Билеты. магистратура. Сертификация
 Скачать 175.78 Kb. Скачать 175.78 Kb.
|

|
Сертификация: Форма обязательного подтверждения органом по сертификации [оценке (подтверждению) соответствия] соответствия выпускаемой в обращение продукции требованиям технических регламентов Таможенного союза. Порядок проведения сертификации включает в себя следующую последовательность операций: подача заявки на оформление сертификации; принятие решений и выбор схемы; идентификация и отбор образцов для исследования, проведение испытаний; оценка производства. Обязательная (обязательная сертификация и декларирование соответствие) и добровольная В Российской Федерации нормативные документы по стандартизации подразделяются на следующие категории: государственные стандарты Российской Федерации - ГОСТ Р; отраслевые стандарты - ОСТ; технические условия - ТУ; стандарты предприятий и объединений предприятий (союзов, ассоциаций, концернов, акционерных обществ, межотраслевых, региональных и других объединений) - СТП; стандарты научно-технических и инженерных обществ (союзов, ассоциаций и других общественных объединений) - СТО. Шлицевое соединение, центрирование по боковым сторонам зубьев Пример условного обозначения точности цилиндрической передачи со степенью 9 по нормам кинематической точности, со степенью 8 по нормам плавности, со степенью 7 по нормам контакта зубьев, с видом сопряжения В, видом допуска на боковой зазор а и соответствием между видом сопряжения и классом отклонений межосевого расстояния Vi Требуемая точность определяется уровнем скоростей колес и действующих нагрузок. СЧ- серый чугун, ВЧ- высокопрочный чугун, БЧ- белый чугун, КЧ- ковкий чугун, ЧХ- чугун легированный(Х содержание хрома) Улучшение(термообработка). Улучшаемые стали- это стали среднеуглеродистые. Закаливают и отпускают металл Азотирование стали — насыщение поверхности стальных деталей азотом для повышения твердости, износоустойчивости и коррозионной стойкости.Уменьшает коэффициент трения Цементация - насыщение поверхностного слоя углеродом t= 959 С, насыщающая среда - газ СО.Цементируемые стали - это стали, для которых основным способом упрочнения является цементация. Они содержат до 0,3% углерода. Cт: 15, 20, 15Х, 15ХН, 12ХН3А.После цементации необходима термическая обработка: закалка + низкий отпуск (t = 150-200 С).Структура: поверхность - М+Ц,сердцевина - Ф+П,где М – мартенсит,Ц – цементит,Ф – феррит,П – перлит.Применяется для деталей, работающих на износ при повышенных динамических нагрузках. Сварка, пайка, наплавка, гальвоническине процессы, нанесение полимеров, плазменные покрытия, химико- термическая обработка, электромеханичсекая обработка, газотермические процессы. КЧ45-5- 45 временное сопротивление при 450, 5-относительное удлинение. Ковкий чугун получают путем длительного отжига отливок из белого чугуна. Чугун- углерода 2%, стали менее 2%, СЧ20-предел прочности 20, графит пластичной формы, отлиты в холодную форму; КЧ45-5-предел прочности 45, относительное удлинение 5, хлопьевидная структура, получается из БЧ путем отжига; ВЧ60-2- предел прочности 60, относительное удлинение 2, структура шаровидная Ст4-сталь обычного качества, т/о не подвергается; 40- ср. содерж. Углерода 0,4%, для изготовления крепежных изделий, закалка и высокий отпуск или нормализация); 40Х — легированная сталь, т/о закалка, крепежные изделия;40ХНМА- 0,4% углерода, менее 1% хрома; до 1% никеля; до 1% молибдена; А-высокое качество стали, минимальное количество серы и фофора 1-установочная (лишает заготовку одного перемещения вдоль оси Z, и 2-х вращений вдоль осей X, Y)2-направляющая (лишает заг. перемещ. вдоль оси y, и вращения вдоль оси z)3-опорная (лишает 3-х степ. ) Выбор метода достижения точности замыкающего звена зависит от величины допуска, установленного на размер замыкающего звена, и от числа составляющих звеньев размерной цепи. Кроме того, при выборе необходимо учитывать реальные возможности предприятия по обеспечению проектируемой точности размеров составляющих звеньев и обеспечению соответствующего уровня организации сборочных работ. Двойная опорная база – лишает заготовку или изделие двух степеней свободы: • перемещения вдоль двух координатных осей. Установочная база лишает заготовку 3-х степеней свободы - перемещения вдоль одной координатной оси и поворота вокруг двух других осей. Конструкторские размерные цепи строят для определения метода достижения точности исходного или замыкающего звена конструкторской размерной цепи, а также для определения допусков на составляющие звенья, исходя из принятого метода достижения точности исходного или замыкающего звена конструкторской размерной цепи. Направляющая база – лишает заготовку или изделие двух степеней свободы: • перемещения вдоль одной координатной оси • вращения вокруг одной из осей. Ответ: Установочная база(лишает 3-х стап.), двойная опорная база (имеет скрытый хар.), опорная база. Установка в исскуственные центра Конструкторская размерная цепь – это размерная цепь, с помощью которой решается задача обеспечения точности конструировании изделий, то есть обеспечивается точность расстояний между поверхностями и осями деталей или их относительный поворот в изделии. Например, в размерной цепи, изображенной на рис. 108 решается задача определения точности составляющих звеньев для обеспечения теплового зазора А между торцами подшипника и крышки. Технологическая размерная цепь – это размерная цепь, с помощью которой решается задача обеспечения точности при изготовлении изделий. Технологические размерные цепи возникают при изготовлении деталей (рис. 108), настройке станка, расчете межоперационных размеров и припусков, а также в процессе сборки машины или отдельных сборочных единиц. Измерительная размерная цепь – это размерная цепь, при помощи которой решается задача измерения величин (размеры поверхности, расстояния между поверхностями изделия или их осями), характеризующих точность изготовленного или изготовляемого изделия, например, точность измерения размера Б с помощью штангенциркуля (рис. 107). 1, 2, 3 - технологическая установочная явная база; 5 - технологическая двойная опорная база.6 - технологическая опорная скрытая база. 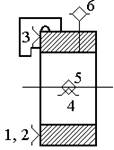 вопрос 10 вопрос 10для обоснованного выбора комплекта баз необходимо проанализировать путём комплекта различных вариантов схем базирования и выявить операции которые влияют на поставленную задачу В зависимости от конфигурации детали выбирается комплект чистовых баз (для обеспечения принципа постоянства баз). Для корпусных деталей это: 1 координатный угол. 2 плоскость и два точных отверстия перпендикулярных к ней. 3 две взаимно перпендикулярные плоскости и отверстие перпендикулярное к одной из них Таким образом, основным заданием первой операции при изготовлении корпусных деталей на автоматизированных участках является подготовка удобных технологических баз, которые обеспечивают возможность осуществления всей последовательности обработки с одной установочной базой. Такая схема базирования до минимума сокращает влияние ошибки установки на точность обработки Величина допуска замыкающего звена плоской размерной цепи с параллельно расположенными звеньями определяется по формуле дины поля допуска i-о уменьшающего звена. При обработке заготовки на продольно-фрезерном станке 44. Разработайте схему базирования заготовки корпусной детали, обеспечивающую при обработке отверстия "А": а) параллельность его оси относительно поверхностей "Б", "В", б) точность размеров "Г" и "Е". 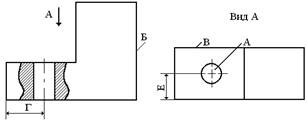 Ответ: а) 1, 2, 3 –установочная явная база, 4, 5 – направляющая явная база, 6 – опорная явная база.б) 1, 2, 3 –установочная явная база, 4, 5 – направляющая явная база, 6 – опорная явная база. 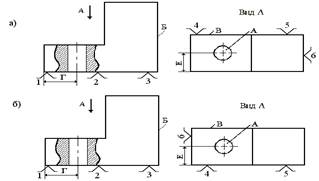 Количество групп сортировки n определяется как: Настроечный размер Аp определяется какАp = a +ωT/2 + Amin,где: а – часть допуска, предназначенная для компенсации систематически действующих погрешностей,ωT - часть допуска, предназначенная для компенсации случайных погрешностей (ширина поля рассеяния),Amin – минимальный предельный размер. Допуск на диаметральный размер вала равен = 0,5-0,1=0,4 мм.Наибольший допустимый размер Анб = 100+0,5=100,5 мм.Наименьший допустимый размер Анм = 100+0,1=100,1 мм. Координата средины поля допуска о= (Анб + Анм )/2=100,3 мм. Составьте уравнение размерной цепи А. Определите увеличивающие и уменьшающие звенья. 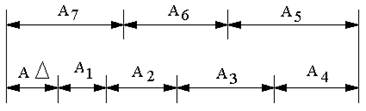 Ответ: Увеличивающие звенья А7, А6, А5.Уменьшающие звенья А1, А2, А3, А4.Уравнение размерной цепи:А= - А1 – А2 - А3 – А4 + А5+ А6 + А7. = Т - ωТ = 0,2-0,04 = 0,16; = 0,16/0,01 = 16 заготовок вопрос 26 Заготовка обработывается на шлифовальном станке в размер 10+0,1мм. "Мгновенное" поле рассеяния равно ωТ=0,02 мм. После шлифования каждой детали координата середины мгновенного поля рассеяния ωТ возрастает на 0,005 мм. Перед обработкой какой по порядку заготовки следует произвести поднастройку станка, если при обработке первой заготовки настройка была правильной. Ответ: . Т = 0,1; т = 0,02; 0 = 0,005; = Т - т = 0,1-0,02 = 0,080 = 0,08/0,005 = 16 шт.Поднастройку следует выполнить перед обработкой 17-ой заготовки. Назовите три метода получения и измерения размеров и относительных поворотов поверхностей детали. Ответ: 85. Координатный метод, цепной метод и комбинированный метод получения и измерения размеров и относительных поворотов поверхностей деталей. Перечислите основные технические требования на сборку червячной передачи. Ответ: а) Совпадение оси червячного колеса и оси червяка;б) Обеспечение гарантированного бокового зазора между зубьями червячного вала и червячного колеса.в) Обеспечение перпендикулярности осей червяка и червячного колеса.г) Обеспечение межосевого расстояния между червячным колесом и червячным валом. Как в процессе изготовления рычага обеспечить симметричность отверстий 1 с бобышками 2 по плоскости симметрии. 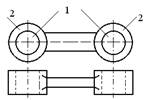 Ответ: Необходимо осуществить базирование заготовки в самоцентрирующихся тисках с призматическими губками по следующей схеме. 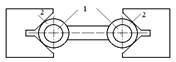 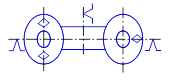 Метод пригонки. Метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением размера компенсирующего звена путем удаления с компенсатора определенного слоя материала. Метод регулировки. Метод, при котором требуемая точность замыкающего звена размерной цепи достигается изменением размера или положения компенсирующего звена без удаления материала с компенсатора.Общность в том, что оба метода достижения точности исходного или замыкающего звена размерной цепи предполагают наличие компенсирующего звена. Разница же состоит в том, что при использовании метода пригонки, размер компенсатора изменяют путем снятия слоя металла, а при использовании метода регулировки предусматривается подбор компенсатора или изменение его положения. Вопрос 23 Схема сборки определяет последовательность соединения деталей и сборочных единиц при сборке изделия. Для построения схемы сборки необходимо определить:а) состав сборочных единиц, входящих в изделие;б) базовые детали каждой сборочной единицы;в) последовательность соединения деталей при сборке каждой сборочной единицы и последовательность сборочных единиц при общей сборке изделия. Сборку каждой сборочной единицы начинают с базовой детали. В первую очередь собирают наиболее ответственные сборочные единицы, участвующие своими размерами в большем числе цепей. Вопрос 36 Особенности достижения точности при сборке червячных передач. Ответ: При сборке червячной передачи необходимо обеспечить:1. Совпадение образующих делительного цилиндра червяка и червячного колеса.2. Совпадение средней плоскости червячного колеса с осью симметрии червяка.3. Требуемый угол скрещивания осей делительных цилиндров червяка и червячного колеса. Укажите причины широкого распространения в машиностроении резцов, оснащенных многогранными пластинами. Приведите эскизы крепления на резцах многогранных пластин с отверстиями и без них. Ответ: Автоматизация производства в машиностроении предъявляет к инструменту повышенные требования к его надежности, к экономичности и ломанию стружки. Многогранные пластины крепятся к державке механически. В них нет внутренних напряжений, возникающих после пайки, поэтому и надежность резцов увеличивается. В одной державке можно использовать 100-150 пластин, т.е., обеспечивается снижение расхода конструкционной стали. После использования пластин они поступают на переработку для извлечения вольфрама и кобальта. Пластина с отверстиями крепится качающимися элементами (рычаг, штифт), а без отверстия - прихватом. Определить коэффициент риска, если изделия собирают по методу неполной взаимозаменяемости. Считать, что размеры распределены по нормальному закону. 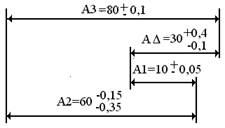 |