа стальных и медных труб. Урок 6. Вальцовка и пайка медных труб. Урок 7. Монтаж полиэтиленовых импульсных труб. Подтема 4. Монтаж контрольно-измерительных приборов в щитах и пультах. Урок 8. Крепление и установка приборов и коммутационной аппаратуры в щитах и пультах. Урок 9. Монтаж электрических и трубных разводок к приборам. Подтема 5.Проверочные работы Распределение времени уроков: на инструктаж (каждый урок по 1 часу); на тренировочные упражнения по подтемам на производственную деятельность. Подтема 1. Чтение схем внешних электрических и трубных проводок Цепь занятия — научить учащихся правильно использовать схемы для выполнения электромонтажных работ в цепях КИПиА. Методика проведения занятия Занятие проводят в учебном классе или мастерской. Задача состоит в том, чтобы раскрыть перед учащимися порядок чтения схем внешних электрических и трубных проводок, так как все монтажные работы, маркировка труб, кабелей и проводов производятся однозначно в соответствии с данными схемами. Кроме того, на основании таких схем определяются типы кабелей, проводов, труб и их монтажные длины. В качестве примера рассмотрим фрагмент схемы, показанной на рис. 3. Мастер ведет данное занятие в виде эвристической беседы. Учащиеся из курса спецтехнологии КИПиА уже знают, что позиции схемы 1" - 1К являются электрическими термометрами сопротивления. Из рис. 3 видно, что эти датчики кабельными линиями соединяются с соединительной коробкой типа СК-16, а затем контрольным кабелем № 11 типа КВВГ, имеющим 27 жил сечением 1,5 мм2, соединяются с контрольно-измерительным щитом. Для выполнения электромонтажных работ важно из данной схемы выявить порядковые номера контрольных кабелей, труб, их длины. Например, для датчика 1йсоответствует кабель 1 типа КВВГ, проложенный в стальной защитной трубе Ду-20 мм (диаметр 20 мм). Монтаж датчиков 1" - 1Квыполнен по трехпроводной схеме (рис. 3). Маркировка электрической цепи датчиков соответствует: для 1й- 294-295 -/, для 1б'-296-297-/ и т.д. Для выполнения монтажных работ и быстрого отыскания необходимого номера кабеля или провода при эксплуатации средств автоматики на контрольные кабели в начале и конце его длины устанавливаются бирки, в которых указываются номер кабеля в соответствии со схемой и его характеристика. КВВГ 10 4X1,5 лицевая сторона бирки оборотная сторона 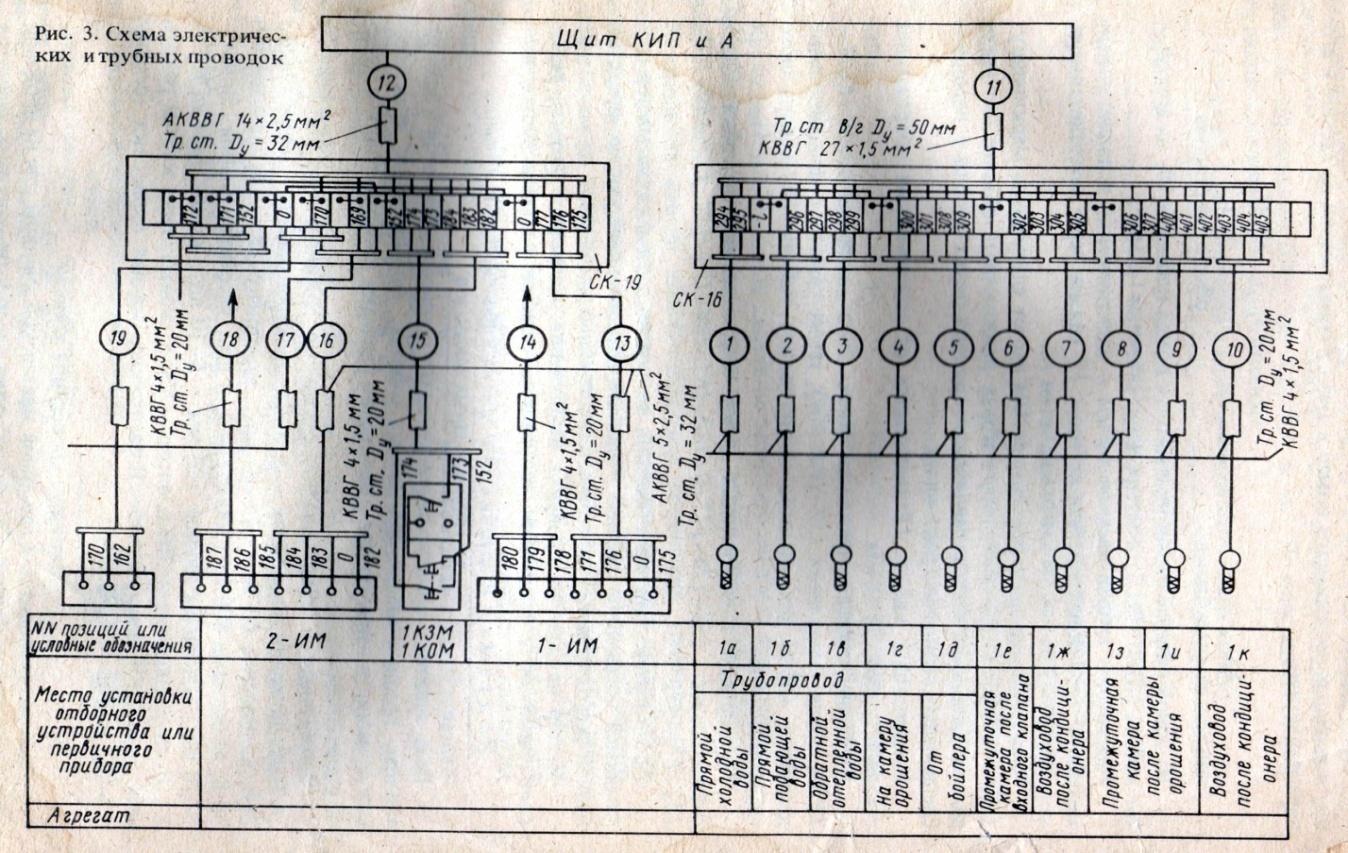 На одной стороне бирки указывается номер кабеля - 10; на другой — тип кабеля (КВВГ 4x1,5) и четыре жилы сечением 1,5 мм2. Рассмотрим второй элемент схемы - электрический исполнительный механизм 1ИМ контрольным кабелем 13 связан через соединительную коробку СК-19 со щитом КИША кабелем 12. Электрические цепи механизма 1ИМ имеют следующую маркировку: -.175-0-176-171-178-179-180, которая должна быть обязательно однозначно выполнена ,на хлорвиниловых оконцевателях кабеля с помощью специальных несмывающихся чернил. Контрольный кабель 13 защищается от механических повреждений стальной трубой Ду-32 мм. Кнопочная станция управления "Пуск - стоп", имеющая индекс 1КОМ -1КЗМ (цепи управления 152-173-174), также связана с соединительной коробкой СК-19 посредством контрольного кабеля 15, защищенного стальной трубой. ; Маркировка электрических цепей соединительной коробки СК-19 соответствует: 175-176-177-0-182-183-184-173-174-152-169-170-152-171-172. После проведения эвристической беседы по данной схеме мастер даёт учащимся письменное задание — описать определенный участок представленной схемы внешних электрических и трубных проводок. Мастер производит проверку выполнения письменной работы, разбирает совместно с учащимися допущенные ошибки и выставляет оценки. Подтема 2. Разделка контрольных кабелей, пайка, лужение и отрезка медных проводов Цель занятия - ознакомление учащихся с приспособлениями и инструментом, используемыми при данных работах; формирование практических приемов и навыков при выполнении разделки кабелей, пайки и лужения проводов. Инструмент и оборудование: секторные ножницы типа НУСК-90 -2-3 шт.; ножовка по металлу - 2-3 шт.; электропаяльник - напряжением 36В, мощностью 60 Вт -- 15-20 шт.; электрический тигель напряжением 36 В, мощностью 500 Вт (300 Вт) - 2-3 шт.; пассатижи длиной 150 мм -5-10 шт.; утконосы длиной 150 мм - 5-10 шт.; клещи типа КСИ-1 -5-10 шт.; канифоль - 300 г, олово - 500 г; контрольные кабели различных типов (образцы) - 15-20 заготовок; медная проволока (сечение 1,5-2,5 мм2) - 100-150 м. Методика проведения занятия Занятие проводится в слесарной мастерской училища или на производственном участке КИПиА из расчета один верстак на двух-трех учащихся. На вводном инструктаже мастер объясняет цель занятия и порядок его выполнения. Сначала мастер знакомит учащихся с основными типами контрольных кабелей (табл. 5). Контрольные кабели имеют стандартное число жил (4-36) сечением 0,75; 1,0; 1,5; 2,5; 4 мм2. По типу жилы бывают двух видов: одножильные и многожильные. 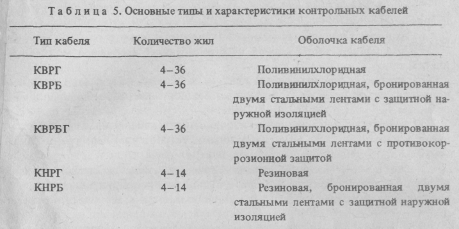 Кроме того, контрольные кабели по защите оболочки от механических повреждений подразделяются на резиновые, виниловые и бронированные стальной лентой. Контрольные кабели используются для соединения удаленных элементов автоматических схем, аппаратов, приводов, щитов и пультов автоматики, в цепях переменного (напряжением до 600 В) и постоянного (напряжением до 1000 В) тока. Далее мастер (в качестве примера) записывает на доске ряд характеристик кабелей: КВРГ 14x1,5; КНРГ 27x2,5 и объясняет, что буквенные символы обозначают тип кабеля (в соответствии с табл. 5). Первые две цифры указывают число жил в кабеле, а две последующие — их сечение. Далее мастер объясняет и показывает рабочие приемы: резку и разделку кабеля; пайку и лужение медных жил кабеля. Резку контрольных кабелей проводят секторными ножницами типа НУСК-90 или ручной ножовкой. Длина разделки кабеля определяется от места бандажа или крепления кабеля в щите (пульте) до наиболее удаленного элемента схемы (прибора или аппарата). Непосредственно разделку бронированного контрольного кабеля выполняют ступенчато в таком порядке (рис. 4): 1) снимают наружную джутовую изоляцию1; 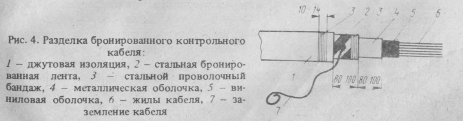 2) накладывают бандаж 3 из стальной проволоки шириной 10-14 мм; 3) накладывают бандаж 3 на стальную броню кабеля; 4) надрезают ножовкой выше бандажа стальную броню (по образующей); 5) вскрывают металлическую оболочку кабеля (свинцовая или алюминиевая) ; 6) надрезают виниловую (или резиновую) оболочку; 7) распускают жилы кабеля в соответствии с требуемой монтажной длиной жил; 8) стальную бронированную ленту 2 зачищают, обслуживают припоем и припаивают заземление 7 кабеля из медной многожильной проволоки сечением 4-6 мм2 длиной 200-300 мм; 9) резиновую или виниловую изоляцию жил кабеля снимают специальными клещами типа КСИ-1, снабженными устройством настройки длины снимаемой изоляции, бокорезами или ножом. После показа мастером рабочих приемов учащиеся самостоятельно производят резку образцов кабелей и выполняют репродуктивное задание: воспроизводят рабочие приемы, показанные мастером, и ориентируются на рис. 4. В ходе текущего инструктажа мастер обращает внимание учащихся на аккуратность выполнения операций запилки стальной брони без нарушения изоляции жил кабеля. Рабочие приемы по опиливанию ножовкой учащиеся уже освоили ранее на уроках слесарного дела. При операциях разделки металлической и виниловой оболочек учащиеся также осуществляют самоконтроль, не допуская нарушения изоляции при разделке. При проведении второго этапа занятия - пайки и облуживания медных проводов — мастер должен рассказать учащимся основные требования, предъявляемые к подготовке медных жил кабелей и проводов перед их подключением к приборам, элементам автоматики, цепям сигнализации и контроля. В условиях агрессивной среды на производственных участках (паров щелочей, кислот, а также повышенной влажности при воздействии атмосферных осадков) медь коррозирует, окисляется ее поверхность, вследствие чего в месте соединения незащищенного провода с прибором возрастает переходное электрическое сопротивление, нарушается контакт. В электрических цепях возникают неисправности, сбои и отказы, что влечет за собой нарушение технологических режимов работы оборудования, аварии и брак в производстве. Для защиты от коррозии и повышения надежности схем контроля и автоматики медные жилы кабелей и проводов подвергают облуживанию оловянно-свинцовым припоем типа ПОС-60 с канифольным флюсом. При малых объемах работ (до нескольких десятков жил проводов) облуживание выполняется электрическим паяльником напряжением 36 В и мощностью 40—90 Вт. При большом объеме работ (до нескольких десятков кабелей с различным числом жил от 7 до 36) более совершенным и производительным способом является облуживание медных жил в электрическом тигле (с напряжением 36 В и мощностью 300—800 Вт). При включении тигля в электрическую сеть через некоторое время (в зависимости от объема тигля) припой ПОС-60 расплавляется и зачищенные от изоляции концы медных жил обслуживаются при их погружении в припой. Непременным условием хорошего качества облуживания (наличия равномерной блестящей поверхности припоя на проводе) является хороший прогрев провода и правильное использование канифоли. Мастер должен обратить внимание -учащихся на ряд особенностей облуживания: 1) разделка жил кабелей и проводов производится непосредственно перед операцией облуживания для исключения окисляемости меди, которая не позволяет произвести качественно эту операцию; 2) запрещается использовать при этой операции все кислоты, в том числе соляную и ортофосфорную. Практика эксплуатации показывает, что использование таких кислот значительно сокращает время облуживания при наличии окисления меди, не требуется дополнительной зачистки жил приспособлениями или ножом, однако под воздействием высокой температуры в тигле кислота при кипении попадает на поверхность изоляции. В дальнейшем при подключении такого кабеля к приборам, зажимам, разъемам оставшаяся кислота под воздействием окружающей среды разлагается, коррозируют и окисляются контакты, на них образуется токопроводящий объемный налет, который в дальнейшем приводит к нарушению изоляции жил, электрическому пробою жил, коммутационной аппаратуры и аварии на технологических объектах. Технология облуживания медных жил кабелей и проводов приведена в инструкционной карте 1. В ходе текущего инструктажа мастер корректирует действия учащихся, следит за правильностью выполнения рабочих операций. Мастер должен акцентировать внимание учащихся на необходимость предельной аккуратности при разделке кабелей: небрежность при опиливании стальной брони, надрезка оболочки кабеля приводит к повреждению изоляции или целостности жил.. Возникает необходимость переразделки кабеля, т.е. изменения его длины (в зависимости от типа разделки) на 0,5-2 м, в результате чего разделанный кабель уже непригоден под данный монтаж и требуются дополнительные затраты на прокладку нового контрольного кабеля. 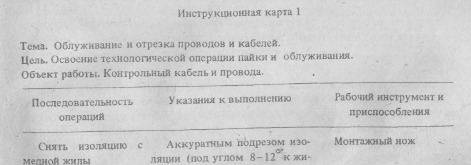 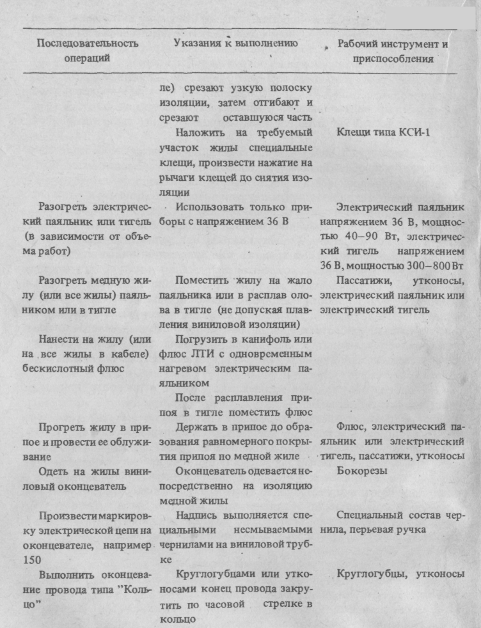 Типовые ошибки учащихся при выполнении подтемы 2 сведены в табл. 6. На заключительном инструктаже мастер оценивает самостоятельную работу учащихся, которые сами наглядно могут сравнить качество выполнения своих заданий. Все видимые недостатки в работе учащихся, их характерные ошибки можно проанализировать по табл. 6 и выбрать соответствующий метод их устранения. При неудовлетворительной качестве выполнения работ учащиеся должны отработать повторно отдельные рабочие приемы,например разделку кабеля, облуживание жил и т.д. Методом эвристической беседы мастер выясняет знание учащимися порядка выполнения отдельных операций и выставляет им оценки. Занятие соответствует третьему уровню обученности: учащиеся самостоятельно выполняют необходимый объем электромонтажных работ, связанный с разделкой, облуживанием и отрезкой жил контрольных кабелей. Подтема 5. Монтаж импульсных линий Цель занятия - формирование практических навыков и умений при монтаже стальных, медных и полиэтиленовых импульсных линий. Инструмент и материалы: трубогибы различных типов (ручные и механизированные) - 1—2 шт.; вальцовки для медных труб — 1-2 шт.; в зависимости от вида и объема работ ниппеля, накидные гайки, переходные соединения; трубы (стальные, медные, полиэтиленовые). 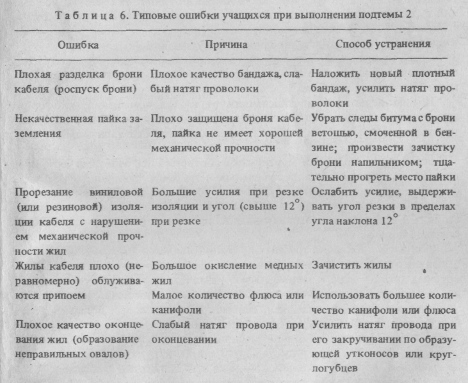 Методика проведения занятия Мастер проводит вводное занятие, затем учащиеся проходят практику на электромонтажном участке КИПиА базового предприятия. Учащихся закрепляют за конкретными монтажными бригадами, и они последовательно осваивают различные виды монтажных работ. Мастер (в ходе занятия) информирует учащихся, что соединение датчиков и приборов давления, расхода, газового анализа и т.д. осуществляется с помощью импульсных линий. Импульсные линии выполняют трех типов: стальные, медные и полиэтиленовые. Рабочее давление импульсных линий подразделяется на низкое, среднее и высокое. Стальные импульсные линии для высокого и среднего давления выполняются из бесшовных стальных труб. Отдельные трубы, имеющие стандартную длину 4—6 м, соединяются между собой сваркой в требуемую монтажную длину. В зависимости от типа соединения приборов и датчиков автоматики и контроля концы импульсных линий должны иметь соответствующие ответные соединения в виде ниппелей и гаек. У стальных труб, используемых для монтажа импульсных трасс, диаметр 6—20 мм, а толщина стенки 0,5—2 мм. Для монтажа импульсных трасс, ее разводки по элементам и приборам, установленным на разных высотах в щитах и пультах, используют различные виды трубогибов, с помощью которых можно сделать изгиб трассы на требуемый угол. Механический трубогиб представляет собой рычаг, имеющий опору и непосредственно поворотное устройство. После производства всего объема монтажных работ импульсные трассы подвергаются испытанию на прочность и плотность гидравлическим или пневматическим способом. Нормы испытаний в зависимости от класса помещений, категории взрывоопасности и передающей среды - жидкости, инертного газа или токсичного (взрывоопасного) газа - определяются Санитарными нормами и правилами. Все трубные проводки монтируют в соответствии с рабочими чертежами проекта по схемам внешних кабельных и трубных проводок, в которых определены трассы, длины и сортамент труб. Как одиночные, так и групповые трубные разводки вдоль трассы крепятся на специальных типовых стойках и кронштейнах, выполненных из полосовой или перфорированной стальной полосы. Монтаж и прокладка трубных проводок является трудоемкой и ответственной операцией. Наличие утечек и неплотностей в импульсных разветвленных трассах ведет к заниженным показаниям приборов, некачественному ведению ряда технологических процессов. Нахождение мест утечек является трудоемкой операцией, особенно при групповых больших трубных разводках и большой протяженности трасс. Медные импульсные линии выполняются в основном на местных отдельных трассах, преимущественно в щитах и пультах, так как здесь не требуется большой механической прочности, защитные функции выполняет сам металлический каркас щита или пульта. Медные трубки имеют диаметр 4-20 мм и подразделяются на тонкостенные (до 0,5 мм), средние (до 1мм) и толстостенные (до 2 мм). Соединение медных трубок в необходимую длину трассы выполняется сварочным газовым постом. Стыковая пайка медных трубок не получила большого применения, так как припой при пайке попадает внутрь труб и забивает проходное сечение. Поэтому с помощью механического приспособления (вальцовки) концы медных трубок развальцовывают на "конус", а после соединения стандартной трубки с развальцованной производится их пайка (рис. 5). 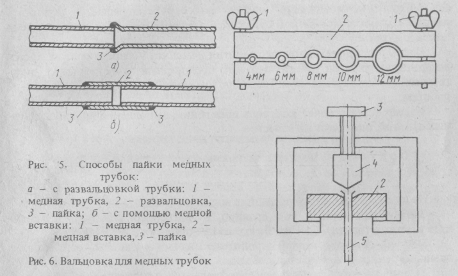 Медная трубка заводится в захват матрицы 2 вальцовки (рис. 6), матрица затягивается барашками 1, затем вращением маховика 3 производится вдавливание конуса 4 внутрь медной трубки 5, принимающей форму конуса матрицы 2. Импульсные линии из пластмассовых и полиэтиленовых трубок применяют при давлении газа или жидкости до 0,6 МПа (6 кгс/см2). Монтаж таких линий имеет ряд преимуществ перед монтажом стальных или медных линий: сравнительно низкая стоимость материала, значительное сокращение объема монтажных работ (за счет использования пневматических кабелей). Полиэтиленовые трубки пневматического кабеля в месте соединения стыков и подсоединения к датчикам и приборам подлежат разогреву с плотной посадкой на требуемый штуцер прибора. Разогрев трубок при этом не должен превышать 220-260°С при времени подогрева не выше нескольких секунд. Такое горячее соединение должно быть выдержано до остывания места нагрева и полного отвердевания полиэтилена. Пневматические кабели, подобно контрольным электрическим кабелям, имеют определенную маркировку и характеристику (число трубок и их диаметр). Особенности монтажа кислородных линий. При проведении вводного занятия, предшествующего прохождению монтажной практики на базовом предприятии, мастер должен обратить внимание учащихся на ряд особенностей монтажа кислородных линий: 1. Монтаж выполняется только стальными или медными трубами. 2. Внутренние поверхности свариваемых и соединяемых труб должны быть обязательно обезжирены, так как наличие следов масла при соединении с кислородом ведет к резкому повышению температуры и взрыву. 3. Обезжиривание импульсных линий и самих приборов производится "Хладоном-13" или четыреххлористым углеродом. 4. Резьбовые соединения кислородных труб запрещается уплотнять льном, пенькой с промазкой суриком и другими смазками, содержащими жиры и масла. После проведения вводного занятия учащихся распределяют на производственные участки КИПиА базового предприятия (в паросиловые, энергетические, монтажные цехи) для прохождения практики по монтажным работам. Мастер осуществляет контроль посещения, выполнения производственных заданий, оценивает их качество. Подтема 4. Монтаж контрольно-измерительных приборов в щитах и пультах На данное занятие программой отводится 18 часов. Занятие проводится, как правило, в монтажных или эксплуатационных участках (цехах) КИПиА базового предприятия или училища. Мастер, обеспечивающий проведение данного занятия, совместно с администрацией цеха (участка) обязан: 1) организовать подготовку необходимой документации: функциональной схемы, принципиальных электрических схем шита, монтажно-коммутационной схемы панели или щита, схемы внешних соединений кабельных и трубных проводок; 2) решить организационные вопросы расстановки учащихся при выполнении монтажных работ; 3) провести вводное занятие по данной теме, в которой необходимо отразить следующие вопросы: крепление и установку приборов и коммутационной аппаратуры (ключей, кнопок, сигнальных ламп, реле); способы прокладки основных потоков монтажных проводов; чтение монтажно-коммутационных схем; 4) осуществлять общее руководство производственной практикой, перераспределять учащихся при выполнении работ для овладения профессией. Распределение времени занятия: на чтение схем (функциональных, электрических, монтажно-коммутационных) — 4 часа; монтаж и установку контрольно-измерительных приборов и элементов автоматики - 8 часов; прокладку и монтаж проводок в щитах и пультах - 6 часов. Подтема 5. Проверочные работы Исходя из практического значения электромонтажных работ на базовом предприятии, мастер подготавливает необходимые проверочные работы, которые должны включать в себя: чтение монтажных и коммутационных схем КИПиА; определение типа контрольного кабеля и труб по заданной схеме внешних соединений; пайку, лужение и отрезку проводов; монтаж медных или полиэтиленовых импульсных линий; монтаж приборов и коммутационной арматуры в щитах и пультах КИПиА; чтение монтажно-коммутационных схем КИПиА. При выполнении проверочных работ учащиеся должны показать необходимые умения и навыки в пользовании инструментом, приспособлениями; быстро ориентироваться в соответствующих выданных мастером схемах (монтажно-коммутационной, внешних соединений, электрической схеме и т.д.). При оценке выполняемых работ мастер учитывает теоретическую и практическую подготовку учащихся; им могут быть заданы соответствующие практические вопросы по всем предыдущим занятиям. Государственное бюджетное профессиональное образовательное учреждение «Тверской политехнический колледж» Методическая разработка занятий учебной практики Для профессии 15.01.20 «Слесарь по контрольно-измерительным приборам и автоматике» ПМ.03. «Сборка, ремонт, регулировка контрольно-измерительных приборов и систем автоматики» |